|
||||||||||||||||||||||||
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СОВЕТА МИНИСТРОВ СССР ПО ДЕЛАМ СТРОИТЕЛЬСТВА
ГОССТРОЙ СССР
СНиП III-18-75
Металлические конструкции
Глава СНиП III-18-75 «Металлические конструкции» разработана проектным институтом Промстальконструкция Минмонтажспецстроя СССР и ЦНИИпроектстальконструкция Госстроя СССР с участием ВНИИмонтажспецстроя Минмонтажспецстроя СССР, СКБ Мосгидростали и Энергосетьпроекта Минэнерго СССР и ЦНИИС Минтрансстроя.
С введением в действие главы СНиП III-18-75 отменяется глава СНиП III-В.5-62* «Металлические конструкции. Правила изготовления, монтажа и приемки».
В настоящей главе приведены ссылки на ГОСТы, действующиå на 1 января 1975 г., согласно «Указателю государственных стандартов СССР»; все последующие изменения ГОСТов должны учитываться при пользовании этой главой.
Редакторы - инженеры В.Г. Кривошея (Госстрой СССР), Л.М. Копп, Б.Я. Мойжес (институт Промстальконструкция), В,В. Волков (ЦНИИпроектстальконструкция) и канд. техн. наук К.П. Большаков (ЦНИИС Минтрансстроя).
СОДЕРЖАНИЕ
Государственный комитет Совета Министров СССР по делам строительства (Госстрой СССР) |
Строительные нормы и правила |
СНиП III-18-75 |
|
Металлические конструкции |
Взамен главы СНиП III-В.5-62* |
1. ОБЩИЕ ПРАВИЛА ДЛЯ ВСЕХ ВИДОВ КОНСТРУКЦИЙ
ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящая глава Строительных норм и правил содержит требования изготовления, монтажа и приемки стальных конструкций зданий и производственных сооружений (доменных цехов и газоочисток, цилиндрических вертикальных резервуаров для нефти и нефтепродуктов, мокрых газгольдеров, мачтовых и башенных сооружений объектов связи, гидротехнических сооружений, опор линий электропередачи напряжением свыше 1000 В, а также при изготовлении и приемке стальных конструкций мостов).
Правила настоящей главы распространяются на конструкции из углеродистой и низколегированной стали классов С38/23 - С60/45.
Правила настоящей главы не распространяются на конструкции из стали класса С60/45, подвергающиеся непосредственному воздействию вибрационных или динамических нагрузок, либо возводимые или эксплуатируемые в районах с расчетной температурой ниже минус 40°С и на конструкции, изготовление, монтаж и приемка которых должны производиться в соответствии с правилами, утвержденными Госгортехнадзором СССР.
|
Внесены Минмонтажспецстроем СССР |
Утверждены постановлением Государственного комитета Совета Министров СССР по делам строительства от 20 октября 1975 г. № 181 |
Срок введения в действие 1 января 1977 г. |
1.2. Стальные конструкции должны изготовляться и монтироваться в соответствии с чертежами КМД (конструкции металлические, деталировка), разработанными по рабочим чертежам КМ (конструкции металлические).
При разработке чертежей КМД следует учитывать требования, определяемые технологией монтажных работ (членение на отправочные элементы, указания по общим и контрольным сборкам, укомплектование деталями для сборки, установки и сварки на монтаже и др.), и технологические возможности предприятия-изготовителя.
Организация, разрабатывающая чертежи КМД, несет ответственность за соответствие их чертежам КМ, за расчетную прочность всех заводских и монтажных соединений конструкций, не предусмотренных чертежами КМ, за правильность размеров элементов конструкций и увязку их между собой, а также за выполнение требований, определяемых технологией монтажных работ. Отступления от чертежей КМ, как правило, не допускаются. В случае необходимости они должны быть согласованы с составителями чертежей КМ.
1.3. Изготовление и монтаж стальных конструкций должны производиться технически совершенными методами с механизацией работ, а также укрупнением отправочных элементов и обеспечением возможности укрупнения их на монтаже.
Изготовление и монтаж конструкций должны производиться в соответствии с инструкциями и руководствами, проектом производства работ и технологическими картами.
1.4. При изготовлении и монтаже стальных конструкций должен быть обеспечен контроль за выполнением правил настоящей главы, чертежей КМД, технологических карт, проекта производства работ с занесением результатов контроля в заводскую межцеховую сдаточную документацию или журналы промежуточной приемки, а также в исполнительную документацию на монтажные работы (акты, журналы).
