|
||||||||||||||||||||||||
МИНИСТЕРСТВО ТРАНСПОРТНОГО СТРОИТЕЛЬСТВА
ИНСТРУКЦИЯ
ПО ТЕХНОЛОГИИ
МЕХАНИЗИРОВАННОЙ И РУЧНОЙ СВАРКИ
ПРИ ЗАВОДСКОМ ИЗГОТОВЛЕНИИ
СТАЛЬНЫХ КОНСТРУКЦИЙ МОСТОВ
ВСН 169-80
Минтрансстрой
Утверждена Минтрансстроем 30 июля 1980 г. № А-1088
Согласована Госстроем СССР.
Письмо Госстроя СССР
от 7 июля 1980 г. № АД-3447-1
МОСКВА 1981
«Инструкция по технологии механизированной и ручной сварки при заводском изготовлении стальных конструкций мостов (ВСН 169-80) разработана Всесоюзным научно-исследовательским институтом транспортного строительства - ЦНИИС Минтрансстроя (авторы - канд. техн. наук К.П. Большаков, инженеры Б.М. Передереев, В.Г. Гребенчук) и научно-исследовательским институтом мостов ЛИИЖТа (авторы - канд. техн. наук В.Ю. Шишкин, инженеры В.А. Макурин, С.В. Чижевский).
При составлении инструкции использованы материалы исследований по технологии сварки, выполненных в Институте электросварки им. Е.О. Патона, НИИ мостов ЛИИЖТа и ЦНИИС, и опыт сварки пролетных строений, накопленный мостовыми заводами Минтрансстроя.
Инструкция разработана в развитие действующих нормативных документов по изготовлению стальных мостовых конструкций.
В инструкции учтены требования действующих государственных стандартов.
Инструкция согласована Научно-техническим советом МПС, Главмостостроем и Главтранспроектом Минтрансстроя и ВНИКТИстальконструкция Минмонтажспецстроя СССР.
С введением в действие настоящей инструкции отменяются ВСН 169-70 «Инструкция по сварке мостовых конструкций из углеродистых и низколегированных сталей в углекислом газе», 1970 г. и дополнение № 1 к ВСН 169-70, а также «Инструкция по выбору режимов сварки при изготовлении стальных конструкций мостов», 1972 г.
К изданию подготовила К.А. Шашина.
|
Министерство транспортного строительства (Минтрансстрой) |
Ведомственные строительные нормы |
ВСН 169-80 Минтрансстрой |
|
Инструкция по технологии механизированной и ручной сварки при заводском изготовлении стальных конструкций мостов |
Взамен ВСН 169-70, дополнения № 1 к ВСН 169-70 и «Инструкции по выбору режимов сварки при изготовлении стальных конструкций мостов» |
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящая инструкция разработана в развитие пункта 9.20 главы СНиП по производству и приемке металлических конструкций и предназначена для применения при заводском изготовлении в крытых цехах сварных стальных конструкций железнодорожных, автодорожных, городских и пешеходных мостов.
1.2. Инструкция распространяется на технологию выполнения сварных соединений при изготовлении стальных конструкций мостов из углеродистых и низколегированных сталей, предусмотренных главой СНиП по проектированию мостов и труб, и устанавливает требования к технологии автоматической и полуавтоматической сварки под флюсом, автоматической сварки под флюсом с применением металлохимической присадки, полуавтоматической сварки в углекислом газе, в том числе - порошковой проволокой, и ручной электродуговой сварки.
1.3. Настоящая инструкция устанавливает области применения вышеперечисленных видов сварки (табл. 1).
1.4. Для получения сварных соединений требуемого качества по структуре металла, химическому составу, механическим свойствам, форме шва, плавности перехода от шва к основному металлу, допускам на технологические дефекты необходимо соблюдать следующие основные условия:
применять сталь и сварочные материалы, удовлетворяющие по качеству и своему состоянию в момент использования требованиям соответствующих стандартов и технических условий на их поставку, в сочетаниях, рекомендуемых настоящей инструкцией;
|
Внесены ЦНИИС Минтрансстроя и НИИ мостов ЛИИЖта МПС |
Утверждены Минтрансстроем |
Срок введения в действие - |
Таблица 1
|
Область применения |
|
|
Автоматическая под флюсом |
Стыковые соединения, свариваемые в нижнем положении: однопроходная двусторонняя сварка на флюсовой подушке металла толщиной от 10 до 16 мм включительно без разделки кромок; многопроходная двусторонняя сварка на флюсовой подушке металла толщиной от 18 до 50 мм включительно с Х-образной подготовкой кромок; однопроходная двусторонняя сварка с металлохимической присадкой металла толщиной от 20 до 32 мм включительно без разделки кромок. Тавровые, угловые и нахлесточные соединения: односторонняя сварка металла толщиной от 10 до 50 мм в нижнем положении - угловом и в лодочку; двусторонняя двухдуговая сварка металла толщиной от 10 до 50 мм в нижнем угловом положении (кроме нахлесточных); односторонняя сварка угловых швов, расположенных вдоль усилия, с применением металлохимической присадки в нижнем положении в лодочку при толщине металла от 10 до 50 мм. |
|
Полуавтоматическая под флюсом |
Стыковые соединения, свариваемые и нижнем положении: двусторонняя сварка прикреплений фасонок связей к основным элементам при толщине металла от 10 до 20 мм с V - и Х-образной подготовкой кромок с дополнительным направляющим устройством. Тавровые, угловые нахлесточные соединения: односторонняя сварка металла толщиной от 10 до 50 мм в нижнем положении - угловом и в лодочку; двусторонняя сварка металла толщиной от 10 до 50 мм в нижнем угловом положении (кроме нахлесточных). |
|
Полуавтоматическая в углекислом газе сплошной и порошковой проволокой |
Стыковые соединения, свариваемые в нижнем положении: двусторонняя сварка металла толщиной до 8 мм включительно без разделки кромок; двусторонняя сварка металла толщиной от 10 до 20 мм включительно с V - и Х-образной подготовкой кромок. Тавровые, угловые и нахлесточные соединения: сварка сплошной проволокой диаметром 1,0-1,4 мм металла толщиной от 10 до 50 мм во всех пространственных положениях; сварка сплошной проволокой диаметром 1,4-2,0 мм и порошковой проволокой диаметром 2,0-3,0 мм металла толщиной от 10 до 50 мм в нижнем положении. |
|
Ручная электродуговая |
Короткие швы (длиной менее 300 мм) стыковых, тавровых, угловых и нахлесточных соединений металла толщиной от 10 до 50 мм во всех пространственных положениях. |
обеспечивать выполнение требований главы СНиП по производству и приемке металлических конструкций по подготовке проката кромок и поверхности металла, сварочных материалов, а также по сборке и сварке;
обеспечивать соответствие режимов сварки и параметров разделки кромок указаниям настоящей инструкции;
применять исправную технологическую оснастку, сварочное оборудование, инструмент, аппаратуру и приборы.
1.5. Для придания угловым швам вогнутого профиля и обеспечения плавного перехода от шва к основному металлу следует сваривать детали в нижнем положении в лодочку, а при сварке в нижнем угловом положении - ограничивать величину катета (не более 5-7 мм).
1.6. Вид сварки назначается в чертежах КМ и указывается в чертежах КМД и технологической документации.
1.7. При производстве работ следует руководствоваться требованиями главы СНиП по технике безопасности в строительстве, санитарно-гигиенических норм и правил Минздрава СССР и других правил по технике безопасности, утвержденных в установленном порядке органами государственного надзора или Минтрансстроем СССР.
2. ОСНОВНЫЕ И СВАРОЧНЫЕ МАТЕРИАЛЫ
2.1. При сварке конструкций применяются следующие материалы:
а) стали: низколегированная марок 15ХСНД, 10ХСНД и углеродистая марки 16Д по ГОСТ 6713-75*, низколегированная марок 14Г2АФД и 15Г2АФДпс по ГОСТ 19282-73, а в элементах эксплуатационных обустройств, кроме того, - углеродистая сталь марок ВСт3сп5 и ВСт3пс5 по ГОСТ 380-71*;
б) сварочные материалы:
сварочная проволока марок Св-08А, Св-08ГА, Св-10Г2, Св-0812С, Св-10НМА по ГОСТ 2246-70* и порошковая проволока марок ПП-АН4 по ТУ 14-4-49-71, ПП-АН8 по ЧМТУ 4-353-71, ПП-АН9 по ТУ 14-4-198-72;
флюсы сварочные марок АН-348-А, АН-348-АМ, ОСЦ-45, ОСЦ-45М, АН-22, АН-60 по ГОСТ 9087-69*; АНК-30 по ТУ 14-1-2738-79; АН-47 по ТУ 14-1-1353-75.
электроды типов Э42А, Э46А, Э50А по ГОСТ 9466-75,. ГОСТ 9467-75;
углекислый газ 1 и 2 сорта по ГОСТ 8050-76;
гранулированная металлохимическая присадка по ВТУ ИЭС 105-75 с химической добавкой - фтористым натрием по ГОСТ 4463-70 (с индексом Ч или ЧДА).
_____________
* Материалы, не удовлетворяющие требованиям, регламентированным соответствующими стандартами и техническими условиями, в производстве не допускаются.
2.2. Качество стали и сварочных материалов проверяется согласно указаниям приложения 1.
2.3. Сварочные материалы следует выбирать с учетом класса прочности и марки применяемой стали, вида сварного соединения, типа швов и вида сварки (табл. 2). Применение других сварочных материалов допускается лишь после комплексной их проверки и испытаний контрольных соединений согласно указаниям раздела 7.
При наложении наружных соединительных швов элементов коробчатого сечения следует применять материалы, указанные для угловых соединений.
2.4. Поверхность сварочной проволоки перед намоткой в кассеты необходимо очищать от ржавчины, жиров, технологической смазки и других загрязнений. Разрешается очищать проволоку пропуском через специальные очистные устройства.
Перед очисткой, при наличии смазки, проволоку рекомендуется прокалить при температуре 150-200 °С в течение 1,5-2 ч.
Порошковую проволоку необходимо прокалить при температуре 200-230 °С в течение 2 ч. Перед этой операцией бухту проволоки необходимо распушить, т.е. ослабить стягивающие скрутки. Готовая к применению порошковая проволока должна иметь цвет от желтого до коричневого. Отсутствие пожелтения является признаком недостаточной выдержки или низкой температуры в печи; появление синего цвета - признак завышенной температуры прокалки.
Очищенную проволоку и проволоку, намотанную в кассеты, необходимо хранить в сухих помещениях, при температуре не ниже плюс 15 °С,
Корпуса кассет должны быть окрашены в различные цвета в зависимости от марки наматываемой в них проволоки и иметь на видимой стороне корпуса кассеты соответствующую четкую надпись краской.
Проволока, намотанная в кассеты, не должна иметь резких перегибов.
2.5. Для полуавтоматической сварки следует использовать сварочный углекислый газ 1 и 2 сорта по ГОСТ 8050-76 или пищевую обезжиренную углекислоту. Применять для сварки техническую углекислоту запрещается.
Из-за наличия в пищевой углекислоте воздуха и повышенного количества влаги начинать отбор углекислого газа следует после отстаивания баллона не менее 15 мин и выпуска первых порций газа в атмосферу в течение 20-30 с; при этом баллоны должны располагаться в вертикальном положении.
Рекомендуется применять осушители низкого давления. Объем рампового осушителя должен быть не менее 0,1 м3, а объем осушителя сварочного поста - не менее 0,002 м3.
Осушители заполняются силикагелем марок КСМ и КСК по ГОСТ 3956-76. Перед заполнением осушителя или после увлажнения (не реже одного раза в десять дней) силикагель прокаливается в течение 2 ч при температуре 250 °С.
2.6. Флюс, применяемый для сварки, должен быть сухим и свободным от засорений окалиной, шлаком и прочими инородными включениями. Флюс должен храниться в упаковке поставщика по маркам в сухом отапливаемом помещении. Прокалка флюса должна осуществляться при температуре 380 °С (для флюса АН-22 - 550 °С) в течение 3 ч, с тщательным перемешиванием. После прокалки флюс должен храниться в сушильных шкафах при температуре 60-80 °С. Флюс следует подавать к рабочему месту в закрытой таре в количестве, необходимом для работы в течение смены.
2.7. В качестве металлохимической присадки следует применять стальную крупку, приготовленную из сварочной проволоки соответствующей марки диаметром 1,0-2,0 мм по ГОСТ 2246-70* и смешанную с фтористым натрием.
Высота цилиндра каждой стальной крупинки не должна превышать его диаметра. Химическая добавка - фтористый натрий - вводится в присадку в количестве 0,5 % от веса металлической фракции (крупки).
Срок хранения металлохимической присадки не должен превышать одного месяца после ее изготовления.
Таблица 2а
|
Марка стали |
Материалы для автоматической сварки под флюсом |
|||||||||||||
|
Стыковые соединения |
Тавровые, угловые и нахлесточные соединения |
|||||||||||||
|
на флюсовой подушке |
с металлохимической присадкой |
на флюсовой подушке |
с металлохимической присадкой |
|||||||||||
|
сварочная проволока |
флюс |
сварочная проволока |
флюс |
сварочная проволока для гранулята (диаметр, мм) |
химическая добавка |
сварочная проволока |
флюс |
сварочная проволока |
флюс |
сварочная проволока для гранулята (диаметр, мм) |
химическая добавка |
|||
|
С38/23 |
ВСт3сп5 |
Св-08ГА |
АН-348-A |
Св-08ГА |
|
Св-08Г2С |
NaF |
Св-08ГА |
АН-348-А |
Св-08ГА |
АН-60 |
Св-08ГА |
NaF |
|
|
ВСт3пс5 |
или |
АН-348-А |
(1,2-1,6) |
|
или |
|
(2,0) |
|
||||||
|
16Д |
ОСЦ-45 |
|
|
Св-08А** |
ОСЦ-45 |
АН-348-А*** |
|
|
||||||
|
|
|
Св-10Г2 |
АН-47 или АНК-30 |
|
|
|
|
|
АН-348-А или |
|
|
|
|
|
|
С46/33 |
15ХСНД |
Св-10НМА |
АН-22 |
Св-08ГА |
АН-348-А |
Св-10НМА |
NaF |
Св-08ГА |
|
Св-08ГА |
АН-60 |
Св-08ГА |
NaF |
|
|
|
|
Св-08ГА* |
АН-348-А* или ОСЦ-45* |
|
|
(2,0) |
|
Св-08А** |
ОСЦ-45 |
|
АН-348-А*** |
(2,0) |
|
|
|
|
10ХСНД |
Св-10Г2 |
АН-47 |
|
|
|
|
|
|
|
|
|
|
|
|
|
15ХСНД-40 |
Св-10НМА |
АН-22 |
Св-10Г2 |
АН-348-А |
Св-10НМА |
NaF |
Св-08ГА |
АН-348-А |
|
АН-60 |
Св-08ГА |
|
|
|
С52/10 |
|
Св-10Г2* |
АН-348-А* |
|
|
(2,0) |
|
Св-08А** |
или |
Св-08ГА |
|
(2,0) |
NaF |
|
|
|
15Г2АФДпс |
|
АНК-30 |
|
|
Св-10НМА |
|
|
ОСЦ-45 |
|
АН-348-А*** |
|
|
|
|
|
14Г2АФД |
Св-10НМА |
АН-22* |
Св-10Г2 |
АНК-30 |
(2,0) |
NaF |
|
|
|
|
|
|
|
_____________
* Эти материалы следует применять только для конструкций обычного исполнения
** При катетах менее 8 мм.
*** При катетах более 12 мм.
Таблица 2б
|
Класс сварки |
Марка стали |
Материалы для полуавтоматической сварки под флюсом |
Материалы для полуавтоматической сварки в среде углекислого газа |
Тип электрода для ручной сварки |
|||||||
|
Стыковые соединения |
Тавровые, угловые и нахлесточные соединения |
Стыковые соединения |
Тавровые, угловые и нахлесточные соединения |
Стыковые соединения |
Тавровые, угловые и нахлесточные соединения |
||||||
|
сварочная проволока |
флюс |
сварочная проволока |
флюс |
сварочная проволока сплошная |
сварочная проволока сплошная |
сварочная проволока сплошная |
сварочная проволока сплошная |
||||
|
|
ВСт3сп5 |
|
|
Св-08ГА |
|
|
ПП-АН4 |
|
ПП-АН4 |
Э42А |
|
|
С38/23 |
ВСт3пс5 |
Св-08ГА |
АН-348-АМ |
Св-08А** |
АН-348-АМ |
Св-08Г2С |
ПП-АН8 |
Св-08Г2С |
ПП-АН8 |
Э46А |
Э42А |
|
|
16Д |
|
|
|
|
|
ПП-АН9 |
|
ПП-АН9 |
|
|
|
|
|
Св-10Г2 |
АН-47 или АНК-30 |
Св-08ГА |
|
|
ПП-АН4 |
|
ПП-АН4 |
Э46А |
|
|
С46/33 |
15ХСНД |
Св-10НМА |
АН-22 |
Св-08А** |
АН-348-АМ |
Св-08Г2С |
ПП-АН8 |
Св-08Г2С |
ПП-АН8 |
Э50А |
Э42А |
|
|
|
Св-08ГА* |
АН-348-А* или ОСЦ-45 |
|
|
|
ПП-АН9 |
|
ПП-АН9 |
|
|
|
|
10ХСНД |
Св-10Г2 |
АН-47 |
|
|
|
|
|
|
|
|
|
|
15ХСНД-40 |
Св-10НМА |
АН-22 |
Св-08ГА |
|
|
|
|
|
|
Э42А |
|
С52/40 |
|
Св-10Г2* |
АН-348-АМ* |
Св-08А** |
АН-348-АМ |
Св-08Г2С |
ПП-АН9 |
Св-08Г2С |
ПП-АН9 |
Э50А |
Э46А |
|
|
15Г2АФДпс |
|
АНК-30 |
|
|
|
|
|
|
|
|
|
|
14Г2АФД |
Св-10НМА |
АН-22* |
|
|
|
|
|
|
|
|
____________
* Эти материалы следует применять только для конструкций обычного исполнения.
