|
||||||||||||||||||||||||
ГОСТ 6532-77
(ИСО 3295-75)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПИЛЫ ЛЕНТОЧНЫЕ
ДЛЯ РАСПИЛОВКИ ДРЕВЕСИНЫ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Москва
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
РАЗРАБОТЧИКИ
В.Г. Морозов, Е.И. Сапожников, М.В. Лопачева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 25.05.77 № 1330
Изменение № 3 принято Межгосударственным Советом по стандартизации, метрологии и сертификации 15.04.94 (отчет Технического секретариата № 2)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа стандартизации |
|
Республика Белоруссия |
Госстандарт Белоруссии |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Туркменистан |
Главная государственная инспекция Туркменистана |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3. ВЗАМЕН ГОСТ 6532-53
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер раздела, пункта |
Обозначение НТД, на который дана ссылка |
Номер раздела, пункта |
|
ГОСТ 8026-92 |
|||
|
ГОСТ 1435-90 |
ГОСТ 9013-59 |
||
|
ГОСТ 2283-79 |
|||
|
ГОСТ 18088-83 |
|||
|
ГОСТ 23677-79 |
|||
|
ГОСТ 5950-73 |
|
|
5. Ограничение срока действия снято по протоколу № 2-92 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 2-93)
6. ПЕРЕИЗДАНИЕ (ноябрь 1998 г.) с Изменениями № 1, 2, 3, утвержденными в марте 1983 г., декабре 1987 г., сентябре 1995 г. (ИУС 7-83, 3-88, 12-95)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ПИЛЫ ЛЕНТОЧНЫЕ ДЛЯ РАСПИЛОВКИ ДРЕВЕСИНЫ Технические условия Band saws for sawing of wood. Specifications |
ГОСТ |
Дата введения 01.07.78
Настоящий стандарт распространяется на ленточные пилы для распиловки древесины хвойных и лиственных пород на столярных и делительных ленточнопильных станках.
Требования стандарта являются обязательными, кроме пп. 1.4, 2.2, 2.7, 2.15, 2.18, 4.1, 4.3, 4.3а.
(Измененная редакция, Изм. № 2, 3).
1. ТИПЫ, КОНСТРУКЦИЯ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Пилы должны изготовляться трех типов:
1 - узкие;
2 - широкие с зубьями нормального профиля;
3 - широкие с удлиненной впадиной.
1.2. Конструкция и основные размеры пил должны соответствовать указанным на черт. 1-3 и в табл. 1-3.
Тип 1
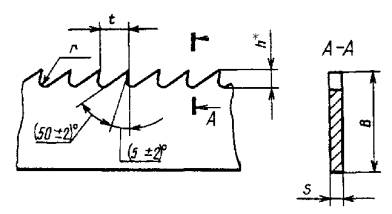
* Размер для справок.
Черт. 1
Таблица 1
мм
|
Применяемость |
Длина пилы +100 |
В +1,0 -1,5 |
s |
t ±0,3 |
h |
r ±0,5 |
|
|
3405-0061 |
|
4000 |
6,3* |
(0,4)* |
(3,2)* |
3 |
1,5 |
|
3405-0062 |
0,5* |
4,0* |
|||||
|
3405-0063 |
(0,6)* |
(5)* |
|||||
|
3405-0064 |
10,0* |
(0,4)* |
(4,0)* |
||||
|
3405-0065 |
0,5* |
6,3* |
|||||
|
3405-0021 |
0,6 |
6,0 |
|||||
|
3405-0066 |
(0,6)* |
(6,3)* |
|||||
|
3405-0067 |
12,5* |
(0,5) |
(6,3) |
||||
|
3405-0068 |
0,6* |
6,3* |
|||||
|
3405-0022 |
15,0 |
0,6 |
6,0 |
||||
|
3405-0069 |
16,0* |
(0,5)* |
(6,3)* |
4 |
2,0 |
||
|
3405-0071 |
0,6* |
6,3* |
|||||
|
3405-0072 |
20* |
0,5* |
6,3* |
||||
|
3405-0023 |
0,7* |
8,0* |
|||||
|
3405-0073 |
6000 |
25* |
0,5* |
6,3* |
5 |
2,5 |
|
|
3405-0074 |
0,7* |
8,0* |
|||||
|
3405-0075 |
(30)* |
(0,7)* |
(10,0)* |
||||
|
3405-0024 |
30 |
0,8 |
10,0 |
||||
|
3405-0076 |
32* |
0,7* |
10,0* |
||||
|
3405-0077 |
(35)* |
(0,7)* |
(10,0)* |
||||
|
3405-0025 |
40* |
0,8* |
10,0* |
||||
|
3405-0078 |
(45)* |
(0,8)* |
(10,0)* |
6 |
3,0 |
||
|
3405-0026 |
50* |
0,9* |
12,0 |
||||
|
3405-0079 |
12,5* |
||||||
|
3405-0027 |
60 |
0,9* |
12,0 |
||||
|
3405-0081 |
63* |
12,5* |
* Размеры пил - по ИСО 3295-75. Размеры, указанные в скобках, применять не рекомендуется.