Контроль должен осуществляться на следующих стадиях изготовления, монтажа и приемки при:
а) изготовлении деталей;
б) сборке элементов и конструкций под клепку, сварку или сбалчивание;
в) клепке, сварке и постановке болтов;
г) общей или контрольной сборке;
д) предварительном напряжении конструкций;
е) подготовке поверхностей под грунтование;
ж) подготовке поверхности под окраску;
з) грунтовании и окраске;
и) укрупнительной сборке и установке;
к) испытании конструкций.
Контроль за качеством при изготовлении конструкций осуществляется отделом технического контроля (ОТК) предприятия-изготовителя, а при монтаже - линейным инженерно-техническим персоналом.
1.5. Качество и марки материалов, применяемых в соответствии с проектом при изготовлении и монтаже конструкций, должны удовлетворять требованиям соответствующих стандартов и технических условий и удостоверяться сертификатами или паспортами заводов-поставщиков; в виде исключения допускается удостоверять качество и марки лабораторными испытаниями в соответствии с требованиями, установленными стандартами.
1.6. Изготовление стальных конструкций из стали классов до С52/40 включительно, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40° С и до минус 65° С включительно, следует производить при положительной температуре.
1.7. Для стали классов до С52/40 включительно при температуре ниже минус 25° С, а для стали класса С60/45 - при температуре ниже 0° С запрещаются ударные воздействия при изготовлении и монтаже, а также резка на ножницах и продавливание отверстий.
1.8. При изготовлении, монтаже и приемке стальных конструкций кроме общих правил настоящей главы следует руководствоваться соответствующими дополнительными правилами для отдельных видов сооружений, изложенными в последующих разделах настоящей главы.
ИЗГОТОВЛЕНИЕ
Хранение стали и сварочных материалов
1.9. Вся сталь должна быть проверена на соответствие ее действующим ГОСТам или техническим условиям (на основании документов), рассортирована, замаркирована, сложена по профилям, маркам и плавкам и перед подачей в производство выправлена, очищена от окалины, ржавчины, масла, влаги, снега, льда и других загрязнений.
Измененная редакция (Изм. № 1)
1.10. Сталь следует, как правило, хранить в закрытых помещениях с укладкой в устойчивые штабеля. При хранении стали на открытом воздухе, ей следует придавать уклон, обеспечивающий сток воды.
Стальные плоские подкладки и прокладки, используемые в штабелях, должны иметь кромки с закругленными углами, без заусенцев и завалов. При выполнении транспортных операций необходимо применять приспособления, исключающие образование остаточных деформаций и смятия стали.
1.11. Сварочные материалы (электроды, флюс, проволока) должны храниться отдельно по маркам и партиям в теплом и сухом помещении. Флюс, кроме того, следует хранить в закрытой таре.
Электроды и флюсы перед употреблением должны просушиваться или прокаливаться по режимам, указанным в технических условиях и паспортах, и храниться отдельно от непросушенных и непрокаленных. Сварочная проволока должна очищаться от ржавчины, жиров и других загрязнений.
На рабочее место сварщика флюс и электроды должны подаваться только в просушенном или прокаленном состоянии в количестве, необходимом для работы в одной смене. Для сварки стали класса С60/45 электроды должны подаваться непосредственно из сушильной печи с температурой не ниже плюс 45° С и должны быть использованы в течение 2 ч. У рабочего места электроды и флюс необходимо хранить в условиях, исключающих увлажнение.
Разметка, правка и гибка
1.12. Разметку следует производить с помощью рулеток, соответствующих точности второго класса по ГОСТ 7502-69, и линеек измерительных металлических по ГОСТ 427-56. При разметке необходимо учитывать припуски на механическую обработку и усадку от сварки, указываемые в технологической документации.
1.13. Правка стали должна производиться способами, исключающими образование вмятин, забоин и других повреждений на поверхности стали.
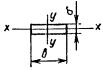
1.14.
Радиус кривизны ![]() деталей в расчетных
элементах при правке и гибке в холодном состоянии на вальцах и прессах не
должен быть меньше, а стрела прогиба f не должна быть больше
величин, приведенных в табл. 1.
деталей в расчетных
элементах при правке и гибке в холодном состоянии на вальцах и прессах не
должен быть меньше, а стрела прогиба f не должна быть больше
величин, приведенных в табл. 1.
Допускаемые отклонения при гибке и правке не должны превышать величин, приведенных в табл. 9.
