|
||||||||||||||||||||||||
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ВИНТЫ УСТАНОВОЧНЫЕ |
ГОСТ |
|
Механические свойства и методы испытаний |
|
|
Set screws Mechanical properties and test methods |
Постановлением Государственного комитета СССР по стандартам от 28 декабря 1982 г. № 5171 дата введения установлена
01.01.85
Настоящий стандарт распространяется на установочные винты и на аналогичные крепежные изделия из углеродистой или легированной стали с номинальным диаметром резьбы от 1,0 до 39 мм, не работающие на растяжение.
Настоящий стандарт не распространяется на установочные винты и аналогичные крепежные изделия, к которым предъявляются специальные требования на свариваемость, коррозионную стойкость, способность выдерживать температуры выше плюс 300°С (или плюс 250°С для автоматной стали) и ниже минус 50°С.
(Измененная редакция, Изм. № 1).
1. МЕХАНИЧЕСКИЕ СВОЙСТВА
1.1. По механическим свойствам установочные винты подразделяют на классы прочности, указанные в табл. 1.
|
Класс прочности винта |
14Н |
22Н |
33Н |
45Н |
|
Твердость по Виккерсу, HV, не менее |
140 |
220 |
330 |
450 |
Примечание. Обозначение классов прочности состоит из минимального значения твердости по Виккерсу, деленного на 10, и буквы Н - условного обозначения твердости.
1.2. Установочные винты должны изготовляться из углеродистой стали, соответствующей требованиям, указанным в табл. 2.
|
Класс прочности винта |
Термическая обработка винта |
Содержание в % |
|||
|
Углерод |
Фосфор, не более |
Сера, не более |
|||
|
не более |
не менее |
||||
|
14Н |
- |
0,50 |
- |
0,11 |
0,15 |
|
22Н |
Закалка и отпуск |
0,50 |
- |
0,05 |
0,05 |
|
33Н |
То же |
0,50 |
- |
0,05 |
0,05 |
|
45Н |
» |
0,50 |
0,19 |
0,05 |
0,05 |
Для винтов класса прочности 14Н допускается применение автоматной стали с содержанием свинца не более 0,35% , фосфора не более 0,11% , серы не более 0,34%.
Для винтов с квадратной головкой класса прочности 14Н допускается цементация.
Для винтов класса прочности 22Н, 33Н и 45Н допускается применение стали с максимальным содержанием свинца 0,35%.
Для винтов класса прочности 22Н, 33Н, 45Н допускается применение стали с содержанием одного или более легирующих элементов, таких как хром, никель, молибден, ванадий или бор.
Для винтов класса прочности 45Н допускается применять другой материал при условии удовлетворительного результата испытаний винтов на кручение по п. 2.3.
(Измененная редакция, Изм. № 1).
1.3. Механические свойства винтов, при нормальной температуре, должны соответствовать указанным в табл. 3.
Для винтов класса прочности 22Н допускается превышение верхнего предела твердости на 10%.
|
Параметр |
Значение параметра для винтов класса прочности |
|||
|
14Н |
22Н |
33Н |
45Н |
|
|
Твердость по: |
|
|
|
|
|
Виккерсу HV |
От 140 до 290 |
От 220 до 300 |
От 330 до 440 |
От 450 до 560 |
|
Бринеллю НВ |
От 133 до 276 |
От 209 до 285 |
От 314 до 418 |
- |
|
Роквеллу: |
|
|
|
|
|
HRB |
От 75 до 105 |
Не менее 95 |
- |
- |
|
HRCэ |
- |
Не более 30 |
От 33 до 44 |
От 45 до 53 |
|
Высота необезуглероженной зоны резьбы, мм, не менее |
- |
|
|
|
|
Глубина полного обезуглероживания резьбы, мм, не более |
- |
0,015 |
0,015 |
** |
* h - высота профиля резьбы винта.
** Для винтов класса прочности 45Н полное обезуглероживание не допускается.
1.4. Марки сталей, применяемых для изготовления установочных винтов, приведены в приложении.
(Введен дополнительно, Изм. № 1).
2. МЕТОДЫ ИСПЫТАНИЙ
2.1. Твердость установочных винтов следует измерять на торце винта, как можно ближе к центру. Твердость винтов с засверленным концом измеряют на кольцевой поверхности торца.
При превышении максимального значения твердости проводят повторное измерение твердости на поперечном сечении винта на расстоянии 0,5 мм от его торца.
В спорных случаях решающим является измерение твердости по Виккерсу.
Допускается вместо контроля твердости винтов с классом прочности 14Н контролировать твердость исходного материала.
Твердость винтов следует измерять:
по Виккерсу - по ГОСТ 2999;
по Бринеллю - по ГОСТ 9012;
по Роквеллу - по ГОСТ 9013 и ГОСТ 8.064.
