|
||||||||||||||||||||||||
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ВИНТЫ УСТАНОВОЧНЫЕ С ШЕСТИГРАННОЙ ГОЛОВКОЙ И ЦИЛИНДРИЧЕСКИМ КОНЦОМ КЛАССОВ ТОЧНОСТИ А И В |
ГОСТ (СТ СЭВ 4207-83) |
|
Конструкция и размеры |
|
|
Hexagon-head dog-point set screws. Product grades A and B. Construction and dimensions |
Дата введения 01.01.86
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на установочные винты с номинальным диаметром резьбы от 6 до 36 мм.
2. Конструкция и размеры винтов должны соответствовать указанным на чертеже и в таблице.
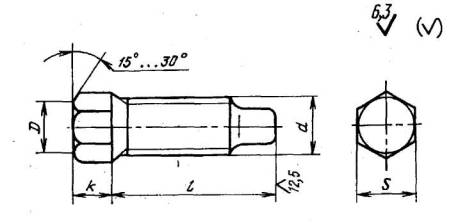
D=(0,90÷0,95)S
мм
|
Номинальный диаметр резьбы d |
6 |
8 |
10 |
12 |
16 |
20 |
24 |
30 |
36 |
|
|
Размер под ключ S |
8 |
10 |
12 |
14 |
17 |
22 |
30 |
36 |
46 |
|
|
Высота головки k |
5 |
6 |
7 |
9 |
11 |
14 |
17 |
21 |
25 |
|
|
Длина винта l |
12 |
|
- |
- |
- |
- |
- |
- |
- |
- |
|
14 |
|
|
- |
- |
- |
- |
- |
- |
- |
|
|
16 |
|
|
|
- |
- |
- |
- |
- |
- |
|
|
18 |
|
|
|
- |
- |
- |
- |
- |
- |
|
|
20 |
|
|
|
|
- |
- |
- |
- |
- |
|
|
25 |
|
|
|
|
|
- |
- |
- |
- |
|
|
30 |
|
|
|
|
|
- |
- |
- |
- |
|
|
35 |
|
|
|
|
|
|
- |
- |
- |
|
|
40 |
- |
|
|
|
|
|
- |
- |
- |
|
|
45 |
- |
- |
|
|
|
|
|
- |
- |
|
|
50 |
- |
- |
|
|
Стандартные |
|
- |
- |
||
|
55 |
- |
- |
- |
|
длины |
|
- |
- |
||
|
60 |
- |
- |
- |
|
|
|
|
|
- |
|
|
65 |
- |
- |
- |
- |
|
|
- |
- |
- |
|
|
70 |
- |
- |
- |
- |
|
|
|
|
- |
|
|
75 |
- |
- |
- |
- |
|
|
- |
- |
- |
|
|
80 |
- |
- |
- |
- |
|
|
|
|
|
|
|
90 |
- |
- |
- |
- |
- |
|
|
|
|
|
|
100 |
- |
- |
- |
- |
- |
|
|
|
|
|
|
120 |
- |
- |
- |
- |
- |
- |
|
|
|
|
|
140 |
- |
- |
- |
- |
- |
- |
- |
|
|
|
|
160 |
- |
- |
- |
- |
- |
- |
- |
|
|
|
|
180 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
|
200 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
Пример условного обозначения винта класса точности В диаметром резьбы d=10 мм, с полем допуска 6g, длиной l=25 мм, класса прочности 14Н, без покрытия:
Винт B.M10-6g×25.14H ГОСТ 1481-84
То же, класса точности А, класса прочности 45Н, из стали 40Х с химическим окисным покрытием, пропитанным маслом;
Винт A.M10-6g×25.45H.40X.05 ГОСТ 1481-84
То же, из латуни ЛС 59-1, без покрытия:
Винт A.M10-6g×25.32 ГОСТ 1481-84
1, 2. (Измененная редакция, Изм. № 1).
3. Резьба - по ГОСТ 24705-81, шаг резьбы - крупный. Недорез резьбы - нормальный по ГОСТ 10549-80.
4. Радиус под головкой - по ГОСТ 24670-81.
5. Конец винта - цилиндрический по ГОСТ 12414-66.