1.15. Обработка деталей из стали классов до С46/33 включительно в горячем состоянии (давлением) должна производиться после нагрева до температуры 900 - 1000° С, а из стали классов С52/40 и С60/45, поставляемой в нормализованном состоянии, - до температуры 900 - 950° С; обработка должна прекращаться при температуре не ниже 700° С. Скорость охлаждения деталей после окончания обработки должна исключать закалку, коробление, появление трещин и надрывов. Термически улучшенную сталь нагревать до температуры выше 700° С запрещается. Запрещается правка стали путем наплавки валиков дуговой сваркой.
1.16. При гибке деталей из углеродистой стали на кромкогибочных прессах внутренние радиусы закругления должны быть не менее 1,2 толщины стали для конструкций, воспринимающих статическую нагрузку, и 2,5 толщины для конструкций, воспринимающих динамическую нагрузку, а из низколегированной стали - на 50% больше, чем для углеродистой. Внутренние радиусы закруглений в стали класса С60/45 должны быть не менее трех толщин стали. В деталях из низколегированной стали классов до С60/45 включительно до гибки, следует прострогать кромки, пересекающие линии сгиба, и удалить заусенцы.
|
Прокат |
Эскиз |
Относительно оси |
Радиус кривизны |
||||
|
при гибке |
при правке |
||||||
|
|
f |
|
f |
||||
|
Листовая, универсальная и полосовая сталь Универсальная и полосовая сталь (саблевидность) |
|
х - х у - у |
- |
- |
- |
|
|
|
Уголок |
|
х - х у - у |
45b1 45b2 |
|
90b1 90b2 |
|
|
|
Швеллер |
|
х - х у - у |
25h 25b |
|
50h 90b |
|
|
|
Двутавр |
|
х - х у - у |
25h 25b |
|
50h 50b |
|
|
|
Труба |
|
- |
30d |
- |
60d |
- |
|
|
Где l - длина погнутой части; |
|||||||
|
Примечания: 1. Правку универсальной и полосовой стали нагревом выпуклой стороны пламенем газовой горелки разрешается производить при любой стреле саблевидности |
|||||||
|
2 Минимальный
радиус кривизны при гибке листовых деталей, воспринимающих статическую
нагрузку, может быть принят равным 12,5 |
|||||||
|
3. Формулы
для определения стрелы прогиба f при правке и гибке стали действительны при длине хорды, не
превышающей 1,5 |
|||||||




Резка и обработка кромок
1.17. Кромки деталей из низколегированной стали классов до С60/45 включительно и термически улучшенной углеродистой стали, но подлежащие сварке или не полностью проплавляемые при сварке, после ручной кислородной резки и кромки деталей из стали всех классов после воздушно-дуговой резки подлежат механической обработке (строжке, фрезерованию, обработке абразивным инструментом.).
Механическая обработка производится на глубину, обеспечивающую удаление дефектов поверхности, но не менее 2 мм; поверхности кромок не должны иметь надрывов и трещин. При обработке абразивным кругом следы зачистки должны быть направлены вдоль кромок.
Кромки деталей из углеродистой стали класса С38/23 после ручной кислородной резки должны быть очищены и не иметь шероховатостей, превышающих 1 мм, а для конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40° С до минус 65° С включительно, - 0,5 мм.
1.18. Кромки деталей после машинной кислородной и плазменно-дуговой резки, не подлежащие сварке или не полностью проплавляемые при сварке, по шероховатости поверхности реза должны соответствовать второму классу по ГОСТ 14792-69 и во всех случаях не иметь неровностей, превышающих 0,3 мм.
Величина не перпендикулярности сопрягаемых кромок устанавливается по третьему классу ГОСТ 14792-69, но не более 2 мм.
Кромки деталей, работающих на растяжение, из низколегированной стали классов до С60/45 включительно, а также кромки всех расчетных деталей в конструкциях, непосредственно воспринимающих динамические или вибрационные нагрузки, либо эксплуатируемых в районах с расчетной температурой ниже минус 40° С и до минус 65° С включительно, не отвечающие по шероховатости поверхности реза вышеуказанным требованиям, подлежат механической обработке в соответствии с указаниями п.п. 1.17 и 1.86 настоящей главы. Отдельные места с высотой неровностей, превышающей 0,3 мм, а также выхваты, не выводящие размер детали за пределы допусков, в количестве не более одного на 1 м длины реза, допускается исправлять плавной зачисткой.
Кромки деталей из углеродистой стали класса С 38/23, не отвечающие по шероховатости поверхности реза вышеуказанным требованиям, допускается исправлять плавной зачисткой.
Примечание. В конструкциях, работающих на статическую нагрузку, допускается исправлять кромки, в которых имеются выхваты, заваркой по специальной технологии с последующей зачисткой мест исправления.