** При катетах менее 8 мм.
2.8. Электроды для ручной дуговой сварки должны соответствовать требованиям стандарта, храниться в упаковке поставщика по маркам в сухом отапливаемом помещении.
Прокалку электродов следует выполнять на режимах, указанных в паспортных данных.
Сразу после извлечения электродов из прокалочной печи их следует помещать для хранения в резервную печь, имеющую температуру 60-80 °С. Для сварки используют электроды только из резервной печи. Электроды, не использованные в течение 4 ч после извлечения из резервной печи, прокаливают вновь.
2.9. Электроды и флюс, подвергавшиеся воздействию влаги, использовать не допускается.
2.10. Выводные (технологические) планки следует изготавливать из стали той же марки, что и свариваемое изделие. При этом они должны являться продолжением свариваемого соединения и повторять его форму и размеры с тем, чтобы начало и конец сварных швов осуществлялись на выводных планках, а сварка швов изделия выполнялась бы на установившихся режимах.
2.11. Для воздушно-дуговой резки рекомендуется применять омедненные электроды диаметром 6-10 мм марки ВДК по ГОСТ 10720-75.
3. СВАРОЧНОЕ ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
3.1. В качестве источников питания следует использовать преобразователи (прил. 2) или выпрямители (прил. 3), соответствующие по своим характеристикам заданным параметрам режима сварки.
3.2. Сварочные аппараты для автоматической и полуавтоматической сварки (прил. 4) следует выбирать в соответствии с условиями и особенностями сварочных работ.
3.3. Комплектацию сварочных аппаратов источниками питания следует назначать согласно табл. 3.
3.4. При сварке в импульсном режиме следует использовать источники питания с возрастающей внешней характеристикой. Техническая характеристика генераторов импульсов приведена в табл. 4.
3.5. При автоматической сварке для направления движения сварочного автомата следует применять направляющие устройства рельсового типа или копирный ролик.
Таблица 3
|
Тип сварочных аппаратов |
Тип источников питания |
||
|
Автоматическая под флюсом |
ТС-17, ТС-35, АБС |
ПСМ-1000, ВКСМ-1000, |
|
|
Автоматическая двухдуговая под флюсом (двухшовная) |
Двухдуговые автоматы НИИ мостов на базе ТС-17 |
ВC-1000, ВДМ-1601 |
|
|
Полуавтоматическая под флюсом |
Унифицированные А-1035 A-1197 |
ПШ-5, ПШ-54 |
ПСО-500, BKC-500 |
|
Полуавтоматическая в углекислом газе |
А-537, А-765, А-920М, А-929 |
ПСГ-500, ВДГ-502, ПСУ-500, ВС-500, BC-600, ВДУ-504 |
|
|
Ручная электродуговая сварка |
|
ВСС-300, ВДУ-504, ВСУ-500, ПС-300, ПС-500, ПСУ-500 |
|
Таблица 4
|
Пределы регулирования амплитуды импульса тока, А |
Частота импульса, Гц |
Длительность импульса или пределы его регулирования, мс |
Номинальная потребляемая мощность, кВт |
Напряжение сети, В |
Габариты, мм |
Масса, кг |
|
|
ГИ-НДС-1 |
400-1200 |
50 100 |
- |
11,3 15,2 |
380 |
520´512´800 |
160 |
|
ГИ-НДС-2 |
400-1200 |
100 |
1-2,5 |
- |
380 |
564´483´700 |
100 |
|
ГИД-1 |
450-1200 |
50 100 |
1,8-3,5 |
42,2 |
380 |
610´620´805 |
200 |
3.6. Автоматическую сварку стыковых соединений необходимо выполнять на рабочих местах, оснащенных стендами с флюсовыми подушками и устройствами для уменьшения остаточных взаимных угловых деформаций свариваемых деталей.
Автоматическую сварку соединений двутавровых балок и Н-образных элементов следует выполнять в стационарных стендах и кантователях, обеспечивающих поворот и установку спариваемого изделия в удобное для сварки положение.
3.7. Пост для сварки в углекислом газе должен быть оснащен баллоном с углекислым газом, подогревателем, осушителем и ротаметром. Вместо ротаметра разрешается применять дроссельную шайбу с калиброванным отверстием, устанавливая расход газа по манометру редуктора низкого давления. При этом расход газа (в л/мин) определяют согласно табл. 5.
Таблица 5
|
Диаметр отверстий в шайбе, мм |
Расход газа, л/мин, при избыточном давлении, кгс/см2 |
|||||||||||||||||
|
0,3 |
0,4 |
0,6 |
0,8 |
1,0 |
1,1 |
1,3 |
1,4 |
1,5 |
1,7 |
1,8 |
1,9 |
2,1 |
2,2 |
2,3 |
2,5 |
2,7 |
||
|
1 |
0,6 |
3 |
- |
4 |
5 |
- |
6 |
- |
7 |
- |
- |
8 |
- |
- |
9 |
- |
10 |
- |
|
2 |
1,0 |
- |
8 |
9 |
10 |
11 |
12 |
13 |
- |
14 |
15 |
- |
16 |
17 |
- |
18 |
19 |
20 |
При расходе углекислого газа, превышающем 20 л/мин, питание установки газом следует осуществлять от двух параллельно соединенных баллонов.
Для подачи газа к горелке следует применять резиновые шланги (тип II по ГОСТ 5496-78), а для снижения давления углекислого газа - понижающие редукторы (ГОСТ 6268-78) с манометрами высокого и низкого давления.
При количестве сварочных постов более 5 питание их углекислым газом рекомендуется осуществлять централизованно по газопроводу от углекислой рампы или от станции газификации жидкой углекислоты, получаемой в изотермических цистернах.
При сварке порошковой проволокой диаметром 2,0-2,2 мм можно использовать оборудование, применяемое для сварки проволокой сплошного сечения. При использовании порошковой проволоки диаметром 2,5-3,0 мм полуавтоматы должны быть укомплектованы держателями типа А-1231, А-792М. Оптимальные внутренние диаметры направляющих каналов держателей приведены в табл. 6.
Таблица 6
|
Диаметр внутреннего направляющего канала, мм |
|
|
2,0 |
3,2 |
|
2,5 |
3,8 |
|
3,0 |
4,7 |
Таблица 7
|
Тип держателя (горелки) |
|
|
Унифицированный*: |
А-921М; А-1231; А-792М; А-836Р |
|
А-1035 |
A-921M; А-1231 |
|
А-1197 |
А-921М; А-1231 |
|
Для сварки в среде углекислого газа |
|
|
А-537 |
А-921М; А-1231; |
|
А-765 |
А-921М; А-1231; А-792М; А-793М; А-836Р |
|
А-920М |
А-921М; А-855Р |
|
А-920 |
ДШГ-2 |
|
Для сварки под флюсом |
|
|
ПШ-5 |
ДШ-30 (А-685) |
|
ПШ-51 |
ДШ-54 (А-390) |
____________
* Полуавтоматы относятся к типу ПП-5; они комплектуются держателями (горелками) в зависимости от диаметра проволоки и вида защиты дуги:
ПП-5-Г1; ПП-5-Г2 - для сварки в среде защитного газа проволокой диаметром 1,0-2,0 мм;
ПП-5-ОФ1; ПП-5-ОФ2 - для сварки под флюсом проволокой диаметром 1,6-2,0 мм.
Для проволоки диаметром 2,3-3,5 мм указанные в примечании держатели поставляются по специальному заказу.
3.8. Для приготовления рубленой сварочной проволоки (крупки) следует применять станки конструкции ИЭС им. Е.О. Патона типа Об-908 (производительность 10 кг/ч), Об-1133 (производительность 300 кг/ч) или другие типы станков по усмотрению завода.
3.9. Смешивание рубленой проволоки (крупки) с химической добавкой следует выполнять в смесителе, который применяется для смешивания компонентов обмазки электродов.
3.10. Засыпка металлохимических присадок в зону наложения шва производится перед сваркой с помощью специальных совков, ручных бункеров или дозаторов конструкции ИЭС им. Е.О. Патона.
3.11. Наиболее распространенные держатели для полуавтоматической сварки приведены в табл. 7.
3.12. Для ручной электродуговой сварки следует применять электрододержатели (ГОСТ 14651-78), характеристика которых приведена в табл. 8.
Таблица 8
|
Марка электрододержателя |
|||||
|
ЭП-2 |
ЭД-300-1 |
ЭД-300-2 |
ЭД-500-2 |
ЭУ-300 |
|
|
Допустимый сварочный ток, А |
250 |
300 |
300 |
500 |
315 |
|
Диаметр металлического стержня электрода, мм |
до 5 |
2-6 |
2-6 |
4-10 |
3-6 |
|
Сечение сварочного кабеля, подсоединенного к держателю, мм2 |
50 |
50 |
50 |
70 |
50 |
|
Масса, кг |
0,43 |
0,48 |
0,35 |
0,57 |
0,4 |
3.13. Для подключения источников питания и сварочных аппаратов необходимо применять кабели марок КРПТ, КРПТН (ГОСТ 13497-68*) ПРГД и ПРГДО (ГОСТ 6731-77Е). Номинальные наружные диаметры кабелей приведены в табл. 9.
3.14. Сечение сварочного кабеля следует подбирать в зависимости от сварочного тока и длины кабеля. Для наиболее распространенных при сварке токов и длины кабеля не более 30 м площади сечений сварочных кабелей приведены в табл. 10.
Обратный провод в стационарных условиях следует проводить шинами.
Таблица 9
|
Номинальные наружные диаметры кабелей, мм |
||||||||
|
Марки КРПТ, КРПТН |
Марка ПРГД |
Марка ПРГДО |
||||||
|
одна основная жила |
две основные жилы |
две основные жилы и жила заземления |
три основные жилы |
три основные жилы и жила заземления |
без жил управления |
с жилами управления |
||
|
25 |
15,5 |
30,0 |
30,0 |
31,6 |
32,4 |
13,4 |
12,0 |
15,3 |
|
35 |
16,8 |
32,6 |
32,6 |
34,6 |
35,3 |
16,2 |
13,7 |
16,0 |
|
50 |
20,0 |
37,0 |
40,1 |
41,2 |
41,2 |
17,8 |
15,7 |
18,5 |
|
70 |
23,8 |
43,6 |
43,6 |
46,1 |
47,5 |
20,3 |
17,9 |
20,2 |
|
95 |
25,6 |
47,2 |
47,2 |
50,1 |
51,5 |
23,5 |
19,8 |
22,9 |
|
120 |
30,2 |
52,4 |
52,4 |
55,6 |
57,3 |
25,7 |
22,3 |
24,0 |
|
150 |
- |
- |
- |
- |
- |
28,3 |
25,8 |
26,6 |
Таблица 10
|
240 |
300 |
400 |
600 |
800 |
1000 |
|
|
Площадь сечения кабеля, мм2 |
35 |
50 |
70 |
95 |
120 |
150 |
При использовании медных, алюминиевых или стальных шин расчет сечения производится по допускаемой плотности тока в А/см2, равном для меди 150-200, алюминия - 80-120, стали 15-60.
3.15. Для разъемного соединения сварочных проводов между собой применяют соединительные муфты МС-2, МСБ-2, а для неразъемного соединители ССП-2 и муфты соединительные М-315 и М500.
Сварочный кабель к источнику питания присоединяют с помощью муфты МС-3.
Для присоединения сварочного провода к заземляемому элементу применяется клемма заземления КЗ-2 или струбцина, обеспечивающая хороший контакт.
3.16. Для сварщика рекомендуются наборы инструмента типов ЭНИ-300 и ЭНИ-300/1, содержащие: электрододержатель и запасные части к нему; соединительную муфту; клемму заземления; щетку-зубило (комбинированную); отвертку с диэлектрической ручкой; ручку диэлектрическую-2 шт.; плоскогубцы комбинированные (ГОСТ 5547-75); ключ гаечный разводной (ГОСТ 7275-75); клеймо сварщика (по заказу); молоток (ГОСТ 2310-70); светофильтры защитные (ГОСТ 9497-60*) типа Э-2 и Э-3 по 1 шт.; стекло покровное для щитка (маски) сварщика (ГОСТ 111-78); кабель марки ПРГЛ (3 м).
Габариты металлического ящика 415´290´80 мм; масса набора с ящиком 7-8 кг.
3.17. Для предварительного и сопутствующего подогрева металла при сварке рекомендуется применять пропан-бутано-кислородные горелки типа ГЗУ-2-62-II, пропано-воздушные типа ГВ-1 и ГВПН-1 и ацетилено-кислородные типа ГС-3 и ГАО-2-72, технические характеристики которых приведены и табл. 11.
Таблица 11
|
Расход, л/с |
Давление, кгс/см2 |
||||
|
кислорода |
ацетилена |
пропан-бутана |
кислорода |
горючего газа |
|
|
ГВПН-1, ГВ-1 |
- |
- |
0,28-0,33 |
- |
1-1,5 |
|
ГАО-2-72 |
0,61 |
0,56 |
- |
4 |
более 0,1 |
|
ГС-3 |
0,015-0,87 |
0,01-0,78 |
- |
1-4 |
более 0,1 |
|
ГЗУ-2-62-II |
0,375-1,611 |
- |
0,11-0,47 |
2-4 |
более 0,01 |
Разрешается применять другие типы нагревательных приборов и элементов, обеспечивающих заданные параметры режима подогрева свариваемых деталей.
3.18. Вырезку корня сварного шва и удаление отдельных дефектных участков рекомендуется производить резаком для воздушно-дуговой резки РВД-1; его характеристики: расход воздуха 6 л/с; наибольший рабочий ток при ПВ - 60 % - 500 А; габариты 285´130´30 мм; масса 0,7 кг, с кабель-рукавом - 3,9 кг.
3.19. Для зачистки поверхности металла под сварку, вырезки и зачистки корня шва, удаления дефектных участков сварного шва следует применять механизированный инструмент.