2.2. Глубину обезуглероженного слоя следует измерять методом микроскопического исследования по ГОСТ 1759.0, ГОСТ 1759.1, ГОСТ 1759.2, ГОСТ 1759.4.
Значения глубины полного обезуглероживания должны соответствовать указанным в табл. 3, значения высоты необезуглероженной зоны резьбы - указанным в табл. 3 или 4.
мм
|
Шаг резьбы |
Высота профиля резьбы |
Значение высоты необезуглероженной зоны резьбы, не менее, при классе прочности винтов |
||
|
22Н |
33Н |
45Н |
||
|
0,5 |
0,307 |
0,154 |
0,205 |
0,230 |
|
0,6 |
0,368 |
0,184 |
0,245 |
0,276 |
|
0,7 |
0,429 |
0,215 |
0,286 |
0,322 |
|
0,8 |
0,491 |
0,245 |
0,327 |
0,368 |
|
1 |
0,613 |
0,307 |
0,409 |
0,460 |
|
1,25 |
0,767 |
0,384 |
0,511 |
0,575 |
|
1,5 |
0,920 |
0,460 |
0,613 |
0,690 |
|
1,75 |
1,074 |
0,537 |
0,716 |
0,806 |
|
2 |
1,227 |
0,614 |
0,818 |
0,920 |
|
2,5 |
1,534 |
0,767 |
1,023 |
1,151 |
|
3 |
1,840 |
0,920 |
1,227 |
1,380 |
|
3,5 |
2,147 |
1,074 |
1,431 |
1,610 |
|
4 |
2,454 |
1,227 |
1,636 |
1,841 |
2.3. Испытание на кручение установочных винтов с шестигранным углублением под ключ класса прочности 45Н должно проводиться согласно приведенной схеме.
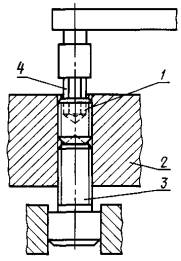
Для испытания на кручение установочный винт 1 ввинчивают в резьбовое отверстие (допуск резьбы - 5Н) контрольной плиты 2 до упора в винт 3, ввинченный с другой стороны плиты, при этом верхняя поверхность испытуемого винта должна быть утоплена в контрольной плите.
Твердость контрольной плиты - не менее HRСэ 50, твердость винта 3 - HV450...570.
Для приложения к испытуемому винту крутящего момента используется шестигранная вставка 4, имеющая допуск на размер S под ключ h9, диаметр описанной окружности e ≥ 1,13Smin и твердость HRСэ 55...60.
Вставка должна входить в шестигранное углубление испытуемого винта на полную его глубину.
Винты должны выдерживать крутящий момент, величины которого указаны в табл. 5.
Размеры мм
|
Номинальный диаметр резьбы |
Длина испытуемого винта, не менее |
Крутящий момент, Нм |
|||
|
с плоским концом |
с засверленным концом |
с коническим концом |
с цилиндрическим концом |
||
|
3 |
4 |
4 |
5 |
5 |
0,9 |
|
4 |
5 |
5 |
6 |
6 |
2,5 |
|
5 |
5 |
6 |
8 |
8 |
5 |
|
6 |
8 |
8 |
8 |
8 |
8,5 |
|
8 |
8 |
10 |
10 |
10 |
20 |
|
10 |
10 |
12 |
12 |
12 |
40 |
|
12 |
16 |
16 |
16 |
16 |
65 |
|
16 |
20 |
20 |
20 |
20 |
160 |
|
20 |
20 |
25 |
25 |
25 |
310 |
|
24 |
25 |
30 |
30 |
30 |
520 |
После испытаний на винтах не должно быть трещин, выкрашиваний и других повреждений.
Рекомендуемое
Марки сталей, применяемых для изготовления установочных винтов
|
Класс прочности |
Марка стали |
Номер стандарта |
|
14Н |
10,20,30,35,45 |
|
|
22Н |
35, 45, 35Х, 38ХА |
|
|
33Н |
35, 45, 40ХН2МА |
|
|
45Н |
45, 40Х, 45Х, 35Х, 38ХА, 40ХН, 40ХН2МА |
ПРИЛОЖЕНИЕ. (Введено дополнительно, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.12.82 № 5171
3. Стандарт полностью соответствует СТ СЭВ 3679-82
4. Стандарт полностью соответствует международному стандарту ИСО 898-5-1980
5. ВВЕДЕН ВПЕРВЫЕ
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложение |
|
ГОСТ 8.064-94 |
|
|
ГОСТ 2999-75 |
|
7. ИЗДАНИЕ 2006 г. с Изменением № 1, утвержденным в августе 1987 г. (ИУС 12-87)
|
|