1.19. Кромки деталей, работающих на растяжение, из низколегированной стали классов до С60/45 включительно всех толщин и из углеродистой стали толщиной свыше 10 мм, кромки фасонок ферм из стали всех классов, а также кромки всех расчетных деталей в конструкциях, воспринимающих динамические нагрузки либо возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40°С и до минус 65° С включительно, после резки на ножницах подлежат механической обработке в соответствии с указаниями п. п. 1.17 и 1.86 настоящей главы.
Остальные кромки после резки на ножницах не должны иметь неровностей, заусенцев и завалов, превышающих 0,3 мм, и трещин.
Измененная редакция (Изм. № 1)
1.20. При температуре окружающего воздуха ниже минус 15°С кислородную резку кромок, подлежащих в дальнейшем механической обработке, деталей из низколегированной стали классов до С60/45 включительно следует производить с подогревом металла в зоне реза до 100° С.
1.21. При обработке кромок под сварку допускается применение резки (без последующей обработки) способами, обеспечивающими соблюдение допусков на размеры и форму .подготовки кромок, при этом отклонения прямолинейных кромок от проектного очертания определяются допусками на зазоры, установленными ГОСТ 5264-69, ГОСТ 8713-70 и ГОСТ 14771-69. После воздушно-дуговой резки стали классов С52/40 и С60/45 и после кислородной резки стали класса С60/45 необходима зачистка кромок абразивным инструментом.
Скосы по толщине на концах растянутых деталей (при сопряжении деталей разной толщины) в конструкциях, воспринимающих динамическую нагрузку, должны выполняться машинной кислородной резкой или механической обработкой и не должны иметь ступенек. Неровности и риски в детали должны быть сглажены, обработкой абразивным инструментом вдоль усилия
Измененная редакция (Изм. № 1)
1.22. На заготавливаемые детали расчетных элементов конструкций, оговоренных в чертежах КМ и КМД или дополнительных правилах настоящей главы, переносятся клеймением номера плавок. Клеймение номера плавки на деталях сварных элементов должно производиться не ближе 100 мм от мест наложения сварных швов при изготовлении и монтаже».
Измененная редакция (Изм. № 1)
1.23. Отклонения от заданных проектом размеров деталей, отправляемых на монтаж, не должны превышать величин, приведенных в табл. 8 настоящей главы.
Сборка
1.24. Сборка конструкций может производиться только из выправленных деталей и элементов, очищенных от заусенцев, грязи, масла, ржавчины, влаги, льда и снега.
При сборке конструкций и деталей не должно допускаться изменение их формы, не предусмотренное технологическим процессом, а при кантовке и транспортировании - остаточное деформирование их.
Перенос и кантовка краном тяжелых и крупногабаритных конструкций и их элементов, собранных только на прихватках, без применения приспособлений, обеспечивающих неизменяемость их формы, не допускается.
Собранные элементы, предъявленные и принятые ОТК под сварку и не сваренные после этого в течение 24 ч, должны быть повторно предъявлены ОТК.
1.25. Прихватки, предназначенные для соединения собираемых деталей, должны размещаться в местах расположения сварных швов.
Размеры сечения прихваток должны быть минимально необходимыми для обеспечения расплавления их при наложении швов проектного сечения. Длина прихваток в конструкциях, выполненных из стали классов до С52/40 включительно, должна быть не менее 50 мм и расстояние между прихватками - не более 500 мм, а в конструкциях из стали класса С60/45 - соответственно 100 и 400 мм при катете шва прихватки не более половины катета шва сварного соединения.
Сборочные прихватки конструкций должны быть выполнены рабочими, имеющими право на производство сварочных работ в соответствии с п. 1.33 настоящей главы, с применением тех же сварочных материалов и такого же качества, что и основные швы сварных соединений. Прихватка сборочных приспособлений, удаляемых после сборки, должна производиться с выполнением требований п.п. 1.42, 1.48, 1.49 настоящей главы.
Примечания: 1. На деталях, изготовленных из стали классов до С52/40 включительно, разрешается выполнение прихваток вне мест расположения швов для временного скрепления деталей в процессе их обработки (пакетного сверления, гибки и т. д.). Эти прихватки после выполнения своего назначения должны быть удалены, а места их размещения зачищены.
2. В сварных соединениях, осуществляемых автоматами и полуавтоматами, сборочные прихватки выполняются электродами, обеспечивающими заданную прочность с соблюдением требований п.п. 1.30, 1.42 и 1.43 к сварке данного материала.
1.26. Формы кромок и размеры зазоров при сборке сварных соединений, а также выводных планок должны соответствовать величинам, указанным в ГОСТ 5264-69, ГОСТ 8713-70 и ГОСТ 14771-69 на швы сварных соединений, а в конструкциях из стали класса С60/45 - в соответствии со специальными указаниями в чертежах КМ.