Технические характеристики пневматических и электрических шлифовальных машин и рекомендуемый инструмент приведены в Приложениях 1-4 ВСН 188-78.
3.20. Установленное сварочное оборудование должно иметь приборы для контроля режимов сварки. Кроме этого, в цехе, на участке мастера и в бригаде, у работников ОТК должны быть контрольные приборы для выборочной проверки режимов сварки.
Все контрольно-измерительные приборы должны быть проверены и приняты госповерителем.
Рекомендуемые марки приборов:
амперметры: М4200, М4202;
вольтметры: М4200, М4203, М358, Э-421.
3.21. Контроль температуры предварительного подогрева свариваемых деталей следует осуществлять контактными термометрами: TПP-14 (0-500 °С), ТПТ-15 (50-300 °С) ЭТП-3М (0-300 °С) или термоиндикаторами, характеристики которых приведены в табл. 12.
Таблица 12
|
Критическая температура Ткр×°С |
Цвета |
||
|
до воздействия Ткр |
после поз действия Ткр |
||
|
Краски |
|||
|
50 |
110 |
светло-розовый |
светло-фиолетовый |
|
4 |
120 |
светло-зеленый |
фиолетовый |
|
19 |
150 |
светло-бирюзовый |
коричневый |
|
29 |
180 |
светло-розовый |
светло-коричневый |
|
6 |
180 |
светло-зеленый |
черный |
|
200 |
200 |
зеленый |
бежевый |
|
Карандаши |
|||
|
110 |
130 |
желтый |
оранжевый |
|
210 |
210 |
бирюзовый |
белый |
4. ВЫБОР ПАРАМЕТРОВ РАЗДЕЛКИ КРОМОК
4.1. Параметры разделки кромок соединений следует назначать на основании ГОСТ 5264-69, ГОСТ 8713-70, ГОСТ 14771-76, ГОСТ 11533-75, ГОСТ 11534-75 и настоящей инструкции, регламентирующих номинальные значения угла разделки кромок, величины притупления и зазора, а также пределы отклонений перечисленных параметров. На рис. 1 приведены допускаемые отклонения от теоретического положения плоскости реза, угла скоса кромок и величины притупления, получаемых при обработке кромок.
Рис. 1. Допускаемые отклонения при подготовке кромок под сварку:
а - без разделки; б - с разделкой при сварке под флюсом; в - с разделкой при сварке в углекислом газе
4.2. Разделку кромок в соединениях предусматривают для обеспечения полного провара металла толщиной:
свыше 6 мм - для ручной электродуговой сварки стыковых соединений;
свыше 4 мм - для ручной электродуговой сварки угловых и тавровых соединений;
свыше 16 мм - для автоматической сварки стыковых соединений;
свыше 8 мм - для полуавтоматической сварки стыковых соединений;
свыше 8 мм - для автоматической и полуавтоматической сварки угловых и тавровых соединений.
Разделку кромок не предусматривают в стыковых соединениях металла толщиной 20-32 мм, свариваемых автоматом под флюсом с металлохимической присадкой.
4.3. Рекомендуемые величины притуплений, углов скоса кромок и зазоров приведены в разделах 5 и 6 применительно к конкретным типам соединений и режимам сварки.
4.4. Обработку кромок деталей под сварку следует выполнять механическим способом (строганием, фрезерованием) или машинной кислородной резкой. Разрешается обработка кромок ручной кислородной резкой по копирам с последующей механической зачисткой поверхности кромок.
Допускаемые неровности при всех способах обработки кромок не должны превышать 0,5 мм.
5. СБОРКА
5.1. Перед сборкой необходимо проверить размеры деталей, наличие номера плавки на деталях и соблюдение допускаемых отклонений по форме и геометрическим размерам.
В тех случаях, когда номер плавки закрывается сопряжением с другими деталями, при сборке надлежит перенести номер планки на наружную поверхность деталей и заверить его подлинность клеймом работника ОТК. Для обеспечения требуемого качества сварных соединений необходимо тщательно выполнение операции сборки под сварку. Собранные детали должны соединяться прихватками. При соблюдении требований по точности и плотности сборки и надежном закреплении деталей в кондукторах не рекомендуется ставить прихватки в местах расположения швов, свариваемых в тех же кондукторах.
5.2. Технологический процесс сборки конструкций должен предусматривать максимальную механизацию сборочных, сверловочных, подъемно-транспортных и других операций. При необходимости установки конструкций в вертикальное или наклонное положение надлежит предусматривать специальные устройства для их закрепления и удержания в данном положении.
Технологическая оснастка сборочных участков должна обеспечивать получение элементов необходимой формы и размеров, а также требуемую плотность прилегания деталей друг к другу.
Допускается производить сборку стальных конструкций мостов на рабочих местах, оснащенных передвижными сборочными стеллажами (козелками) или сборочными плитами.
Загрязнения должны быть удалены перед сборкой. Способы удаления загрязнений выбираются заводом-изготовителем. Места и размеры зон очистки следует назначать в соответствии с рис. 2.
Рис. 2. Схема зачистки кромок и поверхности металла сварных соединений:
а - стыковых; б - тавровых; в - угловых; г - нахлесточных; 1 - зона
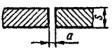
Рис. 3. Схема сборки стыковых соединений с перпендикулярно обработанными кромками:
а и б - неправильно; в - правильно; 1 - первая стропа сварки; С - оптимальная величина зазора для металла толщиной s, мм
При сборке под сварку элементов из металла, подвергнутого дробеметной очистке на поточных линиях, указанную зачистку кромок и поверхностей допускается не производить; при этом должны быть выполнены требования о недопустимости вышеперечисленных загрязнений.
При наличии консервирующих грунтовок, при применении которых металл шва и сварное соединение по своим свойствам будут отвечать требованиям главы СНиП по производству и приемке металлических конструкций, а концентрация выделяющихся вредных газов и аэрозолей при сварке не будет превышать пределов, установленных санитарными нормами (СН 245-71), также допускается сварка без предварительной зачистки кромок и поверхностей (при отсутствии на них загрязнений).
5.4. При сборке стыковых соединений с перпендикулярно обработанными (в пределах допуска) кромками детали следует размещать так (рис. 3), чтобы зазор в корне шва соответствовал оптимальным значениям для данной толщины стали, а плоскость симметрии была вертикальна.
В стыковых соединениях для автоматической сварки под флюсом с металлохимической присадкой величину зазора С следует принимать 5, 6 и 7 мм соответственно толщинам металла 20, 25 и 32 мм; при этом отклонения величин зазоров от указанных не должны превышать ± 1 мм.
В угловых и тавровых соединениях, собранных под автоматическую и полуавтоматическую сварку, горизонтальные зазоры необходимо выдерживать в пределах 0-2 мм, а вертикальные - в пределах 0-1 мм.
В тех случаях, когда при сборке деталей величины зазоров в соединении превосходят указанные выше, принимают меры по их устранению (правка деталей, зачистка и подгонка кромок и др.).
Все местные уступы и сосредоточенные неровности, имеющиеся на деталях и препятствующие правильной сборке элементов, надлежит устранять зачисткой с помощью шлифовального круга.
Допускается дополнительная подварка полуавтоматом (а при длине участка до 100 мм - вручную) местных увеличенных зазоров, не превосходящих 3 мм, на длине не более 500 мм с соответствующим увеличением катета углового шва.
Рис. 4. Уступ кромок D:
а - из плоскости соединения (депланация); б - в плоскости соединения
5.5. При сборке стыковых соединений необходимо обеспечивать совпадение притуплений стыкуемых кромок по высоте. Депланация D (рис. 4, а) стыкуемых кромок из плоскости соединения не должна превышать 0,1 толщины стыкуемых листов, но не более 2 мм.
Уступ кромок D в плоскости соединения (рис. 4, б) для полок и других свободных по ширине листов должен быть не более 3 мм для листов шириной до 400 мм и не более 4 мм для листов шириной более 400 мм. Уступ кромок в соединениях, входящих в замкнутый контур, например, в стыках стенок элементов двутаврового и коробчатого сечений, - не более 1 мм при обязательном соблюдении требований пункта 5.4.
5.6. Закрепление деталей при сборке элементов под сварку в заданном положении осуществляется с помощью прижимных устройств или с помощью прихваток. Размеры прихваток должны соблюдаться следующие:
а) для стыковых соединений: толщина - 3-4 мм; ширина - 6-8 мм; длина - 50-80 мм;
б) для угловых, тавровых и нахлесточных соединений: катет - не более 50 % катета углового шва, но не более 4 мм, длина - 50-80 мм.
Расстояние между прихватками - 300-500 мм.
При большой длине стыкового соединения, во избежание разрушения прихваток при сварке шва, их следует ставить чаше на участке стыка, где заканчивается сварка. Крайние прихватки следует располагать на расстоянии не менее 200 мм от концов деталей.
Большая длина прихваток должна применяться для большей толщины металла соединяемых деталей.
Рис. 5. Схема постановки прихваток при сварке с применением металлохимической присадки:
1 - первый шов; 2 - ручная прихватка; 3 - металлохимическая присадка; 4 - сборочный стеллаж
Прихватки в стыковых соединениях, свариваемых с применением металлохимической присадки, следует ставить со стороны первого шва. В местах прихваток до их постановки зазор следует заполнять металлохимической присадкой на половину толщины металла (рис. 5).
Требования к качеству металла прихваток такие же, как и к металлу основных швов; постановка прихваток должна производиться сварщиком или сборщиком-прихватчиком, допущенным к выполнению этих работ. Постановка прихваток производится полуавтоматической сваркой в среде СО2 и под флюсом, а также вручную.
Электроды для прихваток должны применяться в соответствии с указаниями табл. 13.
Таблица 13
|
Марка стали |
Тип электрода |
||
|
для стыковых соединений |
для тавровых, угловых и нахлесточных соединений |
||
|
|
ВСт3сп5 |
|
|
|
С38/23 |
ВСт3пс5 |
Э42А |
Э42А |
|
|
16Д |
|
|
|
С46/33 |
15ХСНД |
Э46А |
Э42А |
|
|
10ХСНД |
|
|
|
С52/40 |
15ХСНД-40 |
Э50А |
Э42А |
|
|
14Г2АФД |
|
|
|
|
15Г2АФДпс |
|
|
Прихватки после постановки должны быть очищены от шлака, брызг и проконтролированы внешним осмотром. Сборочные прихватки должны быть без трещин, наплывов, подрезов, пор, несплавлений и иметь однородную мелкочешуйчатую поверхность.
5.7. Сборку стыковых соединений под сварку при длине сварного шва до 2,5 м следует производить на стационарных стендах или поточных линиях, оснащенных устройствами для закрепления положения листов и флюсовыми подушками с поджатием флюса; в этом случае допускается прихватки не ставить.
При длине сварного штыкового шва свыше 2,5 м допускается применение флюсовых подкладок из швеллеров, заполненных флюсом. При этом, в целях исключения отделения листов от флюсовой подкладки в результате деформирования металла в процессе сварки, рекомендуется предусматривать механическое устройство для поджатия швеллера. Флюс перед сборкой листов насыпается в швеллер с избытком и плотно трамбуется; после укладки листов, выверки их положения, постановки прихваток и поджатия швеллера подкладки к листу производится дополнительная подбивка флюса тонкой стальной лопаточкой через зазор между листами.
На участках стыкового соединения, где зазор между кромками листов получился менее 1 мм, производится подбивка мелким флюсом, полученным просеиванием или измельчением флюса нормальной грануляции.
5.8. При сборке соединений под автоматическую и полуавтоматическую сварку по концам их прикрепляются выводные планки.
Ширина разъемных выводных планок - не менее 50 мм, сплошных - не менее 100 мм; длина всех выводных планок - 80-150 мм. В стыковых соединениях без разделки кромок, свариваемых двусторонним автоматным швом, выводные планки могут быть сплошными.
При сборке стыковых соединений под автоматическую сварку с металлохимической присадкой применяются сборные (рис 6, а) и цельные (рис. 6, б) выводные планки; приварку их к деталям следует производить по одной верхней горизонтальной плоскости и двум вертикальным кромкам.
Выводные планки необходимо устанавливать в одной плоскости со свариваемыми деталями и вплотную к их кромкам.
Допускается наложение швов, прикрепляющих выводные планки, вне контура разделки кромок с обязательной зачисткой их после удаления планок.
Допуски на точность установки выводных планок такие же, как и при сборке самих деталей под сварку.
5.9. При разметке отверстий и установке ребер жесткости, фасонок и т.п. в случае, когда после этих операций производится сварка, необходимо учитывать величину усадки от сварки.
Для уменьшения остаточных сварочных деформаций, в соответствии с принятой технологией, при сборке следует задавать предварительные деформации обратного знака.
5.10. Сборку и приварку перекрещивающихся между собой ребер жесткости следует производить в такой последовательности:
установка и приварка к листу ребер жесткости, не прерывающихся в местах пересечения;
установка перекрестных ребер жесткости;
приварка ребер жесткости друг к другу в местах пересечения;
приварка к листу перекрестных ребер жесткости.
5.11. Допускается постановка временных сборочных приспособлений на неперевариваемых в дальнейшем прихватках в местах, согласованных с организацией, разработавшей чертежи КМ. После удаления указанных приспособлений производится тщательная зачистка мест постановки прихваток на глубину не менее 0,5 мм.
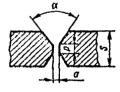
Рис. 6. Схема выводных планок для сварки с металлохимической присадкой:
а - сборная выводная планка; б - цельная выводная планка; 1 - сварной шов; С - зазор назначается в зависимости от толщины металла
5.12. Элементы, собранные под сварку и не сваренные после этого в течение 24 часов, должны быть повторно предъявлены ОТК и в необходимых случаях подвергнуты дополнительной очистке от ржавчины и загрязнений. Запрещается производить зачистку собранных под сварку стыковых соединений непосредственно над флюсовой подушкой, а также при положении элемента, когда все загрязнения могут попадать в зазоры.
5.13. Элементы, собранные под сварку с незачищенными кромками и зонами в местах наложения сварных швов (см. п. 5.3), подлежат обязательной разборке.
5.14. В процессе сборки ОТК осуществляет пооперационный контроль за соблюдением проектных размеров и форм деталей элементов, параметров разделки кромок, величин зазоров, зачистки поверхностей и последовательностью выполнения операций, предусмотренной технологическим процессом.
5.15. При кантовке и транспортировке деталей и элементов должны быть приняты меры, исключающие возможность их общего и местного остаточного деформирования, а также значительного обмятия поверхности.
Не допускается перенос и кантовка кранами тяжелых, крупногабаритных элементов, собранных только на прихватках, без применения специальных, обеспечивающих неизменяемость их форм, приспособлений.
5.16. Технологические строповочные элементы, которые используются при сборке, должны систематически подвергаться проверке, согласно правилам Госгортехнадзора. При необходимости их приварки размеры и сечения швов должны назначаться отделом главного конструктора, а качество сварки - проверяться ОТК.
6. СВАРКА
6.1. Общие требования
6.1.1. Сварку конструкций следует производить согласно утвержденному технологическому процессу, устанавливающему последовательность сборочно-сварочных работ, применяемую оснастку и инструмент, оборудование, сварочные материалы, виды и режимы сварки, порядок наложения швов и контроль качества выполнения операций по сборке и сварке.
6.1.2. Технологический процесс сварки должен предусматривать преимущественное применение механизированных способов производства работ с обеспечением:
заданных проектом размеров и форм элементов;
механических свойств сварных соединений на уровне требований главы СНиП по проектированию мостов и труб и настоящей инструкции;
минимальных остаточных деформаций и напряжений в элементах, узлах и конструкциях.