Тип 2
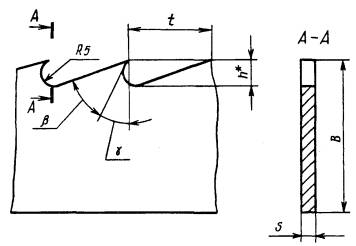
* Размер для справок.
Черт. 2
Таблица 2
Размеры, мм
|
Обозначение пил |
Применяемость |
Длина пилы +100 |
В ±3 |
s |
t ±0,5 |
h |
g |
b |
|
Пред. откл. ±2° |
||||||||
|
3405-0028 |
|
7000 |
85 |
1,0 |
30 |
10 |
20° |
50° |
|
3405-0029 |
|
100 |
1,0 |
|||||
|
3405-0031 |
|
8500 |
125 |
1,0 |
||||
|
3405-0032 |
|
1,2 |
||||||
|
3405-0033 |
|
1,0 |
50 |
13 |
30° |
45° |
||
|
3405-0034 |
|
1,2 |
||||||
|
3405-0035 |
|
150 |
1,2 |
30 |
10 |
20° |
50° |
|
|
3405-0037 |
|
1,2 |
50 |
13 |
30° |
45° |
||
|
3405-0039 |
|
9000 |
175 |
1,2 |
30 |
10 |
20° |
50° |
|
3405-0042 |
|
1,2 |
50 |
13 |
30° |
45° |
||
Тип 3
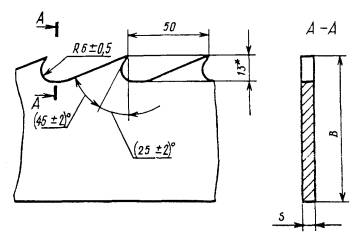
Черт. 3
* Размер для справок
Таблица 3
мм
|
Применяемость |
Длина пилы +100 |
В ±3 |
s |
|
|
3405-0044 |
|
8500 |
125 |
1,0 |
|
3405-0045 |
|
1,2 |
||
|
3405-0046 |
|
150 |
1,2 |
|
|
3405-0048 |
|
9000 |
175 |
1,2 |
Пример условного обозначения пилы типа 2 шириной В = 150 мм, толщиной s = 1,2 мм, шагом t = 30 мм:
Пила 3405-0035 ГОСТ 6532-77.
(Измененная редакция, Изм. № 1, 2).
1.3. По заказу потребителя пилы должны изготовляться кратных длин в соответствии с табл. 1-3.
1.4. Форма плющеного, сформованного и заточенного зуба указана в приложении.
(Измененная редакция, Изм. № 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Пилы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Пилы изготовляются из инструментальной стали марки 9ХФ по ГОСТ 5950.
Допускается изготовлять пилы из сталей других марок.
(Измененная редакция, Изм. № 3).
2.2а. Пилы, изготовленные из сталей других марок, не должны уступать пилам из стали 9ХФ по стойкости и механической прочности.
2.3. Пилы должны изготовляться из холоднокатаной ленты по ГОСТ 2283:
типа 1 - нормальной точности;
типа 2, 3 - повышенной точности.
2.2а, 2.3. (Введены дополнительно, Изм. № 3).
2.4. Твердость пил толщиной до 1,0 мм должна быть HRA 70...74, толщиной свыше 1,0 мм - 40.... 44 HRCЭ.
Твердость стали в разных точках пилы не должна отличаться более, чем на 3 единицы HRA или на 3 единицы НRСЭ.
(Измененная редакция, Изм. № 1, 2).
По контуру зубьев не должно быть заусенцев высотой более 0,2 мм.
(Измененная редакция, Изм. № 3).
2.8. Параметр шероховатости боковых поверхностей пилы должен быть Ra £ 1,25 мкм по ГОСТ 2789.
(Измененная редакция, Изм. № 3).
0,10 - для пил шириной от 10 до 85;
0,15 - для пил шириной св. 85 до 125;
0,20 - для пил шириной св. 125.
(Измененная редакция, Изм. № 1).
2.10. Разность размеров ширины пилы не должна быть более, мм:
0,5 - для пил типа 1;
0,75 - для пил типов 2 и 3.
2.11. Разность размеров толщины пилы на ее длине не должна быть более 0,05 мм для пил типа 1 и 0,06 мм для пил типов 2 и 3.
2.12. Разность двух любых шагов зубьев пилы не должна быть более, мм:
0,3 - для пил типа 1;
0,5 - для пил типов 2 и 3.
2.13. Разность значений твердости пилы, размеров ширины, толщины и шага при кратных размерах пилы должна измеряться на длине 10 м.
(Измененная редакция, Изм. № 3).
0,5 - для пил шириной от 10 до 60;
0,35 - для пил шириной св. 60.
(Измененная редакция, Изм. № 2).
2.15. Допуск прямолинейности поверхности, противоположной зубьям пилы, на длине 6 м должен быть, мм:
15 - для пил шириной от 10 до 30;
10 - для пил шириной св. 30.
Вогнутость на длине 6 м не допускается.
(Измененная редакция, Изм. № 1).