Все местные уступы и сосредоточенные неровности, имеющиеся на сборочных деталях, препятствующие плотному их соединению, надлежит до сборки устранять плавной зачисткой с помощью абразивного круга.
1.27. Пакеты из деталей, собранные под клепаные или болтовые соединения, должны быть плотно стянуты болтами, а отверстия в пакетах - совмещены сборочными пробками.
Плотность стяжки пакета при сборке проверяется щупом толщиной 0,3 мм, который не должен проходить вглубь между собранными деталями более чем на 20 мм, и остукиванием болтов контрольным молотком; болты при этом не должны дрожать или перемещаться.
Зазор между деталями в соединениях, для которых проектом предусмотрена плотная пригонка, не должен превышать 0,3 мм. При этом щуп такой толщины не должен проходить между приторцованными поверхностями деталей.
Обушки парных уголков, лежащих в одной плоскости, не должны быть смещены один относительно другого более чем на 0,5 мм в пределах узлов и прикреплений и более чем на 1 мм на других участках.
1.28. Общая сборка конструкций должна производиться путем последовательного соединения всех элементов конструкции или отдельных ее частей. При этом должна быть произведена подгонка всех соединений, включая рассверливание монтажных отверстий, и установлены фиксирующие устройства. На всех отправочных элементах должна быть проставлена индивидуальная маркировка и нанесены риски. При общей сборке кожухов листовых конструкций одновременно должно быть собрано не менее трех царг.
1.29. Каждый первый и в последующем каждый десятый экземпляр однотипных конструкций, изготовленных по кондукторам, должен проходить контрольную сборку, в процессе которой производится проверка соответствия изготовленных конструкций чертежам КМД.
В объем контрольной сборки однотипных конструкций должны входить все элементы и детали, изготовленные с применением всего комплекта кондукторов. Количество поставленных полномерных сборочных болтов и пробок должно быть не более 30% числа отверстий в группе, в том числе пробок - не более 3 шт.
Примечание. Периодичность контрольной сборки конструкций, изготовленных по кондукторам, может быть иной, если это предусмотрено в дополнительных правилах настоящей главы или в проекте.
Сварка
1.30. Сварка стальных конструкций должна выполняться высокопроизводительными механизированными способами.
Сварку стальных конструкций, следует производить по разработанному и контролируемому технологическому процессу, который должен обеспечить требуемые геометрические размеры швов и механические свойства сварных соединений.
Режим сварки углеродистой и низколегированной стали классов до С60/45 включительно и размеры швов сварных соединений должны обеспечивать следующие показатели пластичности и вязкости металла шва и околошовной зоны:
а) твердость по алмазной пирамиде не выше 350 единиц;
б) ударная вязкость на образцах типа VI по ГОСТ 6996-66 при отрицательной температуре, указанной в чертежах КМ, для стыковых соединений не ниже 3 кгс×м/см2, за исключением соединений, выполненных электрошлаковой сваркой
в) относительное удлинение не ниже 16%.
г) угол статического изгиба на образцах типа XXVII или XXVIII по ГОСТ 6996-66 (при диаметре оправки согласно ГОСТ на основной металл) - не менее:
120°-для углеродистых сталей;
80°-для низколегированных сталей толщиной 20 мм и менее;
60°-для низколегированных сталей толщиной более 20 мм
Примечания: 1. При сварке элементов из низколегированной стали для угловых швов с размерами катетов 4 - 7 мм допускается твердость металла шва и околошовной зоны до 400 единиц по алмазной пирамиде
2. Сварку решетчатых конструкций, номенклатура которых определяется дополнительными правилами для отдельных видов сооружений, разрешается производить по общим указаниям без специально разработанной технологической документации.
3. У одного из образцов с надрезом по линии сплавления стыкового соединения допускается снижение ударной вязкости не более чем не 0,5 кгс×м/см2 по отношению к норме для основного металла.
4. При необходимости применения для определения ударной вязкости образцов других типов (VII-XI по ГОСТ 6996-66) нормы ударной вязкости устанавливаются в чертежах КМ
Измененная редакция (Изм. № 1)
1.31. Сварочные работы должны осуществляться под руководством лица, имеющего документ о специальном образовании или подготовке в области сварки
Измененная редакция (Изм. № 1)
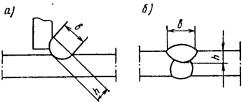
Рис. 1. Форма провара сварных соединений
а - углового шва; б - стыкового однопроходного шва
1.32. Сварочные работы должны осуществляться под руководством лица, имеющего удостоверение на право производства работ по сварке.