6.1.3. При автоматической сварке постоянным током под флюсом стыковых соединении с Х-образной подготовкой связь параметров разделки кромок и режимов сварки определяется нижеприведенными зависимостями, в которых приняты следующие условные обозначения:
Н - глубина провара, мм;
В - ширина провара, мм;
![]() - коэффициент формы провара;
- коэффициент формы провара;
h - глубина проплавления верхних кромок разделки, мм;
а - величина зазора в стыке, мм;
р - величина притупления, мм;
z - глубина проплавления притупления, мм;
D - величина перекрытия слоев шва, мм;
a - угол раскрытия кромок, мм;
q - величина усиления шва, мм;
![]() - коэффициент формы усиления;
- коэффициент формы усиления;
ан - коэффициент наплавки, г/А×ч;
g - плотность наплавленного металла, г/см3;
Fн - площадь сечения слоя наплавленного металла, мм2;
Fэл - площадь поперечного сечения электрода, мм2;
С - площадь ослабления шва, заключенная между линией, соединяющей крайние точки расплавления кромок и линией, ограничивающей поверхность шва, мм2;
х - глубина ослабления, мм;
![]() - половина ширины проплавления
без зазора, мм;
- половина ширины проплавления
без зазора, мм;
Vэл - скорость подачи электродной проволоки, см/с;
Vсв - скорость сварки, см/с;
Iсв - сварочный ток, А;
Uд - напряжение на дуге, В.
Геометрические параметры подготовки кромок и поперечного сечения шва показаны на рис. 7.
С целью предотвращения образования кристаллизационных трещин рекомендуется обеспечивать получение коэффициентов формы провара
y = 1,2¸1,3.
При многослойной сварке с разделкой кромок, если выдерживается условие z £ p, может быть допущен y = 1.
Для предотвращения непроваров в стыке при двусторонней сварке необходимо соблюдение условия
![]() .
.
Рис. 7. Геометрические параметры подготовки кромок и поперечного сечения шва
Из рис. 7 следует, что ширина провара
В = 2в + а или ![]() ,
,
тогда
![]() .
.
Площадь сечения слоя наплавленного металла определяется выражениями
![]() или
или ![]() .
.
Согласно рис. 7
Fн = вh + aH - с.
Значение с можно определить как площадь полуэллипса с большой осью, направленной поперек шва, т.е.
 ,
,
тогда
 .
.
Глубину проплавления притупления можно определить по эмпирической формуле
![]() .
.
В известном выражении глубины провара
Н = кIсв
коэффициент к может быть принят равным 0,02, если придерживаться рекомендуемого соотношения величины сварочного тока и напряжения на дуге в пределах
Uд = (0,043¸0,05)Iсв.
6.1.4. Отступления от параметров режима сварки и разделки кромок, рекомендуемых настоящей инструкцией, при прочих равных условиях, приводят к следующим отклонениям и дефектам в сварных соединениях:
повышение сварочного тока увеличивает глубину провара основного металла, что приводит к получению узких швов, в которых ухудшаются условия кристаллизации расплавленного металла и облегчается возможность образования кристаллизационных трещин, затрудняется удаление газов из металла шва, вследствие чего увеличивается вероятность возникновения в нем пор и шлаковых включений;
снижение сварочного тока уменьшает глубину провара и способствует образованию непроваров в соединениях;
повышение напряжения на дуге увеличивает ширину сварочной ванны, что может приводить к образованию подрезов основного металла на границах со швом, а также - вследствие усиленного блуждания дуги - способствовать уменьшению глубины провара и увеличению вероятности получения непроваров в соединении;
снижение напряжения на дуге уменьшает ширину сварочной ванны и ухудшает форму провара, что увеличивает склонность швов к образованию кристаллизационных трещин;
увеличение скорости сварки уменьшает ширину сварочной ванны, ухудшает форму провара и повышает возможность образования кристаллизационных трещин. Кроме того, вследствие сокращения времени кристаллизации металла шва, затрудняется выход из него газов и полное освобождение от окислов, что увеличивает вероятность образования пор и шлаковых включений;
уменьшение скорости сварки приводит к наплыву расплавленного металла на кромки разделки, что способствует уменьшению глубины провара и образованию непроваров в соединениях;
увеличение притупления, уменьшение угла разделки кромок и зазора в стыке способствует образованию непроваров в соединениях;
уменьшение притупления, увеличение угла разделки кромок и зазора в стыке могут привести к чрезмерной глубине провара, что создает неблагоприятные условия кристаллизации шва, способствует образованию горячих трещин.
6.1.5. Сварка конструкций должна производиться после приемки ОТК операций сборки деталей элементов и узлов.
6.1.6. Автоматическую и полуавтоматическую сварку под флюсом следует выполнять постоянным током обратной полярности (минус на изделии).
6.1.7. Перед сваркой соединение, особенно в местах наложения швов, должно быть очищено от шлака на сборочных прихватках, пыли и других загрязнений. При наличии в соединении пересекаемого штыкового шва, заваренного первым, усиление его (в месте пересечения) должно быть удалено до получения заданной формы разделки кромок.
6.1.8. При сварке многопроходных швов каждый последующий слой должен накладываться лишь после тщательной очистки от шлака предыдущего слоя.
При обрыве дуги в процессе наложения шва кратер и прилегающий к нему участок шва длиной 50 мм должен быть очищен от шлака. Дугу следует зажигать на металле заваренного шва в 30-50 мм от кратера.
Зажигать дугу на основном металле и выводить на него кратер (за границами шва) запрещается.
По окончании сварки необходимо очистить металл шва и прилегающие к нему участки от шлака и брызг, осмотреть шов и проставить клеймо в начале и в конце шва на расстоянии 100 мм от шва и кромки металла. При длине шва менее 1 м клеймо сварщика ставится один раз.
Рис. 8. Направление оси электрода при сварке таврового соединения в нижнем угловом положении:
а - при вертикальном зазоре; б - при горизонтальном зазоре
6.1.9. Направление оси электродной проволоки при автоматической сварке элементов конструкций (если нет специальных указаний в технологической документации) должно быть следующим:
а) по продольной оси симметрии зазора стыкового соединения; если имеется разделка кромок, то такое направление относится лишь к сварке первых двух слоев с каждой стороны соединения. Последующее заполнение разделки кромок следует производить со смещением электродной проволоки на одну и другую сторону с периодическим наложением слоев по центру;
б) по продольной оси зазора таврового соединения, если сварка производится в нижнем положении в лодочку;
в) со смещением на 1-2 мм от вершины угла при сварке в нижнем угловом положении (рис. 8).
6.1.10. Режимы сварки соединений должны назначаться с учетом класса прочности и марки стали, толщины металла и параметров разделки кромок. При этом должны соблюдаться следующие условия:
а) скорость охлаждения w металла шва и зоны термического влияния (З.Т.В.) в субкритическом интервале температур, рассчитываемую по методике, приведенной в приложении 5, рекомендуется выдерживать при сварке в следующих пределах:
для низколегированной стали класса С46/33 - w = 8¸15 °С/с;
для низколегированной стали класса С52/40 -w = 15¸25 °С/с;
для углеродистых сталей класса С38/23 скорость охлаждения металла шва и З.Т.В. - не регламентируется;
при многопроходной сварке низколегированных сталей скорость охлаждения может быть увеличена до 125 % от рекомендуемой, но не более чем до 40 °С/с;
при однопроходной двусторонней сварке стыковых соединений без скоса кромок из низколегированной стали толщиной 8-16 мм скорость охлаждения может быть уменьшена до 4,5 °С/с при условии, что шов со второй стороны накладывается после полного охлаждения металла от нагрева при сварке первой стороны.
Для удобства пользования в табл. 14 приведены значения погонной энергии (qп) при сварке стыковых соединений, соответствующие рекомендуемым скоростям охлаждения.
б) коэффициент формы провара y не менее 1,2;
Таблица 14
|
Толщина деталей s, мм |
Погонная энергия qп кал/см |
|||
|
при скорости охлаждения w металла шва и зоны термического влияния, °С/с |
||||
|
4,5 |
8 |
16 |
25 |
|
|
сварка без разделки кромок |
сварка с разделкой кромок |
|||
|
10 |
4300 |
- |
- |
- |
|
12 |
5200 |
- |
- |
- |
|
14 |
6175 |
- |
- |
- |
|
16 |
7300 |
6500 |
5200 |
4200 |
|
18 |
- |
7600 |
5900 |
4600 |
|
20 |
- |
8700 |
6700 |
4900 |
|
24 |
- |
10800 |
7700 |
5300 |
|
26 |
- |
11800 |
6600 |
5420 |
|
30 |
- |
13800 |
8800 |
5540 |
|
32 |
- |
14500 |
8900 |
5600 |
|
36 |
- |
15300 |
9000 |
5600 |
|
40 |
- |
16100 |
9100 |
5600 |
|
50 |
- |
16900 |
9200 |
5600 |
в) глубина проплавления притупления при наложении первого шва в стыковом соединении не должна превышать величины притупления, т.е.
z £ p;
при этом обязательно условие
![]() ,
,
т.е.
![]() .
.
6.1.11. При выборе режимов сварки можно пользоваться графиками, приведенными на рис. 9.

Рис. 9. График зависимости глубины проплавления Н от величины сварочного тока I и диаметра электрода d (мм)
6.1.12. При непрерывной сварке многослойных швов, для обеспечения требуемых свойств по линии сплавления и получения плавного сопряжения наружной поверхности шва с основным металлом, последние слои следует накладывать на измененном режиме с уменьшением сварочного тока на 10-15 % и их взаимным перекрытием на 1/3 ширины шва при соблюдении требований п. 6.1.9, а.
6.1.13. При сварке стыковых соединений сталей класса С52/40 толщиной более 16 мм необходимо производить предварительный подогрев кромок и прилегающих к кромкам участков основного металла шириной по 40 мм до температуры 120-150 °С.
При сварке тавровых и угловых соединений из деталей толщиной 20 мм и выше также следует производить предварительный подогрев металла свариваемых кромок до температуры 120-150 °С.
Подогрев производится перед наложением первого слоя на каждой из сторон стыкуемых деталей и, кроме того, после каждого длительного перерыва процесса сварки, сопровождающегося снижением температуры кромок ниже 100 °С.
Предварительный подогрев стали при сварке стыковых соединений осуществляется пропан-бутано-кислородным, пропано-воздушным или ацетилено-кислородным пламенем с использованием горелок, характеристики которых приведены в табл. 11. Горелку следует перемещать впереди сварочного автомата с заданной скоростью сварки. Допускается применение и других способов, обеспечивающих предварительный подогрев металла до требуемой температуры.
Требуемая эффективная мощность источника нагрева зависит от типа соединения подогреваемых кромок, приведенной толщины металла (табл. 15) и определяется для пропан-бутано-кислородных горелок типа ГЗУ-2-62-II по графику рис. 10, а, составленному с учетом следующих условий: ширина прилегающей к кромке нагреваемой зоны равна 4 см; усредненная температура подогрева на этой ширине равна 120 °С; скорость поступательного движения горелки вдоль свариваемых кромок равна скорости сварки V = 25 м/ч; расстояние l между подогревающей горелкой и сварочной дугой равно 80 см.
При увеличении l до 120 см требуемое qэ определяется по рис. 10, б.
Таблица 15
|
Толщина подогреваемого металла, мм |
Приведенная толщина sпр, км |
||
|
s |
s1 |
||
|
|
16 |
16 |
16 |
|
|
20 |
20 |
15 |
|
30 |
30 |
21 |
|
|
40 |
40 |
26 |
|
|
|
20-40 |
10-20 |
0,9s + 0,5s1 |
|
|
10-16 |
12-40 |
|
|
|
10-16 |
12-40 |
|
Для ацетилено-кислородных горелок допускается
определять требуемую qэ по рис. 10, при
этом значение qэ, полученное по графику, снижается на 10 %. Если
скорость сварки Vcв отличается от принятой V = 25 м/час, то требуемую эффективную мощность q¢э можно определять по qэ из рис. 10 с
использованием формулы ![]() .
.
Определение действительной эффективной мощности пламени горелки следует осуществлять в соответствии с приложением 8 «Указаний по методам плавки элементов сварных мостовых конструкций», М., ЦНИИС, 1973.
Рис. 10. Зависимость эффективной мощности qэ нагревателя от приведенной толщины металла Sпp и температуры воздуха Тв:
а - при расстоянии между подогревающей горелкой и сварочной дугой l = 800 мм; б - при l = 1200 мм
6.1.14. При использовании в конструкциях других марок сталей, соответствующих по классу прочности мостовым сталям, сварку соединений допускается производить на приведенных в настоящей инструкции режимах лишь после обязательной проверки на контрольных образцах показателей механических свойств в соответствии с ГОСТ 6996-66, ГОСТ 9454-78 и главой СНиП по производству и приемке металлических конструкций.
6.1.15. Если в сварном соединении используются стали различных марок, то следует применять способ сварки, сварочные материалы и режимы сварки, предусмотренные для стали более низкого класса.
6.2. Автоматическая и полуавтоматическая сварка под флюсом
6.2.1. Двустороннюю автоматическую сварку стыковых соединений на флюсовой подушке следует выполнять с соблюдением следующих требований:
сварка с первой стороны выполняется на флюсовой подушке, а сварка с обратной стороны - без нее;
кантовка детали после наложения швов с одной стороны допускается при температуре металла швов не выше 200 °С и без резких ударов;
сварку следует выполнять на режимах, приведенных для сталей класса С38/23 и С46/33 в табл. 16, а для сталей класса С52/40 - в табл. 17.
6.2.2. Автоматическую и полуавтоматическую сварку угловых соединений в нижнем положении в лодочку и в нижнем угловом положении следует выполнять на режимах, приведенных в табл. 18.
6.2.3. Автоматическую сварку элементов коробчатого сечения болто-сварных решетчатых пролетных строений следует производить двухдуговым автоматом в последовательности, приведенной на рис. 11.
При величине зазора в соединениях листов не более 0,5 мм допускается наложение швов в последовательности 1, 4, 2, 3.
Режимы сварки наружных швов в угловых соединениях сварных элементов коробчатого сечения следует назначать в зависимости от требований по глубине провара (табл. 19).
6.2.4. Двустороннюю автоматическую сварку под флюсом с применением металлохимических присадок надлежит выполнять с соблюдением следующих условий:
засыпку металлохимической присадки перед сваркой следует производить по всей длине соединения, кроме мест постановки прихваток, на всю высоту зазора, равную толщине металла (заподлицо) для толщин металла 20 и 25 мм и с превышением над поверхностью свариваемого металла на 4 ± 1 мм для толщины 32 мм.
Для угловых швов тавровых соединений металлохимическая присадка дозируется с помощью шаблона (рис. 12).
Таблица 16
|
Вид шва |
Размеры |
Режимы сварки* |
|||||||
|
s, мм |
a, град. |
а, мм |
р, мм |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Скорость подачи электродной проволоки, м/ч |
||
|
|
|
10 |
- |
0-2 |
- |
670-720 |
30-32 |
29,5 |
58,0 |
|
12 |
- |
0-3 |
- |
700-750 |
30-34 |
29,5 |
62,0 |
||
|
14 |
- |
2-4 |
- |
735-785 |
34-36 |
25,0-29,0 |
68,5 |
||
|
16 |
- |
2-4 |
- |
750-825 |
34-36 |
21,0 |
68,5-74,5 |
||
|
|
|
20-50 |
60 |
2-4 |
4 |
670-720** |
32-33** |
23,0** |
62,0** |
|
|
|
|
|
760-820 |
34-36 |
19,5 |
81,0 |
||
____________
* Диаметр электродной проволоки dэл = 5 мм.
** Для первого прохода с первой стороны.
Номер шаблона должен соответствовать катету треугольника, образуемого засыпаемой присадкой, и приниматься в соответствии с табл. 20.