Развод зубьев осуществляют поочередным отгибом их в одну и другую стороны. Отгибают часть зуба на расстоянии 0,3-0,5 его высоты от вершины.
2.17. Зубья пил типов 2 и 3 должны обладать способностью к расплющиванию вершин (без появления трещин и выкрашиваний) с уширением на каждую сторону до 0,7 толщины пилы.
2.18. Средний ![]() и 95 %-ный Ту
периоды стойкости пил, при условиях испытаний, указанных в разд. 4, не
должны быть менее
и 95 %-ный Ту
периоды стойкости пил, при условиях испытаний, указанных в разд. 4, не
должны быть менее ![]() = 40 мин, Ту
= 20 мин.
= 40 мин, Ту
= 20 мин.
(Измененная редакция, Изм. № 2, 3).
2.19. Критерием затупления пил является увеличение параметра шероховатости Rm обработанной поверхности более 800 мкм.
(Введен дополнительно, Изм. № 2).
2.20. На боковой поверхности пил должны быть четко нанесены:
товарный знак предприятия-изготовителя;
обозначение пилы.
(Измененная редакция, Изм. № 3).
2.21. К рулону должна быть привязана металлическая бирка с указанием:
товарного знака предприятия-изготовителя;
обозначения пилы;
длины пилы в рулоне.
2.21, 2.22. (Введены дополнительно, Изм. № 2).
2.23. (Исключен, Изм. № 3).
2.24. Транспортная маркировка, маркировка потребительской тары и упаковка - по ГОСТ 18088.
(Измененная редакция, Изм. № 3).
3. ПРИЕМКА
Приемка - по ГОСТ 23726.
Разд. 3. (Измененная редакция, Изм. № 3).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Стойкость пил должна проверяться на ленточнопильных станках, соответствующих установленным для них нормам точности при продольной распиловке хвойных и лиственных пиломатериалов влажностью 12-30 % не ниже 3-го сорта по ГОСТ 8486 и ГОСТ 2695.
(Измененная редакция, Изм. № 2).
Параметр шероховатости передних и задних поверхностей заточенных зубьев Rz £ 20 мкм по ГОСТ 2789.
4.3. Пилы должны быть испытаны при скорости резания 40 м/с и при высоте пропила и подаче на зуб, указанных в табл. 4.
Таблица 4
мм
|
Высота пропила, не менее |
Подача на зуб, не менее |
Ширина пилы |
Высота пропила, не менее |
Подача на зуб, не менее |
|
|
10-20 |
50 |
0,05 |
85-125 |
200 |
0,4 |
|
30, 40 |
0,10 |
150, 175 |
0,5 |
||
|
50, 60 |
0,20 |
|
(Измененная редакция, Изм. № 2, 3).
4.4. Отклонение от прямолинейности поверхности пил на длине 1 м (п. 2.14) проверяют при помощи поверочной линейки по ГОСТ 8026 и набора щупов.
При проверке пилы типа 1 натягивают при помощи груза массой:
5 кг при толщине пил 0,6 мм;
10 кг при толщине пил 0,7 мм;
15 кг »......... »......... » 0,8 мм;
20 кг »......... »......... » 0,9 мм.
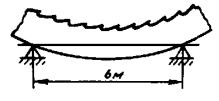
Черт. 4
4.5. Отклонение от прямолинейности поверхности, противоположной зубьям пилы на длине 6 м (п. 2.15), проверяют по схеме, приведенной на черт. 4.
Пилы типа 1 при контроле натягивают при помощи груза массой, указанной в п. 4.4.
4.4, 4.5. (Измененная редакция, Изм. № 2).
4.6. Допуск прямолинейности пильного полотна (п. 2.9) должен проверяться по всей длине, для чего развернутое полотно последовательными участками накладывают на поверочную плиту длиной не менее 2 м. Допуск измеряют щупом при наложении поперек полотна поверочной линейки.
4.7. Способность зубьев пил типа 1 к разводу (п. 2.16) должна проверяться не менее чем на шести зубьях каждого рулона поочередным отгибанием их в ту и другую сторону. Отгиб должен обеспечивать остаточную деформацию (развод) не менее 0,4 мм.
4.8. Твердость пил (п. 2.4) должна проверяться по ГОСТ 9013 при помощи твердомера ТР по ГОСТ 23677.
(Измененная редакция, Изм. № 2).
4.9. Внешний вид (пп. 2.5 и 2.6) проверяют визуально.
4.10. (Исключен, Изм. № 2).
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 18088.
Разд. 5. (Измененная редакция, Изм. № 2).
ПРИЛОЖЕНИЕ
Рекомендуемое
ФОРМА ЗУБА
разведенного плющеного, сформованного и заточенного
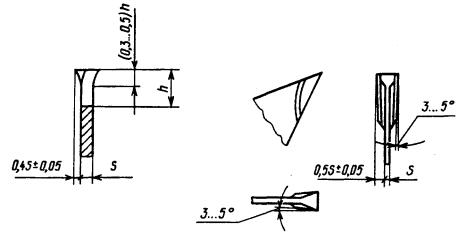
(Измененная редакция, Изм. № 2).
СОДЕРЖАНИЕ
|
|