1.33. Ручная электродуговая сварка должна производиться электросварщиками, имеющими удостоверения, выданные им в соответствии с Правилами аттестации сварщиков, утвержденными Госгортехнадзором СССР.
Автоматическая и полуавтоматическая сварка должна производиться сварщиками, прошедшими обучение и получившими об этом соответствующие удостоверения. Сварщики должны на месте работы пройти испытание в условиях, тождественных с теми, при которых будет выполняться сварка конструкций.
Для сварки при температуре ниже минус 30°С сварщик должен пройти испытание при предусмотренной технологическим процессом отрицательной температуре. Сварщик, сдавший испытание, может быть допущен к сварке при температуре на 10°С ниже пробной.
1.34. Около шва сварного соединения должен быть проставлен номер или знак сварщика, выполнившего этот шов. Номер или знак проставляется на расстоянии не менее 4 см от границы шва, если нет других указаний в дополнительных правилах настоящей главы или в технологической документации.
1.35. При использовании металлопроката, не подвергнутого консервации, проплавляемые поверхности и прилегающие к ним зоны металла шириной не менее 20 мм, а также кромки листов в местах примыкания выводных планок перед сборкой должны быть очищены до чистого металла с удалением конденсационной влаги. При наличии на конструкциях ржавчины, грязи и т.п. непосредственно перед сваркой очистка должна быть повторена. Продукты очистки не должны оставаться в зазорах между собранными деталями.
1.36. Сварка стальных конструкций должна производиться после проверки правильности их сборки. Выполнение каждого валика многослойных швов сварных соединений допускается после очистки предыдущего валика, а также прихваток от шлака и брызг металла. Участки слоев шва с порами, раковинами и трещинами должны быть удалены до наложения следующего слоя.
1.37. При двусторонней сварке швов стыковых сварных соединений, а также угловых и тавровых сварных соединений с разделанными кромками со сквозным проплавлением необходимо перед выполнением шва с обратной стороны очистить корень шва до чистого бездефектного металла.
В процессе выполнения автоматической и полуавтоматической сварки при вынужденном перерыве в работе сварку разрешается возобновить после очистки концевого участка шва длиной 50 мм и кратера от шлака; этот участок и кратер следует полностью перекрыть швом.
1.38. Свариваемая поверхность и рабочее место сварщика должны быть ограждены от дождя, снега, сильного ветра и сквозняков.
При температуре наружного воздуха минус 15°С и ниже рекомендуется иметь вблизи рабочего места сварщика устройство для обогрева рук, а при температуре ниже минус 40°С - оборудовать тепляк.
1.39. Придание угловым швам вогнутого профиля и плавного перехода к основному металлу, а также выполнение стыковых швов без усиления, если это предусматривается чертежами КМ, должны, как правило, осуществляться подбором режимов сварки и соответствующим расположением свариваемых деталей. Механическая обработка швов производится способами, не оставляющими на их поверхности зарубок, надрезов и других дефектов.
1.40. Начало и конец шва стыкового сварного соединения, а также выполняемого автоматом шва углового и таврового сварного соединения должны выводиться за пределы свариваемых деталей на начальные и выводные планки. Эти планки удаляются кислородной резкой после окончания сварки. Места, где были установлены планки, следует зачищать. Зажигать дугу и выводить кратер на основной металл конструкции за пределы шва запрещается.
1.41. Допускаемые отклонения размеров сечения швов сварных соединений от проектных не должны превышать величин, указанных в ГОСТ 5264-69, ГОСТ 8713-70 и ГОСТ 14771-69, а в конструкциях из стали класса С60/45 - в соответствии с указаниями в чертежах КМ. Размеры углового шва должны обеспечивать его рабочее сечение а, определяемое величиной катета шва, указанной в чертежах КМ, и максимально допустимым зазорам, регламентированным указанными ГОСТами.
Риски от абразивной обработки после удаления выводных планок должны быть направлены вдоль кромок сваренных деталей. Все ожоги на поверхности основного металла сваркой должны быть зачищены абразивным кругом на глубину не менее 0,5 мм.
Ослабление сечения при обработке сварных соединений (углубление в основной металл) не должно превышать 3% толщины металла.
Для удаления поверхностных дефектов с торца шва механической обработкой разрешается углубляться с уклоном не более 1:20 на свободной кромке в толщину металла на величину 0,02 ширины свариваемого листа, но не более чем на 8 мм с каждой стороны, без подварки; после обработки торцов швов необходимо закруглять острые грани.