Рис. 11. Последовательность наложения швов при сверке коробчатых элементов двухдуговым автоматом
Рис. 12. Схема дозирования металлохимической присадки при подготовке тавровых соединений к сварке в нижнем положении в лодочку:
1 - стенка балки; 2 - шаблон; 3 - пояс балки
сварку стыкового соединения с первой стороны следует производить на подушке из крупки, приготовленной из сварочной проволоки той же марки и того же гранулометрического состава, что и для металлохимической присадки, засыпаемой в сварочный зазор;
Таблица 17
|
Вид шва |
Условия сварки |
Размеры |
Режимы сварки* |
|||||||
|
s, мм |
a, град. |
а, мм |
р, мм |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Скорость подачи электродной проволоки, м/ч |
|||
|
|
|
Первая и вторая стороны |
10 |
|
0-2 |
|
670-700 |
30-32 |
29,5 |
58,0 |
|
Первая и вторая стороны |
12 |
|
0-2 |
|
700-730 |
30-34 |
29,5 |
62,0 |
||
|
Первая сторона |
16 |
|
0-3 |
|
670-720 |
32-34 |
23,0 |
62,0 |
||
|
Вторая сторона |
|
|
|
|
720-770 |
32-34 |
23,0 |
74,5 |
||
|
|
|
Первая сторона: |
|
|
|
|
|
|
|
|
|
первый слой |
|
|
|
|
670-720 |
32-33 |
23,0 |
62,0 |
||
|
последующие слои |
20-30 |
60 |
2-4 |
4 |
720-770 |
32-34 |
23,0 |
74,5 |
||
|
Вторая сторона: |
|
|
|
|
|
|
|
|
||
|
первый и последующие слои |
|
|
|
|
720-770 |
32-34 |
23,0 |
74,5 |
||
|
Первая и вторая стороны: |
|
|
|
|
|
|
|
|
||
|
первый слой |
32-40** |
65 |
2-4 |
4 |
670-720 |
32-33 |
23,0 |
62,0 |
||
|
последующие слои |
|
|
|
|
720-770 |
32-34 |
23,0 |
74,5 |
||
_____________
* Диаметр электродной проволоки dэл = 5 мм.
** При толщине свариваемого металла 32 мм и выше корневой шов стыкового соединения выполняется с применением проволоки Св-08ГА и флюса марки АН-348-А.
Таблица 18
|
Вид шва |
Положение шва |
Вид сварки |
Катет шва, мм |
Диаметр электродной проволоки, мм |
Режимы сварки |
||||
|
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Скорость подачи электродной проволоки, м/ч |
||||||
|
|
|
Нижнее в лодочку |
Автоматическая |
6 |
5 |
580-600 |
28-32 |
47,0 |
52,0 |
|
8 |
5 |
580-600 |
28-32 |
29,5 |
52,0 |
||||
|
10 |
5 |
625-650 |
30-32 |
21,5 |
57,5 |
||||
|
12 |
5 |
625-650 |
30-34 |
18,0 |
57,5 |
||||
|
Полуавтоматическая |
6 |
2 |
360-390 |
30-32 |
27,0 |
200,0 |
|||
|
8 |
2 |
420-440 |
32-34 |
23,5 |
260,0 |
||||
|
10 |
2 |
420-440 |
32-34 |
13,5 |
260,0 |
||||
|
12 |
2 |
420-440 |
32-34 |
9,0 |
260,0 |
||||
|
|
|
Нижнее угловое |
Автоматическая и полуавтоматическая |
6 |
2 |
250-300 |
27-29 |
25,0 |
162,0 |
|
7 |
2 |
320-370 |
30-34 |
25,0 |
191,0 |
||||
|
8 |
2 |
400-450 |
30-34 |
25,0 |
260,0 |
||||



Таблица 19
|
Вид шва |
Глубина проплавления, мм |
Режимы сварки* |
||||
|
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Скорость подачи электродной проволоки, м/ч |
|||
|
|
|
3,5 |
300-320 |
32-34 |
32 |
162 |
|
4,0 |
350-380 |
36-40 |
32 |
189 |
||
|
5,0 |
380-420 |
36-40 |
25 |
204 |
||
|
6,0 |
400-450 |
36-40 |
25 |
221 |
||
|
8,0 |
520-540 |
37-40 |
25 |
307 |
||
____________
* Диаметр электродной проволоки dэл = 2 мм.
Таблица 20
|
Номер шаблона |
|
|
8 |
8 |
|
10 |
12 |
|
12 |
14 |
|
16 |
18 |
сварку стыковых соединений следует выполнять в нижнем положении, а угловых и тавровых соединений - в нижнем положении в лодочку;
после выполнения сварки с первой стороны свариваемые детали следует перекантовать и металлической щеткой удалить нерасплавившуюся присадку;
сварку стыковых, угловых и тавровых соединений следует производить на режимах, приведенных в табл. 21;
сварку следует осуществлять, как правило, без перерыва по всей длине соединения. При случайном обрыве дуги кратер шва необходимо удалить зачисткой шлифовальным кругом. Сварку следует возобновлять на шве не ближе 20 мм от места обрыва дуги.
6.2.5. Полуавтоматическую сварку под флюсом швов угловых и тавровых соединений следует выполнять электродной проволокой диаметром 2 мм.
Таблица 21
|
Толщина металла, мм |
Катет шва, мм |
Диаметр электродной проволоки, мм |
Количество проходов |
Режимы сварки |
||||
|
Сварочный ток, А |
Напряжение на дуге, В |
Скорости сварки, м/ч |
Скорость подачи электродной проволоки, м/ч |
|||||
|
|
20 |
- |
4 |
2 |
690-730 |
36-38 |
20-22 |
90-100 |
|
25 |
- |
4 |
2 |
790-830 |
37-39 |
18-20 |
105-110 |
|
|
32 |
- |
5 |
2 |
980-1020 |
38-40 |
18-20 |
85-90 |
|
|
|
- |
8 |
5 |
1 |
650-680 |
36-38 |
58,0 |
57-60 |
|
- |
10 |
5 |
1 |
740-760 |
36-38 |
50,5 |
62-65 |
|
|
- |
12 |
5 |
1 |
810-840 |
37-39 |
41,0 |
67-71 |
|
|
- |
16 |
5 |
1 |
900-940 |
38-40 |
27,0 |
74-77 |
|

Примечание. Вылет электродной проволоки диаметром dэл следует принимать: при dэл = 4 мм - 35-40 мм, при dэл = 5 мм - 40-45 мм.
Таблица 22
|
Вид шва |
Положение шва в пространстве |
Размеры |
Режимы сварки* |
|||||||
|
s, мм |
a, град |
а, мм |
р, мм |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Скорость подачи электродной проволоки, м/ч |
|||
|
|
|
Нижнее |
10-32 |
50 |
1-2 |
1-2 |
300-500 |
30-34 |
25 |
189 |
|
|
|
Нижнее |
10-12 |
70 |
1-2 |
1-2 |
400-450** |
30-34 |
25 |
241** |
|
|
16 |
75 |
1-2 |
1-2 |
250-300*** |
|
|
152*** |
||
|
|
|
Нижнее |
10-50 |
55 |
2 |
4 |
400-450 |
39-34 |
20 |
260 |
|
|
|
Нижнее |
10-32 |
60 |
1 |
4 |
450-500 |
32-34 |
20 |
307 |




____________
* Диаметр электродной проволоки dэл =2 мм.
** Первый проход.
*** Последующие проходы.
Рекомендуемые режимы полуавтоматической сварки под флюсом швов тавровых и стыковых соединений с разделкой кромок для приварки фасонок к основным элементам приведены в табл. 22.
6.3. Полуавтоматическая сварка в углекислом газе
6.3.1. Подготовка кромок и размеры выполненных швов в основном должны соответствовать ГОСТ 14771-76. При сварке в углекислом газе проволокой диаметром 0,8-1,2 мм допускается применять основные типы сварных соединений и их конструктивные элементы по ГОСТ 5264-69.
6.3.2. Диаметр электродной проволоки и сварочный ток выбирают исходя из размеров шва, положения его в пространстве, толщины свариваемого металла и имеющегося в наличии сварочного оборудования. Наиболее часто применяемые режимы полуавтоматической сварки сплошной проволокой приведены в табл. 23.
6.3.3. Режимы полуавтоматической сварки в углекислом газе в импульсном режиме для сплошной проволоки приведены в табл. 24, а для порошковой проволоки - в табл. 25.
6.3.4. Сварку в нижнем положении рекомендуется производить электродной проволокой диаметром 1,6-2,0 мм, а сварку в вертикальном и потолочном положении - на импульсном режиме электродной проволокой диаметром 1-1,4 мм (см. табл. 24).
6.3.5. Необходимую для получения заданной величины сварочного тока скорость подачи электродной сплошной проволоки следует назначать по рис. 13, а порошковой проволоки - по рис. 14.
6.3.6. Рекомендуемые при сварке сплошной проволокой на неимпульсном режиме вылеты электродной проволоки следует принимать согласно рис. 15, а при сварке порошковой проволоки - согласно рис. 16.
6.3.7. При полуавтоматической сварке в углекислом газе в нижнем положении электродную проволоку перемещают поступательным движением вдоль оси шва, возвратно-поступательным движением по спирали и т.д. (рис. 17).
Применение того или иного способа перемещения электродной проволоки зависит от толщины металла, формы подготовки кромок, количества слоев и режима сварки.
6.3.8. Перемещать электродную проволоку при сварке можно слева направо («углом назад»), справа налево («углом вперед») и на себя.
Таблица 23
|
Толщина металла или катет шва, мм |
Диаметр электродной проволоки, мм |
Условия сварки |
Режимы сварки |
|||||
|
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Скорость подачи электродной проволоки, м/ч |
Расход СО2, л/мин |
||||
|
|
6-8 |
1,6 |
I и II стороны |
280-300 |
28-32 |
20-22 |
260-280 |
16-18 |
|
2,0 |
То же |
350-400 |
32-36 |
28-30 |
240-320 |
18-20 |
||
|
|
10-20 |
1,6 |
Первый проход |
260-280 |
26-28 |
15-17 |
220-260 |
15-16 |
|
Последующие |
300-350 |
28-30 |
15-17 |
300-360 |
18-20 |
|||
|
2,0 |
Первый проход |
280-300 |
28-32 |
18-20 |
180-200 |
16-18 |
||
|
Последующие |
400-450 |
32-34 |
20-22 |
320-380 |
20-22 |
|||
|
|
6 |
1,0 |
Один проход |
180-200 |
27-29 |
12-14 |
150-170 |
12-16 |
|
2,0 |
То же |
280-300 |
28-30 |
18-20 |
180-200 |
16-17 |
||
|
8 |
1,6 |
Один проход |
200-220 |
28-30 |
10-12 |
170-190 |
14-16 |
|
|
2,0 |
То же |
300-350 |
30-32 |
15-17 |
200-240 |
17-18 |
||
|
10 |
2,0 |
Один проход |
300-350 |
30-32 |
10-12 |
200-240 |
17-18 |
|
|
12 |
2,0 |
Два прохода |
300-350 |
30-32 |
15-17 |
200-240 |
17-18 |
|


Таблица 24
|
Скорость подачи электродной проволоки, м/ч |
Строчный ток, А |
Напряжение па дуге, В |
Скорость сварки, м/ч |
Расход СО2, л/мин |
Вылет электродной проволоки, мм |
|
|
1,0 |
180-410 |
100-180 |
16-22 |
5-20 |
6-15 |
6-12 |
|
1,2 |
160-380 |
110-230 |
17-23 |
6-25 |
7-18 |
6-12 |
|
1,4 |
150-320 |
100-260 |
17-24 |
6-30 |
8-20 |
8-13 |
Рис. 13. График зависимости между скоростью подачи Vэл сплошной проволоки диаметром d мм и сварочным током Iсв
Угол наклона электродной проволоки при сварке в нижнем положении должен быть не менее 65-70° по отношению к поверхности изделия.
6.3.9. При сварке тавровых соединений угол между вертикальной стенкой и осью электродной проволоки должен быть в пределах 35-40°. Электродную проволоку следует направлять в вершину угла или со смещением на 1-2 мм от вертикальной стенки.
6.3.10. При окончании наложения шва необходимо полностью заварить кратер и обдувать его углекислым газом до полного затвердения металла.
Рис. 14. График зависимости между скоростью подачи Vэл порошковой проволоки диаметром d мм и сварочным током Iсв
Рис. 15. Рекомендуемые величины вылета l электродной сплошной проволоки диаметром d
6.3.11. Количество проходов при сварке многопроходных швов стыковых, угловых и тавровых соединений определяют путем деления общей площади наплавляемого металла шва на площадь поперечного сечения слоя металла, наплавляемого за один проход при заданной скорости сварки.
Общую площадь наплавленного металла определяют в зависимости от типа сварного соединения, толщины металла и катета шва.
Рис. 16. Рекомендуемые величины вылета l электродной порошковой проволоки диаметром d

Рис. 17. Приемы перемещения электродной проволоки при сварке стыковых соединений
Таблица 25
|
Толщина металла или катет шва, мм |
Диаметр электродной проволоки, мм |
Условия сварки |
Режимы сварки |
|||||
|
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Скорость подачи электродной проволоки, м/ч |
Расход СО2, л/мин |
||||
|
|
6-8 |
2,0 |
I и II стороны |
350-400 |
26-30 |
13-16 |
320-360 |
14-16 |
|
2,5 |
То же |
350-400 |
26-30 |
13-16 |
290-320 |
14-16 |
||
|
3,0 |
» |
380-420 |
28-32 |
14-18 |
230-250 |
16-18 |
||
|
|
10-20 |
2,0 |
Первый проход |
250-300 |
24-26 |
14-16 |
250-290 |
12-14 |
|
Последующие |
330-380 |
28-30 |
12-14 |
300-350 |
14-16 |
|||
|
2,5 |
Первый проход |
250-300 |
24-26 |
14-16 |
230-270 |
12-14 |
||
|
Последующие |
330-380 |
28-30 |
12-14 |
280-310 |
14-16 |
|||
|
3,0 |
Первый проход |
280-320 |
26-28 |
15-17 |
180-210 |
14-16 |
||
|
Последующие |
350-400 |
28-32 |
12-15 |
220-240 |
16-18 |
|||
|
|
6 |
2,0 |
Один проход |
260-290 |
24-26 |
18-20 |
260-280 |
12-14 |
|
2,5 |
То же |
290-320 |
24-26 |
19-21 |
230-260 |
12-14 |
||
|
3,0 |
» |
300-320 |
26-28 |
20-22 |
190-210 |
14-16 |
||
|
8 |
2,0 |
Один проход |
300-350 |
24-28 |
14-16 |
290-320 |
12-14 |
|
|
2,5 |
То же |
300-350 |
24-28 |
14-16 |
260-290 |
12-14 |
||
|
3,0 |
» |
320-380 |
28-32 |
16-18 |
210-230 |
14-16 |
||
|
10 |
2,0 |
Один проход |
300-350 |
24-28 |
10-12 |
290-320 |
12-14 |
|
|
2,5 |
То же |
300-350 |
24-28 |
10-12 |
260-290 |
12-14 |
||
|
3,0 |
» |
320-380 |
28-32 |
12-14 |
210-230 |
14-16 |
||
|
12 |
2,0 |
Два прохода |
300-350 |
24-28 |
14-16 |
290-320 |
12-16 |
|
|
2,5 |
То же |
300-350 |
24-28 |
14-16 |
260-290 |
12-16 |
||
|
3,0 |
» |
320-380 |
28-32 |
16-18 |
210-230 |
14-18 |
||


Площадь поперечного сечения наплавленного металла отдельного прохода рекомендуется принимать:
для первого прохода - 20-30 мм2;
для последующих проходов - 30-80 мм2.
6.4. Ручная электродуговая сварка
6.4.1. Тип электрода для сварки и постановки прихваток выбирают в зависимости от класса прочности стали и вида соединения согласно табл. 2 и 13 соответственно.
6.4.2. Рекомендуемые марки электродов для сварки постоянным током на обратной полярности приведены в табл. 26.
Таблица 26
|
Марка электрода |
|
|
Э42А |
УОНИ-13/45; ОЗС-2; СМ-11 |
|
Э46А |
АНО-8; УОНИ-13/55К |
|
Э50А |
УОНИ-13/55; ДСК-50; АНО-7; АНО-9; АНО-10; AHO-11 |
6.4.3. При ручной электродуговой сварке диаметр электрода и сварочный ток следует принимать в соответствии с указаниями табл. 27.