6. Допуски и методы контроля размеров, отклонений формы; и расположения поверхностей - пo ГОСТ 1759.1-82.
7. Дефекты поверхности и методы контроля - по ГОСТ 1759.2-82.
8. Механические свойства и методы испытаний винтов: из углеродистой и легированной стали - по ГОСТ 25556-82, из коррозионно-стойкой, жаропрочной, теплоустойчивой стали и из цветных сплавов - по ГОСТ 1759-70.
(Измененная редакция, Изм. № 1).
9. Винты должны изготовляться с покрытиями: цинковым хроматированным, кадмиевым хроматированным, никелевым, окисным, пропитанным маслом, фосфатным, пропитанным маслом, или без покрытия.
10. Остальные технические требования - по ГОСТ 1759-70.
(Измененная редакция, Изм. № 1).
11. Теоретическая масса винтов указана в справочном приложении.
ПРИЛОЖЕНИЕ
Справочное
Теоретическая масса 1000 шт. стальных винтов, кг
|
Длина винта l, мм |
Номинальный диаметр резьбы d, мм |
||||||||
|
6 |
8 |
10 |
12 |
16 |
20 |
24 |
30 |
36 |
|
|
12 |
3,97 |
- |
- |
- |
- |
- |
- |
- |
- |
|
14 |
4,33 |
8,09 |
- |
- |
- |
- |
- |
- |
- |
|
16 |
4,70 |
8,71 |
14,63 |
- |
- |
- |
- |
- |
- |
|
18 |
5,21 |
9,51 |
15,31 |
- |
- |
- |
- |
- |
- |
|
20 |
5,40 |
9,98 |
16,76 |
25,15 |
- |
- |
- |
- |
- |
|
25 |
6,31 |
11,58 |
18,84 |
28,86 |
52,35 |
- |
- |
- |
- |
|
30 |
7,21 |
13,25 |
21,36 |
32,48 |
58,87 |
- |
- |
- |
- |
|
35 |
8,47 |
14,82 |
23,87 |
36,09 |
65,43 |
117,01 |
- |
- |
- |
|
40 |
- |
16.42 |
26,39 |
39,79 |
72,17 |
126,52 |
- |
- |
- |
|
45 |
- |
- |
28,90 |
43,42 |
78,79 |
137,87 |
232,13 |
- |
- |
|
50 |
- |
- |
31,42 |
47,02 |
85,49 |
148,29 |
247,13 |
- |
- |
|
55 |
- |
- |
- |
50,72 |
92,16 |
158,70 |
262,11 |
- |
- |
|
60 |
- |
- |
- |
54.34 |
98,78 |
169,15 |
277,10 |
456,97 |
- |
|
65 |
- |
- |
- |
- |
105,52 |
179,57 |
- |
- |
- |
|
70 |
- |
- |
- |
- |
112,15 |
189,98 |
307,0 |
504,37 |
- |
|
75 |
- |
- |
- |
- |
118,78 |
200,39 |
- |
- |
- |
|
80 |
- |
- |
- |
- |
125,51 |
210,84 |
337,06 |
551,77 |
889,38 |
|
9Q |
- |
- |
- |
- |
- |
231,61 |
367,04 |
599,17 |
958,16 |
|
100 |
- |
- |
- |
- |
- |
252,47 |
397,02 |
646,57 |
1026,95 |
|
120 |
- |
- |
- |
- |
- |
- |
456,97 |
741,36 |
1164,52 |
|
140 |
- |
- |
- |
- |
- |
- |
- |
836,16 |
1302,10 |
|
160 |
- |
- |
- |
- |
- |
- |
- |
930,96 |
1439,67 |
|
180 |
- |
- |
- |
- |
- |
- |
- |
- |
1577,25 |
|
200 |
- |
- |
- |
- |
- |
- |
- |
- |
1714,82 |
Примечание. Для определения массы винтов, изготовленных из других материалов, значения массы, указанные в таблице, должны быть умножены на коэффициент:
0,356 - для алюминиевого сплава;
0,97 - для бронзы;
1,08 - для латуни.
(Измененная редакция, Изм. № 1).
|
|