1.42. Ручную и полуавтоматическую дуговую сварку конструкций из стали классов до С52/40 включительно при температурах стали, ниже указанных в табл. 2, следует производить с предварительным подогревом стали в зоне выполнения сварки до 120 - 160°С на ширине 100 мм с каждой стороны соединения.
Таблица 2
|
Толщина стали, мм
|
Минимально допустимая температура, °С, стали |
|||
|
углеродистой |
низколегированной до класса С52/40 включительно |
|||
|
Швы сварных соединений в конструкциях |
||||
|
решетчатых |
листовых объемных и сплошностенчатых |
решетчатых |
листовых объемных и сплошностенчатых |
|
|
До 16 (включительно) |
-30 |
-30 |
-20 |
-20 |
|
Свыше 16 до 30 |
-30 |
-20 |
-10 |
0 |
|
Свыше 30 до 40 |
-10 |
-10 |
0 |
+5 |
|
Свыше 40 |
0 |
0 |
+5 |
+10 |
Сварка листовых объемных конструкций из стали толщиной более 20 мм должна производиться способами, обеспечивающими уменьшение скорости охлаждения: каскадом, горкой, двусторонней сваркой секциями.
Сварку конструкций из стали класса С60/45 следует производить при температуре не ниже минус 15°С при толщине стали до 16 мм и не ниже 0°С при толщине стали свыше 16 до 25 мм. При более низких температурах сварку стали указанных толщин следует производить с предварительным подогревом до температуры 120 - 160°С.
При толщине стали свыше 25 мм предварительный подогрев должен производиться во всех случаях, независимо от температуры окружающей среды.
1.43. Автоматическую сварку конструкций разрешается производить без подогрева:
а) из углеродистой стали толщиной до 30 мм, если температура стали не ниже минус 30° С, а при больших толщинах - не ниже минус 20°С;
б) из низколегированной стали толщиной до 30 мм, если температура стали не ниже минус 20°С, а при больших толщинах стали - не ниже минус 10°С.
1.44. Автоматическая сварка при температурах, менее указанных в п. 1.43, может производиться только на повышенных режимах, обеспечивающих увеличение тепловложения и снижение скорости охлаждения.
1.45. Электрошлаковая сварка конструкций из углеродистой и низколегированной стали может производиться без ограничения температуры стали.
1.46. При температуре стали ниже минус 5°С сварку следует производить от начала до конца шва без перерыва, за исключением времени, необходимого на смену электрода или электродной проволоки и зачистку шва в месте возобновления сварки.
Прекращать сварку до выполнения шва проектного размера и оставлять незаваренными отдельные участки шва не допускается. В случае, вынужденного прекращения сварки процесс, следует возобновлять после подогрева стали, в соответствии с технологическим процессом, разработанным для свариваемых конструкций.
1.47. Для конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40°С и до минус 65°С включительно, вырубка дефектов швов и основного металла при температурах ниже указанных в табл. 2 может выполняться после подогрева зоны сварного соединения до 100 - 120°С.
Заварку дефектных швов следует производить после подогрева этой зоны до 180 -200°С.
1.48. Качество швов сварных соединении для крепления сборочных и монтажных приспособлений должно быть не ниже качества основных швов.
1.49. Швы сварных соединений и конструкций по окончании сварки должны быть очищены от шлака, брызг и натеков металла. Приваренные сборочные приспособления надлежит удалять без применения ударных воздействий и повреждения основного металла, а места их приварки зачищать до основного металла с удалением всех дефектов.
1.50. Контроль качества швов сварных соединений стальных конструкций осуществляется методами, указанными в табл. 3.
1.51. По внешнему виду .швы сварных соединений должны удовлетворять следующим требованиям:
а) иметь гладкую или равномерно чешуйчатую поверхность (без наплывов, прожогов, сужений и перерывов) и не иметь резкого перехода к основному металлу. В конструкциях, воспринимающих динамические нагрузки, угловые швы должны выполняться с плавным переходом к основному металлу;
б) наплавленный металл должен быть плотным по всей длине шва, не иметь трещин и дефектов, выходящих за пределы, указанные в п. 1.56 настоящей главы;
в) подрезы основного металла допускаются глубиной не более 0,5 мм при толщине стали от 4 до 10 мм и не более 1 мм при толщине стали свыше 10 мм, за исключением случаев, приведенных в дополнительных правилах;
г) все кратеры должны быть заварены.
1.52. Для конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40°С и до минус 65°С включительно, при сварке допускаются: подрезы основного металла вдоль усилия и местные подрезы (до 25% длины шва) поперек усилия в соответствии с подпунктом 1.51 «в»; подрезы поперек усилия глубиной не более 0,5 мм при толщине стали до 20 мм и - 1 мм при толщине стали более 20 мм.