Таблица 27
|
Проходы |
Диаметр электрода, мм |
Сварочный ток, А |
|
|
Нижнее |
Первый |
4 |
140-200 |
|
Последующие |
5 |
180-230 |
|
|
Горизонтальное и вертикальное |
Первый |
4 |
130-160 |
|
Последующие |
5 |
160-200 |
|
|
Потолочное |
Первый и последующие |
4 |
120-160 |
Площадь поперечного сечения каждого слоя наплавленного металла (Fc, мм2) определяют по формуле:
Fc = (6¸8)dэл - для первого прохода, но не более 30 мм2;
Fc = (8¸12)dэл - для последующих проходов,
где dэл - диаметр электродного стержня в мм.
6.4.4. Режим ручной сварки допускается задавать длиной наплавляемого валика шва, накладываемого одним электродом. Принимая длину электрода 450 мм, валик первого прохода для электрода диаметром 4 мм следует назначать длиной 150-200 мм, а для электрода диаметром 5 мм - 250 мм. Валики последующих проходов следует назначать длиной 100-150 мм для электрода диаметром 4 мм и 130-200 мм - для электрода диаметром 5 мм.
6.5. Способы исправления дефектных участков швов
6.5.1. Сварные соединения, не отвечающие требованиям к их качеству, допускается исправлять. Способ исправления назначается отделом главного технолога с учетом положений настоящей инструкции.
6.5.2. Дефектные швы могут быть исправлены путем частичного или полного их удаления с последующей заваркой.
6.5.3. Наплывы и недопустимая выпуклость сварных швов устраняются удалением излишнего металла шва.
6.5.4. Чрезмерная вогнутость и неполномерность шва, а при необходимости - и подрезы, исправляются путем наложения дополнительного металла шва с последующей зачисткой.
Перед сваркой необходимо выполнить тщательную очистку дефектного участка шва. Если глубина подреза, согласно главе СНиП по производству и приемке металлических конструкций, не приводит к недопустимому ослаблению рабочего сечении деталей, - его можно плавно зачистить шлифовальным кругом.
6.5.5. Участки швов с недопустимым количеством пор, шлаковых включений и несплавлений должны быть полностью удалены и заварены вновь.
6.5.6. При обнаружении трещин в шве или основном металле устанавливается их протяженность с помощью УЗД, травлением или другими способами, после чего участок, пораженный трещиной, подготавливается под заварку.
6.5.7. Подготовка участка под заварку состоит в снятии фасок вдоль трещины с образованием V-образной или Х-образной формы разделки кромок с общим углом раскрытия 60-70° и величиной притупления 1-2 мм.
Снятие фасок следует осуществлять резанием, шлифованием, поверхностной воздушно-дуговой строжкой угольным омедненным электродом таким образом, чтобы остающаяся часть металла шва или основной металл не имели подрезов и резких переходов. После поверхностной воздушно-дуговой строжки из канавки должны быть полностью удалены наплывы и выплески, а поверхность всей канавки зачищена на глубину не менее 1 мм шлифовальным кругом.
При использовании скоростных шлифовальных машинок с армированными кругами снятие фасок следует начинать от концов трещины с добавлением участков непораженного металла длиной 50 мм.
Удаление дефектных участков шва следует выполнять с минимальным захватом основного металла.
Воздушно-дуговая строжка должна производиться на постоянном токе обратной полярности на режимах, приведенных в табл. 28.
Таблица 28
|
Сварочный ток, А |
Напряжение на дуге, В |
|
|
6 |
250-280 |
35-45 |
|
8 |
340-380 |
35-45 |
|
10 |
430-480 |
35-45 |
6.5.8. Заварку подготовленного дефектного участка необходимо осуществлять, как правило, тем видом сварки, который предусмотрен проектом для выполнения данного шва.
В отдельных случаях, по разрешению главного технолога и согласованию с заводской инспекцией, дефектные участки шва, выполненного автоматом, и подрезы основного металла допускается запаривать полуавтоматом тем же видом сварки, а в исключительных случаях - и ручной сваркой при длине участка до 100 мм, с последующей обработкой шлифовальным кругом поверхности шва до устранения всех неровностей и создания плавного перехода к основному металлу.
6.5.9. Исправление дефектного участка шва допускается не более двух раз, а в исключительных случаях, по согласованию с заводской инспекцией, - не более трех раз.
6.5.10. При исправлении дефектного участка шва следует использовать электродную проволоку меньшего диаметра, чем при наложении основного шва, а электроды - диаметром не более 4 мм.
6.5.11. В тех случаях, когда последующие операции создали условия, при которых невозможно исправление дефектных участков швов, необходимо восстановить первоначальные условия для возможности исправления указанных участков или по согласованию с проектной организацией и заводской инспекцией наметить мероприятия, компенсирующие допущенное отступление.
6.5.12. Исправление дефектных участков шва чеканкой не допускается.
7 МЕТОДЫ И ОБЪЕМ ИСПЫТАНИЯ КОНТРОЛЬНЫХ СОЕДИНЕНИЙ
7.1. Проверка применяемых режимов сварки и сварочных материалов выполняется согласно требованиям главы СНиП по производству и приемке металлических конструкций путем испытаний контрольных соединений с определением механических свойств соединений и металла шва, а также его химического состава.
7.2. При неудовлетворительных результатах испытаний контрольных сварных соединений необходимо проверять качество исходных материалов (стали, сварочной проволоки, флюса, порошковой проволоки, электродов), методы и объем испытаний которых принимаются согласно указаниям приложения 1 настоящей инструкции.
Сварные соединения, которые тщательно исследованы и успешно применяются в течение не менее 5 лет при изготовлении стальных конструкций мостов, считаются апробированными.
Осваиваемыми считаются сварные соединения, которые используются заводами при изготовлении стальных конструкций мостов свыше 1 года до 5 лет.
Опытными считаются сварные соединения, по которым проведены лабораторные исследования и они предложены для внедрения в производство.
7.3. Каждое сварное соединение с применением новых сварочным материалов, марки стали, параметров разделки и режимов сварки, прежде чем перейти в разряд апробированных, положено пройти разряды опытных и осваиваемых.
Перевод из одного разряда в другой оформляется актом людской квалификационной комиссии с участием заводской инспекции.
7.4. Апробированные одним предприятием сварные соединения могут использоваться на других мостовых заводах как осваиваемые в течение не менее одного года, после чего при положительных результатах они переводятся в разряд апробированных.
7.5. Испытания контрольных соединений следует проводить:
апробированных - 1 раз в пять лет; осваиваемых - 1 раз в год; опытных - 1 раз в полгода.
7.6. В комплекс испытаний контрольных стыковых соединений включаются:
по металлу шва - определение предела текучести, временного сопротивления, относительного удлинения и химического состава;
по сварному соединению - определение временного сопротивления, угла загиба, ударной вязкости по оси шва и по линии сплавления и твердости.
7.7. В комплекс испытаний контрольных угловых и тавровых соединений включается определение твердости, предела текучести, временного сопротивления, относительного удлинения и химического состава металла шва.
На макрошлифах, сделанных для замера твердости, проверяется также обеспечение требуемого проектом провара соединяемых деталей и коэффициент формы провара.
7.8. Контрольные стыковые соединения изготавливаются из металла одной из толщин для каждой группы:
первая группа - от 10 до 18 мм;
вторая группа - от 20 до 30 мм;
третья группа - свыше 30 мм.
7.9. Контрольные угловые и тавровые соединения изготавливаются из металла максимальных и минимальных толщин, используемых при изготовлении конструкций, в сочетании с такими применяемыми катетами шва, которые обеспечивают получение максимальных и минимальных скоростей охлаждения.
7.10. Основной металл и все сварочные материалы перед сваркой контрольных соединений должны быть тщательно проверены и подготовлены в соответствии с требованиями главы СНиП по производству и приемке металлических конструкций.
7.11. Сварочное оборудование и применяемая при сварке аппаратура должны быть в исправном состоянии, с измерительными приборами, прошедшими Госпроверку.
7.12. Сварка контрольных соединений производится сварщиком, имеющим право на сварку ответственных конструкций, в присутствии представителя ОТК и заводской инспекции. Сварное контрольное соединение должно быть осмотрено, замаркировано, а стыковое - и проконтролировано УЗД.
7.13. Определение механических свойств осуществляется в соответствии с ГОСТ 6996-66.
7.14. Заготовки для образцов могут вырезаться из удлиненных для этой цели элементов конструкций или из специально изготовленных контрольных соединений, которые должны полностью повторять условия сварки элементов (сочетания толщин металла, подготовка кромок, основные и сварочные материалы, режимы сварки).
7.15. Размер пластин для контрольных соединений определяется количеством и размерами образцов с учетом: припусков на ширину реза; необходимости исключения влияния на механические свойства образцов нагрева и наклепа в процессе вырезки и обработки заготовок. При определении длины пластин, свариваемых без выводных планок, следует учитывать неиспользуемые для изготовления образцов участки в начале и в конце швов не менее 40 и 80 мм соответственно. Кроме этого, желательно учитывать запас на образцы для возможности проведения повторных испытаний.
Рекомендуется длину пластин для контрольных сварных стыковых соединений принимать равной 1000 мм, но не менее 700 мм.
Ширина каждой пластины должна быть:
не менее 150 мм - при толщине металла до 20 мм;
не менее 200 мм - при толщине металла от 22 до 50 мм.
Рис. 18. Образец для испытания металла шва на статическое растяжение
7.16. При вырезке пластин для контрольных стыковых соединений необходимо, чтобы направление прокатки металла было поперек шва.
7.17. Для определения механических свойств должны изготавливаться образцы согласно ГОСТ 6996-66:
на статическое растяжение:
цилиндрические - I и II типа (рис. 18, табл. 29);
Таблица 29
Размеры в мм
|
d0 |
k |
D |
h |
h1 |
R |
l |
l0 |
L |
|
|
I |
3 ± 0,1 |
0,03 |
6 |
4 |
2,0 |
1,0 |
15 |
18 |
30 ± 1 |
|
II |
6 ± 0,1 |
0,03 |
12 |
10 |
2,5 |
1,5 |
30 |
36 |
61 ± 1 |
Примечание. Здесь k - допускаемая разность наибольшего и наименьшего диаметров на длине рабочей части образца.
Рис. 19. Образец для определения временного сопротивления при испытании на растяжение
плоские - XXIV типа (рис. 19, табл. 30);
Таблица 30
Размеры в мм
|
Ширина захватной части образца, b0 |
Ширина рабочей части образца, b |
Радиус закругления, R |
Длина рабочей части образца, l |
Общая длина образца, L |
|
|
|
До 6 |
25 |
15 ± 0,5 |
6 ± 1 |
40 |
|
|
|
Более 6 до 10 |
30 |
20 ± 0,5 |
12 ± 1 |
60 |
L = i + 2h |
|
|
Более 10 до 25 |
38 |
25 ± 0,5 |
20 ± 2 |
70 |
|
|
|
Более 25 до 40 |
45 |
30 ± 0,5 |
25 ± 2 |
90 |
L = l + 2h |
|
|
Более 40 до 50 |
55 |
35 ± 0,5 |
30 ± 2 |
110 |
|
|
Примечание. Длину захватной части образца h устанавливают в зависимости от конструкции испытательной машины.
плоские - XII или XIII типа (рис. 20, табл. 31);
Таблица 31
Размеры в мм
|
Ширина рабочей части образца, b |
Ширина захватной части образца, b1 |
Длина рабочей части образца, l |
Общая длина образца, L |
|
|
До 6 |
15 ± 0,5 |
25 |
50 |
|
|
От 6 до 10 |
20 ± 0,5 |
30 |
60 |
L = l + 2h (XII) |
|
Более 10 до 25 |
25 ± 0,5 |
35 |
100 |
L = l + 2h + 30 (XIII) |
|
Более 25 до 50 |
30 ± 0,5 |
40 |
160 |
|
Примечание. Длину захватной части образца h устанавливают в зависимости от конструкции испытательной машины.
Таблица 32
Размеры в мм
|
Толщине основного металла, а |
Ширина образца, b |
Общая длина образца, L |
Длина рабочей части образца, l |
|
|
XXVII |
До 50 |
1,5а, но не менее 10 |
2,5D + 80 |
L |
|
XXVIII |
До 10 |
20 |
3D + 80 |
3 |
|
|
Более 10 до 25 |
30 |
|
|
Примечание. Здесь D - диаметр оправки в мм.
Рис. 20. Образцы для определения равнопрочности сварного соединения при растяжении:
а - ХII типа; б - ХIII типа
Рис. 21. Образец для испытания сварного соединения на статический изгиб
на статический изгиб с поперечным швом - XXVII или XXVIII типа (рис. 21, табл. 32);
на ударный изгиб при заданной температуре испытаний - VI или VII типа (рис. 22); надрезы в этих образцах делать по оси шва и по линии сплавления;
темплет для макрошлифа (рис. 23).
Рис. 22. Образцы для испытания металла шва, зоны термического влияния (в различных участках) на ударный изгиб:
а - для металла шва толщиной 10 мм и выше; б - для металла шва толщиной менее 10 мм
7.18. Схема вырезки образцов из заготовок сварных контрольных соединений приведена на рис. 24.
7.19. При вырезке образцов из сварных заготовок и их механической обработке должно соблюдаться условие, чтобы нагрев испытуемой части образца не превышал 100 °С.
7.20. Усиление шва в плоских образцах должно сниматься заподлицо с основным металлом механическим способом в направлении поперек шва.
Рис. 23. Образцы для определения твердости сварного соединения
Рис. 24. Схема вырезки образцов из стыкового соединения:
1 - ударные; 2 - макрошлифы; 3 - цилиндрические; 4 - плоскоразрывные; 5 - гибовые
7.21. Перед испытанием все образцы должны быть тщательно осмотрены, замерены, замаркированы. На образцах не должно быть видимых дефектов сварки (пор, шлаковых включений, непроваров, подрезов, трещин), грубых рисок от обработки, выводящих образец за указанный класс чистоты поверхности, перекоса головок, изгиба, неправильного расположения надреза и отступлений по размерам.
Образцы с указанными дефектами бракуются и заменяются новыми.
7.22 По каждому виду испытаний должно быть изготовлено не менее трех образцов.
7.23. Маркировку следует производить на нерабочих частях образцов (например, на торцах захватной части и т.п.).
7.24. Проведение испытаний на растяжение, статический и ударный изгиб, точность измерения образцов, соблюдение требований к испытательным машинам, обмер образцов после испытаний, подсчет результатов испытаний и определение механических характеристик должны соответствовать:
а) при испытании на статическое растяжение при нормальной температуре - ГОСТ 1497-73*;
б) при испытании на ударный изгиб - ГОСТ 9454-78;
в) при испытании на статический изгиб - ГОСТ 14019-68.
7.25. В случае применения приведенных на рис. 19 образцов для испытания на растяжение металла шва определение временного сопротивления производится по формуле:
![]() ,
,
где sв - временное сопротивление, кгс/мм2;
K - поправочный коэффициент, принимаемый для углеродистых и низколегированных сталей равным 0,9;
Р - максимальное усилие при испытании образца, кгс;
F - площадь поперечного сечения образца в наименьшем сечении до испытания, мм2.
Полученные результаты заносят в журнал испытаний.
7.26. Замер твердости металла сварного соединения производится на макрошлифах, включающих металл шва, зону термического влияния и основной металл. При подготовке поверхности шлифа необходимо принимать меры против возможного изменения твердости испытуемого образца вследствие нагрева или наклепа поверхности при механической наработке.
7.27. Измерение твердости производится по Виккерсу (ГОСТ 2999-75) или по Роквеллу (ГОСТ 9013-59) на приборах, допущенных к работе Госповерителем. Класс чистоты измеряемой поверхности макрошлифов образцов должен быть не ниже 10 (ГОСТ 2789-73) при измерении по Виккерсу и не ниже 6 при измерении по Роквеллу.
7.28. Замеры твердости следует производить по схемам, представленным на рис. 23; число точек по намеченным линиям при замерах твердости каждой зоны (шва, зоны термического влияния, включая линию сплавления, основного металла) должно быть не менее четырех.
7.29. Испытания образцов сварных соединений считаются недействительными:
при разрыве образна по кернам (рискам), если при этом какая-либо характеристика по своей величине не отвечает установленным требованиям;
при разрыве образца в захватах испытательной машины или за пределами расчетной длины (при определении относительного удлинения);
при образовании двух и более мест разрыва;
при разрыве образца по дефекту;
при обнаружении ошибок в проведении испытаний или записи результатов испытаний.
В указанных случаях испытание должно быть повторено на изготовленных от той же партии образцах. Количество дополнительных образцов должно соответствовать числу недействительных испытаний.
7.30. При удовлетворительных результатах испытаний (по нормативным требованиям к механическим свойствам) наличие шлаковых включений, пор в изломе образца не является браковочным признаком.
Наличие трещин в изломе образца при всех условиях является браковочным признаком.
7.31. При неудовлетворительных результатах испытаний по некоторым показателям свойств испытания повторяются на удвоенном количестве образцов. Если и при этом результаты испытаний неудовлетворительные, сварные соединения должны быть забракованы, установлены причины отклонений путем проверки качества основного металла, флюса, сварочной проволоки, порошковой проволоки и электродов.
7.32. Механические свойства сварных стыковых соединений должны удовлетворять следующим нормам:
а) минимальные значения предела текучести, временного сопротивления не должны быть ниже значений соответствующих характеристик, установленных стандартами и ТУ для основного металла применяемой марки стали;
б) максимальное значение твердости металла шва и околошовной зоны должно быть не выше 350 единиц HV;
в) минимальное значение относительного удлинения металла шва стыковых соединений на пятикратных образцах должно быть не менее 18 % для сталей класса С38/23 и С46/33 и не менее 16 % для сталей класса С52/40; значения относительного удлинения металла шва тавровых и угловых соединений до 1 января 1982 г. - факультативны;
г) угол статического изгиба сварного соединения с поперечным стыком должен быть не менее 120° (при диаметре оправки согласно ГОСТ на основной металл);
д) минимальные значения ударной вязкости на образцах типа VI по ГОСТ 6996-66 при расчетной отрицательной температуре, указанной в чертежах КМ данной конструкции, для стыковых соединений не менее 3 кгс×м/см2.
Примечания. 1. При сварке элементов из низколегированной стали для угловых швов с размерами катетов 4-7 мм допускается твердость металла шва и околошовной зоны до 400 единиц HV.
2. У одного из образцов с надрезом по линии сплавления стыкового соединения допускается снижение ударной вязкости не более чем на 0,5 кгс×м/см2 по отношению к норме по подпункту «д».
3. При необходимости применения для определения ударной вязкости образцов других типов (VII-XV по ГОСТ 6996-66) нормы ударном вязкости устанавливаются проектной организацией.
7.33. Кроме испытаний контрольных соединений на заводе комиссионно должен осуществляться контроль за соблюденном установленных технологической документацией режимов сварки не реже одного раза в месяц. Контроль осуществляется с помощью амперметра и вольтметра для определения величины сварочного тока и напряжения на дуге (указанные приборы в установленном порядке должны проходить проверку), секундомера и измерительной линейки - для определения скорости сварки и скорости подачи электродной проволоки. Материалы проверки заносятся в цеховой журнал (приложение 6).
7.34. Одновременно с испытаниями контрольных сварных соединений производится проверка химического состава металла сварных швов. Методы отбора проб для определения химического состава установлены ГОСТ 7122-75.
7.35. Проба для определения химического состава может быть взята из любой части шва на расстояние не меньше 40 мм от начала шва и 80 мм от конца шва. Разрешается брать пробу из швов образцов, сваренных для определения механических свойств.
7.36. Перед взятием пробы поверхность металла должна быть тщательно очищена от противокоррозионных покрытий, масла, ржавчины, окалины и других загрязнений.
7.37. На шве керном намечаются границы для взятия пробы. Границы должны отстоять от линии сплавления на расстоянии 2,5-3 мм. Для установления контура при взятии пробы торцы вырезанных швов шлифуют и протравливают.
7.38. Отбор проб для химического анализа (взятие стружки) может производиться сверлением, строганием или фрезерованием. При этом следует пользоваться сухим и чистым инструментом, который не должен выкрашиваться. Стружка при отборе проб должна быть как можно мельче; брать ее надо в количестве 50 г.
7.39. Химический анализ металла сварных швов производится в соответствии с ГОСТ 12344-66 - ГОСТ 12365-66, ГОСТ 22536.0-77 - ГОСТ 22536.12-77.
Вместе с данными по химическому составу металла швов следует указывать химический состав стали, а также марки флюса и сварочной проволоки, применяемых при сварке контрольных соединений.
Ориентировочные данные по химическому составу металла швов приведены в табл. 33.
Таблица 33
|
Содержание элементов в металле сварного шва, %, не более |
|
|||||||||
|
Углерод |
Марганец |
Кремний |
Хром |
Никель |
Медь |
Молибден |
Сера |
Фосфор |
||
|
16Д |
0,17 |
0,75 |
0,28 |
0,30 |
0,30 |
0,30 |
- |
0,045 |
0,050 |
|
|
15ХСНД |
0,15 |
1,50 |
0,75 |
0,75 |
0,65 |
0,40 |
- |
0,045 |
0,045 |
|
|
10ХСНД |
0,12 |
1,50 |
0,50 |
0,75 |
0,75 |
0,40 |
0,50 |
0,045 |
0,045 |
|
|
15Г2АФДпс 14Г2АФД |
0,12 |
1,40 |
0,30 |
0,30 |
0,65 |
0,26 |
0,50 |
0,025 |
0,020 |
|
При проверке металла швов контрольных соединений отклонения по химическому составу от данных табл. 33 не являются браковочным признаком, если механические свойства металла шва и сварного соединения удовлетворяют предъявляемым к ним требованиям.
8. ТРЕБОВАНИЯ ТЕХНИКИ БЕЗОПАСНОСТИ
8.1. Общие положения
а) Глава СНиП по технике безопасности в строительстве.
б) Правила техники безопасности и производственной санитарии при электросварочных работах, 1966 г.
в) Правила устройства и безопасной эксплуатации сосудов, работающих под давлением. Госгортехнадзор СССР, 1979 г.
г) Санитарные правила при сварке, наплавке и резке металлов, № 1009-73. Госсанинспекция.
д) Санитарные нормы проектирования промышленных предприятий СП 245-71. Минздрав СССР.
е) Инструкция по устройству сетей заземления и зануления в электроустановках, 1976 г.
ж) Правила устройства электроустановок.
з) Правила технической эксплуатации электроустановок потребителей.
и) Правила техники безопасности при эксплуатации электроустановок потребителей.
8.1.2. К выполнению сварочных работ допускаются рабочие, прошедшие медицинские осмотры (при поступлении и периодические).
8.1.3. Рабочие при поступлении на работу обязаны пройти вводный инструктаж по технике безопасности и инструктаж непосредственно на рабочем месте. При смене объекта работы проводится также инструктаж на рабочем месте.
8.1.4. На каждом производственном участке и рабочем месте следует иметь инструкцию, знание которой и выполнение всех правил для работающих является обязательным.
8.1.5. Одновременное проведение сварочных работ с малярными (при которых применяются легко воспламеняемые и горючие жидкости) в смежных или сообщающихся помещениях запрещается.
8.1.6. При необходимости применения местного освещения напряжение переносной лампы не должно быть выше 12 В; лампа должна быть защищена колпаком или защитной сеткой и иметь исправный провод.
8.2. Защита от ожогов
8.2.1. Для защиты глаз от лучистой энергии необходимо применять щитки со вставленными светофильтрами. Сверх светофильтра следует устанавливать прозрачные стекла, которые периодически меняют в зависимости от загрязнения и брызг металла.
8.2.2. При уборке флюса, очистке шва от окалины и шлака необходимо пользоваться очками закрытого типа.
8.2.3. Рабочие места сварки должны ограждаться щитками или ширмами.
8.2.4. Сварщик должен быть одет в исправную брезентовую спецодежду и работать в рукавицах и головном уборе. Карманы должны плотно закрываться клапанами; не следует заправлять куртку в брюки; брюки следует носить поверх обуви; ботинки должны быть с глухим верхом и плотно зашнурованы; куртка должна быть застегнута на все пуговицы.
8.3. Защита от поражения электрическим током
8.3.1. Сварочное оборудование необходимо размещать и эксплуатировать в соответствии с требованиями п. 8.1.1, ж, з, и.
8.3.2. Устранение неисправности сварочного оборудования непосредственно на свариваемой конструкции запрещается.
8.3.3. Корпус подающего механизма автомата и полуавтомата должен быть надежно изолирован от свариваемого изделия. Рукоятки сварочных горелок должны быть надежно изолированы.
8.3.4. Свариваемые изделия и сварочные установки должны быть надежно заземлены. Не допускается использовать контур заземления в качестве обратного провода сварочной цепи.
8.3.5. Кабели и провода должны иметь надёжную изоляцию, а рубильники - заземленные защитные кожухи.
8.3.6. Сварщикам категорически запрещается прикасаться голыми руками к токоведущим частям сварочных устройств и устранять повреждения в силовой электрической цепи.
8.4. Правила эксплуатации баллонов
8.4.1. Транспортирование, хранение и эксплуатация баллонов и емкостей для газов, применяемых при сварке и резке, должны строго соответствовать правилам Госгортехнадзора (см. п. 8.1.1, в).
8.4.2. При хранении, транспортировании и эксплуатации необходимо соблюдать следующие основные условия:
баллоны должны иметь навернутые на них защитные колпаки;
редукторы должны быть исправными и окрашены в соответствующий (для данного газа) цвет;
открывать баллон следует плавно и стоять сбоку;
избегать перегрева баллонов от различных источников;
при транспортировании баллонов пользоваться носилками или тележками;
не допускать падения баллонов, а также ударов их друг о друга.
8.5. Предупреждение отравления работающих
8.5.1. Рабочие места должны быть оборудованы надежными средствами вытяжной вентиляции и обеспечивать выполнение требований санитарных норм (см. п. 8.1.1, г, д).
8.5.2. В тех случаях, когда средствами вентиляции нельзя обеспечить снижение концентрации вредных выделений до предельно допустимых норм, следует применять индивидуальные средства защиты органов дыхания.
8.5.3. Содержание кислорода в воздухе рабочего помещения сварщика не должно быть ниже 19 % (по объему).
8.5.4. Сварка в среде углекислого газа на повышенных режимах (сварочный ток более 250 А) в замкнутых и труднодоступных помещениях запрещается.
8.6. Противопожарные мероприятия
8.6.1. Нe допускается хранение легковоспламеняющихся и огнеопасных материалов на участках сварки и рабочих местах сварщика или резчика.
8.6.2. Деревянные настилы подмостей и стеллажей следует защищать листовым железом или асбестом.
8.6.3. Сварочный пост должен быть оснащен огнетушителем или бачком с водой и ведром, а также ящиком с песком и лопатой. На участке сварки должен быть установлен пожарный гидрант со шлангом и оборудован противопожарный пост с указанием ответственного лица за пожарную безопасность.
8.6.4. После окончания сварочных работ следует проверять все рабочие места и не оставлять открытого пламени и тлеющих предметов.
8.6.5. Все электрические установки по окончании работ должны быть отключены.
Приложение 1
Проверка качества стали и сварочных материалов
Сталь и сварочные материалы, используемые для изготовления конструкций, помимо проверки соответствия марки, номеров партии и плавки, геометрических размеров сопроводительной документации (сертификатам), - подвергаются обязательной проверке не менее одного раза в год по утвержденному главным инженером завода графику. В указанный объем не входят испытания контрольных соединений, предусмотренные п. 7.2. настоящей инструкции.
1. Проверка качества стали
Проверка производится по каждой марке стали каждого завода поставщика.
При поставке металлургическим заводом проката свыше 10000 т в год проверка производится от каждых полных и неполных 10000 т. Качество стали проверяется на одной из толщин от каждой группы:
первая группа - 8-18 мм;
вторая группа - 20-30 мм;
третья группа - 32 мм и выше.
Объем испытаний назначается дли стали марок 16Д, 15ХСНД, 10ХСНД - по ГОСТ 6713-75*; для стали марок: 14Г2АФД, 15Г2АФДпс - по ГОСТ 19282-73 и для стали марок ВСт3сп5, ВСт3пс5 - по ГОСТ 380-71*.
Контрольными механическими характеристиками являются:
временное сопротивление разрыву, предел текучести и относительное удлинение, определяемое по ГОСТ 1497-73*;
величина угла изгиба в холодном состоянии, определяемая по ГОСТ 14019-68 для конструкций обычного исполнения и на широком образце по ГОСТ 5521-76 для конструкций северного исполнения;
ударная вязкость в состоянии поставки (ГОСТ 9454-78) и после механического старения (ГОСТ 7268-67*) при температурах, указанных в сертификатах;
структура стали в изломе для всех конструкций и площадь излома с волокнистым строением для конструкций северного исполнения по ГОСТ 5521-76 и ГОСТ 0713-75.
Химический анализ стали проводят по ГОСТ 22536.0-77 - ГОСТ 22536.13-77; ГОСТ 20813-75; ГОСТ 20560-75; ГОСТ 12344-66 - ГОСТ 12301-66.
2. Проверка качества сварочной проволоки
Качество сварочной проволоки проверяется внешним осмотром, замером диаметра, химическим анализом и определением временного сопротивления разрыву (для легированной проволоки) в соответствии с ГОСТ 2246-70*. По этому же ГОСТ назначают и объем испытаний.
Кроме того проверку качества проводят в случае появления технологического брака при сварке трещин в металле шва, пор и т.п.).
3. Проверка качества флюса
Качество флюса проверяется осмотром, определением гранулометрического состава, влажности и объемной массы в соответствии с ГОСТ 9087-69* и химического состава по ГОСТ 22974.0-78 - ГОСТ 22974.10-78 или по методике, разработанной Институтом электросварки им. Е.О. Патона АН УССР.
Кроме того, проверку качества флюса проводят в случае его увлажнения, загрязнения или появления технологического брака при сварке (трещин, пор и т.п.).
4. Проверка качества электродов
Качество электродов проверяется внешним осмотром, обмером и определением прочности и влажности покрытия, сварочных (технологических) свойств и механических свойств наплавленного металла и его химического состава согласно ГОСТ 9466-75. По этому же ГОСТ назначаются и объемы испытаний.
Кроме того, проверку качества электродной проволоки проводят при появлении технологического брака при сварке (трещин, пор и т.п.).
Приложение 2
Технические характеристики сварочных преобразователей
|
Показатели |
ВСМ-1000 |
ПСО-500 |
ПСГ-500 |
ПСУ-500 |
ПС-500 |
ПС-300 |
|
|
ж* |
п* |
ж |
п |
ж |
п |
п |
|
|
Тип генератора |
СГ-1000 |
ГСО-500 |
ГСГ-500 |
ГСУ-500 |
ГС-500 |
СГ-300 |
|
|
Тип приводного двигателя |
АФ-91/4 |
АВ2-71/2 |
АВ-71/2 |
АВ2-92/2 |
А-72/4 |
А-64/2 |
|
|
Мощность приводного двигателя, кВт |
75 |
30 |
30 |
30 |
28 |
14 |
|
|
кпд, % |
74 |
54 |
54 |
63 |
55 |
57 |
|
|
Частота вращения, об/мин |
1460 |
2930 |
2930 |
2930 |
1450 |
1450 |
|
|
Коэффициент мощности |
0,89 |
0,89 |
0,87 |
0,63 |
0,75 |
0,88 |
0,87 |
|
Номинальный сварочный ток, А |
1000 |
500 |
500 |
350 |
500 |
500 |
300 |
|
Пределы регулирования тока, А |
120-1200 |
120-600 |
60-500 |
50-350 |
100-500 |
140-600 |
75-340 |
|
Напряжение, В: |
|
|
|
|
|
|
|
|
сети |
220; 380 |
220; 380 |
220-380 |
220; 380 |
220; 380 |
220; 380 |
|
|
номинальное |
60 |
40 |
35 |
40 |
40 |
30 |
|
|
холостого хода |
60 |
58-86 |
16-40 |
25-40 |
60-90 |
50-76 |
|
|
ПР, % |
60 |
- |
65 |
- |
- |
- |
65 |
|
Габариты, м: |
|
|
|
|
|
|
|
|
длина |
1520 |
1075 |
1050 |
1075 |
1400 |
1200 |
|
|
ширина |
820 |
650 |
590 |
1085 |
770 |
755 |
|
|
высота |
910 |
1085 |
870 |
650 |
1140 |
1170 |
|
|
Масса, кг |
1600 |
540 |
460 |
545 |
940 |
570 |
|
____________
* Обозначение характеристики: ж - жесткая; п - падающая.
Приложение 3
Технические характеристики
|
Показатели |
ВДМ-1601 |
ВКСМ-1000 |
ВС-1000 |
ВС-600 |
ВДУ-504 |
ВДГ-502 |
ВКС-500 |
ВС-500 |
ВСУ-500 |
ВСС-300 |
|||||
|
ж* |
ж |
п |
ж |
ж |
п |
ж |
п |
ж |
п |
ж |
п |
ж |
п |
п |
|
|
Номинальный сварочный ток, А |
1600 |
1000 |
1000 |
600 |
500 |
500 |
500 |
500 |
500 |
350 |
300 |
||||
|
Пределы регулирования тока, А |
120-1600 |
120-1200 |
- |
100-600 |
100-500 |
60-500 |
60-550 |
100-500 |
100-550 |
50-360 |
40-320 |
||||
|
Напряжение, В: |
|
|
|
|
|
|
|
|
|
|
|||||
|
сети |
380 |
380 |
380 |
380 |
220; 380 |
380 |
220; 380 |
380 |
220;380 |
220; 380 |
|||||
|
номинальное |
60 |
60 |
- |
40 |
45 |
- |
40 |
53 |
20-40 |
30 |
30 |
||||
|
холостого хода |
70 |
70 |
28-63 |
50 |
18-50 |
20-50 |
65-74 |
60 |
49-68 |
67 |
60 |
||||
|
Потребляемая мощность, кВт |
122 |
76,5 |
75 |
32 |
- |
26 |
36 |
30 |
- |
21,5 |
|||||
|
КПД, % |
88 |
86 |
78 |
75 |
82 |
90 |
75 |
75 |
67 |
60 |
66 |
||||
|
Коэффициент мощности |
0,89 |
0,89 |
0,85 |
0,95 |
- |
- |
0,74 |
- |
0,75 |
0,63 |
0,6 |
||||
|
ПР, % |
100 |
100 |
60 |
60 |
40 |
- |
60 |
60 |
60 |
65 |
|||||
|
Габариты, мм: |
|
|
|
|
|
|
|
|
|
|
|||||
|
длина |
1035 |
1055 |
880 |
1490 |
1275 |
1050 |
785 |
770 |
1186 |
805 |
|||||
|
ширина |
820 |
820 |
700 |
860 |
816 |
760 |
528 |
600 |
953 |
630 |
|||||
|
высота |
1630 |
1500 |
1375 |
1070 |
940 |
960 |
953 |
1150 |
1017 |
953 |
|||||
|
Масса, кг |
1720 |
1140 |
600 |
490 |
400 |
370 |
410 |
350 |
440 |
240 |
|||||
_____________
* Обозначение характеристики: ж - жесткая; п - падающая.
Приложение 4
Технические характеристики сварочных автоматов и полуавтоматов
|
Показатели |
Автоматы |
Полуавтоматы |
|||||||||
|
ТС-17 |
ТС-35 |
АБС |
А-1035* |
А-1197* |
ПШ-5 |
ПШ-54 |
А-537 |
А-765 |
А-920М |
А-929 |
|
|
|
|
|
|
|
|
|
|
|
1,6-2,0 |
|
|
|
Диаметр электродной проволоки, мм |
1,6-5,0 |
1,6-5,0 |
2-6 |
1,6-3,5 |
1,6-3,0 |
1,2-2,0 |
1,6-2,0 |
1,6-2,0 |
2,0-3,0 |
1,6-2,0 |
1,0-2,0 |
|
Скорость подачи электродной проволоки, м/ч |
52-403 |
50-500 |
29-220 |
58-580 |
127-850 |
80-600 |
80-600 |
80-600 |
58-580 |
60-580 |
120-620 |
|
Скорости сварки, м/ч |
16-126 |
12-120 |
14-110 |
- |
- |
- |
- |
- |
- |
- |
- |
|
Номинальный сварочный ток, А |
1000 |
1000 |
1500 |
450 |
500 |
500 |
500 |
520 |
450 |
450 |
350 |
|
Пределы регулирования сварочного тока, А... |
400-1200 |
400-1000 |
300-1500 |
- |
- |
80-650 |
200-500 |
80-600 |
- |
- |
- |
|
Напряжение питающей сети, В |
220; 380 |
220; 380 |
220; 380 |
220; 380 |
220; 380 |
220; 380 |
220; 380 |
220; 380 |
380 |
220; 380 |
220; 380 |
|
ПВ, % |
- |
- |
65 |
65 |
65 |
65 |
65 |
65 |
65 |
65 |
65 |
|
ПР, % |
60 |
65 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
Масса электродной проволоки в кассете, кг |
10 |
10 |
25 |
- |
- |
8 |
8 |
8 |
12 |
- |
- |
|
Емкость бункера для флюса, дц3 |
4,5 |
9,0 |
20 |
- |
- |
- |
- |
- |
- |
- |
- |
|
Длина шлангового провода, м |
- |
- |
- |
3,5 |
3,0 |
3,5 |
3,5 |
3,5 |
3,5 |
3,5 |
3,1 |
|
Габаритные размеры, мм: |
|
|
|
|
|
|
|
|
|
|
|
|
длина |
740 |
850 |
760 |
900 |
960 |
440 |
330 |
330 |
760 |
900 |
900 |
|
ширина |
350 |
530 |
710 |
660 |
660 |
300 |
280 |
280 |
500 |
660 |
660 |
|
высота |
520 |
490 |
1750 |
420 |
560 |
340 |
325 |
325 |
550 |
420 |
420 |
|
Масса механизма, кг |
42 |
48 |
160 |
25,5 |
35 |
20 |
23 |
25 |
16,5 |
25,5 |
20,0 |
|
Масса шкафа управления, кг |
50 |
100 |
80 |
31,5 |
- |
- |
- |
35 |
23 |
- |
- |
____________
* Указывать: С - ступенчатое регулирование; П - плавное; Г - сварка в СО2; Ф - сварка под флюсом.
Приложение 5
Расчет скорости охлаждения металла зоны термического влияния в субкритическом интервале температур1
______________
1 Рыкалин Н.Н. и Фридлянд Л.А. Сварка строительной стали повышенной прочности. Стройвоенмориздат, 1948.
Порядок расчета
1. По диаграмме изотермического распада аустенита для свариваемой стали устанавливается средняя расчетная температура интервала наименьшей устойчивости аустенита Тm. Допускается принимать для углеродистой стали 16Д Тm = 500 °С, для низколегированных сталей 15ХСНД и 10ХСНД Тm = 520 °С.
2. Принимается определенный режим сварки и в соответствии с ним исчисляется значение эффективной тепловой мощности дуги по формуле
![]() ,
,
затем определяется значение погонной энергии по формуле
![]() ;
;
здесь q - эффективная тепловая мощность дуги, кал/с;
Iсв - сварочный ток, А;
Uд - напряжение на дуге, В;
qп - погонная энергия при сварке, кал/см;
Vсв - скорость сварки, м/ч;
h - эффективный к.п.д. процесса нагрева металла сварочной дугой, значение которого принимается по табл. П.5.1.
Таблица П.5.1
|
Значение h для: |
|
|||
|
ручной сварки металлическим электродом |
автоматической сварки под флюсом АН-348-А или ОСЦ-45 |
|
||
|
при наплавке на плоскость |
углового соединения или первого слоя стыкового соединения в разделку |
при наплавке на плоскость |
углового или стыкового соединения в разделку |
|
|
0,7-0,75 |
0,75-0,80 |
0,80-0,85 |
0.85-0,90 |
|
3. Определяется среднее значение безразмерного критерия по формуле
 ,
,
где С - удельная теплоемкость, кал/г °С;
g - плотность металла, г/см3;
Сg = 1,15¸1,30 - для углеродистых сталей, кал/°С×см3;
Сg = 1,25 - для низколегированных сталей, кал/°С×см3;
d - толщина свариваемого металла, см;
Т0 - начальная температура свариваемого металла.
При этом, вместо исчисленного значения погонной энергии сварки ![]() и истинной толщины
металла d подставляются приведенные
их значения, полученные путем умножения
и истинной толщины
металла d подставляются приведенные
их значения, полученные путем умножения ![]() и d на коэффициенты, указанные
в табл. П.5.2.
Этими коэффициентами в расчет вводятся поправки на влияние конструктивной формы
соединения.
и d на коэффициенты, указанные
в табл. П.5.2.
Этими коэффициентами в расчет вводятся поправки на влияние конструктивной формы
соединения.
Таблица П.5.2
|
Коэффициент приведения |
|||
|
1-й слой V-образного соединения, высота слоя h = 0,4d |
Наплавка, однопроходная сварка стыкового соединения без разделки кромок |
Первый слой таврового или нахлесточного соединения |
|
|
|
3/2 |
1 |
2/3 |
|
d |
3/2 |
1 |
1 |
4. По графику рис. П.5.1. определяется значение
критерия ![]() , соответствующего исчисленному выше значению критерия
, соответствующего исчисленному выше значению критерия ![]() .
.
При пользовании графиком соблюдаются следующие правила:
Во всех других случаях
сварки при наложении первого слоя шва или наплавке ![]() определяют:
определяют:
при ![]() ³ 2,5 - также по пересечению ординаты с кривой «тонкая пластина»;
³ 2,5 - также по пересечению ординаты с кривой «тонкая пластина»;
при 0,4 £ ![]() £< 2,5 - по пересечению с кривой «пластина конечной толщины»;
£< 2,5 - по пересечению с кривой «пластина конечной толщины»;
при ![]() < 0,4 значение
< 0,4 значение ![]() равно 1, что
соответствует полубесконечному телу.
равно 1, что
соответствует полубесконечному телу.
Знак минус у критерия ![]() означает охлаждение
металла.
означает охлаждение
металла.
Рис. П.5.1. Зависимость безразмерных критериев:
1 - полубесконечное тело; 2 - пластина конечной толщины; 3 - тонкая пластина
5. Определяется скорость охлаждения околошовной зоны при температуре Тm по формуле
 ,
,
где l - коэффициент теплопроводности в кал/сек°С, расчетное значение которого для углеродистых и низколегированных сталей в интервале температур нагрева при сварке составляет 0,09-0,095 кал/см.×сек°С.
Если значение ![]() больше 5, скорость
охлаждения исчисляется непосредственно по формуле
больше 5, скорость
охлаждения исчисляется непосредственно по формуле
 .
.
Примеры расчетов скорости охлаждения металла зоны термического влияния в субкритическом интервале температур:
Пример 1.
Определить режимы наплавки валика на пластину из низколегированной стали 15ХСНД толщиной 32 мм при следующих условиях:
наплавка производится сварочным трактором ТС-17 с использованием сварочной проволоки марки Св-08ГА и Св-08А диаметром 5 мм в сочетании с флюсами марки АН-348-А и ОСЦ-45 соответственно;
температура окружающей среды при наплавке + 20 °C;
скорость охлаждении металла зоны термического влияния должна находиться в пределах 8-15 °С/с.
Расчет.
Вариант А.
1. Задаемся следующим режимом наплавки:
Iсв = 700 А; Uд = 32 В; Vсв = 25 м/ч = 0,7 см/с.
2. Определяем Т×пл; для стали марки 15ХСНД она равняется 520 °С.
3. Определяем эффективную тепловую мощность сварочной дуги:
h = 0,85; тогда q = 0,24 ´ 700 ´ 32 ´ 0,85 = 4400 кал/с.
4. Определяем значение погонной энергии:
![]() кал/см.
кал/см.
5. Определяем
значение безразмерного критерия ![]() .
.
При этом в формулу подставляем приведенные значения погонной энергии и толщины металла с учетом коэффициентов приведения, указанных в табл. П.5.2. В данном случае оба коэффициента равны единице.
Подставляя в формулу значения остальных величин, получим:
 .
.
6. По графику
рис. П.5.1
определяем значение критерия ![]() , соответствующего значению критерия
, соответствующего значению критерия ![]() = 0,63, по
пересечению с кривой 2.
= 0,63, по
пересечению с кривой 2.
Критерию ![]() = 0,63 соответствует
значение критерия
= 0,63 соответствует
значение критерия ![]() = 0,94.
= 0,94.
7. Определяем скорость охлаждения, принимая значение l = 0,092.
 %.
%.
Полученная скорость охлаждения металла зоны термического влияния выходит за пределы допустимой (8-15 %), следовательно, принятый режим сварки оказался непригодным.
Вариант Б.
1. Для тех же условий примем режим сверки большей мощности:
Iсв = 800 А; Uд = 35 В; Vсв = 19,5 м/ч = 0,54 см/с.
2. Тm = 520 °C.
3. q = 0,24IсвUдh = 0,24×800×35×0,82 = 5500 кал/с.
4. ![]() кал/см.
кал/см.
5. 
6. ![]()
7.  °С/с
°С/с
Найденная скорость охлаждения зоны термического влияния находится в обусловленных пределах, следовательно, выбранный режим является удовлетворительным.
Пример 2.
Определить режимы сварки стыкового соединения с V-образной разделкой кромок из стали марки 15ХСНД толщиной 32 мм при тех же условиях, что и для наплавки на пластину.
1. Принимает уже опробованный при наплавке режим сварки:
Iсв = 800 А; Uд = 35 В; Vсв = 19,5 м/ч = 0,54 см/с.
2. Тm = 520 °C.
3. h = 0,85; q = 0,24IсвUдh = 0,24 ´ 800 ´ 35 ´ 0,85 = 5700 кал/с.
4. ![]() кал/см.
кал/см.
5  .
.
Согласно п. 3 в эту формулу введем приведенные значения из табл. П.5.2. для Х-образного соединения; коэффициенты приведения для обеих величин равны 3/2.
Подставляя их в формулу получим
 .
.
6. По графику
рис. П.5.1
(пересечение с кривой 2) находим
значение для -![]() для
для ![]() = 0,7.
= 0,7.
![]()
7.  °С/с
°С/с
Найденная скорость охлаждения находится в обусловленных пределах, следовательно, выбранный режим является пригодным для сварки вышеуказанных соединений.
Аналогичным путем определяются режимы сварки и для других случаев.
Приложение 6
Журнал
проверки выполнения утвержденной технологии и режимов сварки по цеху №
_________ завода _________________________________
|
Дата проверки (число, месяц, год) |
Участок (ф. и. о. мастера). Бригада (ф. и. о. бригадира). Сварщик (ф. и. о., № удостоверения и клеймо) |
Наименование свариваемого элемента, № чертежа, № заказа, тип сварного соединения, толщина металла, размер катета шва и т.п. |
Выполнение требований по подготовке соединения под сварку (зачистка, предварительные деформация, подогрев в т.п.) |
Режимы сварки: по утвержденной технологии фактические при проверке |
||||||
|
Род тока |
Полярность |
dэл, мм |
lсв, А |
Uд, В |
Vсв, м/ч |
Vэл, м/ч |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Продолжение приложения 6
|
Применяемые материалы: по утвержденной технологии фактические данные по маркам материалов и качеству их подготовки |
Краткие сведения об обнаруженных отклонениях или нарушениях технологии |
Подписи членов комиссии (ф. и. о. и должность) |
Отметка об устранении замечаний комиссии с указанием даты |
Подписи начальника цеха, мастера, бригадира, сварщика, контрольного мастера ОТК |
||||
|
Сварочная проволока |
Гранулят |
Флюс |
Электроды |
Защитный газ |
||||
|
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
СОДЕРЖАНИЕ
|
|