Метод контроля |
Конструкции |
|
1. Систематическая проверка выполнения заданного технологического процесса сборки и сварки |
Все типы конструкций |
|
2. Наружный осмотр 100% швов с проверкой размеров |
То же |
|
3. Выборочный контроль1 швов ультразвуковой дефектоскопией или просвечиванием проникающими излучениями1 |
Все типы конструкций, за исключением указанных в п.6 этой таблицы |
|
4. Испытание всех швов на плотность одним из следующих методов: опрыскиванием керосином; мыльной эмульсией (при избыточном давлении или вакууме) |
Листовые конструкции при толщине металла до 16 мм включительно, швы которых должны быть герметичными |
|
5. Испытание на плотность и прочность воздушным, гидравлическим или газовым давлением |
Резервуары, трубопроводы и сосуды. Испытательная среда и величина давления принимаются в соответствии с указаниями дополнительных правил настоящей главы или проекта |
|
6. Контроль физическими методами без разрушения контролируемых соединений |
Типы конструкций, методы и нормы контроля предусматриваются дополнительными правилами настоящей главы или проектом |
|
7. Механическое испытание контрольных образцов |
То же |
|
8. Металлографическое исследование макрошлифов на торцах швов контрольных образцов или на торцах стыковых швов сварных соединений |
То же |
|
1 Для выборочного контроля разрешается применять другие методы контроля согласно ГОСТ 3242-69, табл. 2. |
|
1.53. Выборочный контроль швов сварных соединений согласно табл. 3 п. 3 настоящей главы производится, как правило, в местах пересечения швов и в местах с признаками дефектов.
Если в результате выборочного контроля будет установлено неудовлетворительное качество шва, контроль продолжают до выявления фактических границ дефектного участка, после чего весь шов на этом участке удаляют, вновь заваривают и проверяют повторно.
1.54. Проверку герметичности швов сварных соединений керосином следует производить обильным опрыскиванием стыковых швов и введением керосина под нахлестку. Обработка швов керосином должна производиться не менее двух раз с перерывом 10 мин. На противоположной стороне, покрытой водной суспензией мела или каолина, в течение 4 ч при положительной и 8 ч при отрицательной температуре окружающего воздуха не должно появляться пятен.
1.55. При проверке плотности швов сварных соединений избыточным давлением воздуха или вакуумом на поверхности шва, покрытой мыльной эмульсией, не должны появляться пузыри.
1.56. Допускаются следующие дефекты швов сварных соединений, которые обнаруживаются физическими методами контроля (за исключением случаев, оговоренных в дополнительных правилах):
а) непровары по сечению швов в соединениях, доступных сварке с двух сторон, глубиной до 5% толщины металла, но не больше 2 мм при длине непроваров не более 50 мм, расстоянии между ними не менее 250 мм и общей длине участков непровара не более 200 мм на 1 м шва;
б) непровары в корне шва в соединениях без подкладок, доступных сварке только с одной стороны, глубиной до 15% толщины металла, но не свыше 3 мм;
в) отдельные шлаковые включения или поры либо скопления их (по группе А и В ГОСТ 7512-69) размером по диаметру не более 10% толщины свариваемого металла, но не свыше 3 мм;
г) шлаковые включения или поры, расположенные цепочкой вдоль шва (по группе Б ГОСТ 7512-69), при суммарной их длине, не превышающей 200 мм на 1 м шва;
д) скопления газовых пор и шлаковых включений (по группе В ГОСТ 7512-69) в отдельных участках шва в количестве не более 5 шт. на 1 см2 площади шва при диаметре одного дефекта íå более 1,5 мм;
е) суммарная величина непровара, шлаковых включений и пор, расположенных отдельно или цепочкой (по группе А и Б ГОСТ 7512-69), не превышающая в рассматриваемом сечении при двусторонней сварке 10% толщины свариваемого металла, но не более 2 мм и при односторонней сварке без подкладок - 15%, нî не более 3 мм.
В конструкциях из стали класса С60/45 не допускаются дефекты швов, указанные в подпунктах «а» и «б».
Примечание. Шлаковые включения пли поры, образующие сплошную линию вдоль шва, не допускаются.
1.57. Для конструкций, возводимых пли эксплуатируемых в районах с расчетной температурой ниже минус 40°С и до минус 65°С включительно, не допускаются несплавления по кромкам, непровары в стыковых швах, а также непровары на участках угловых и тавровых соединений, где проектом предусмотрено сквозное проплавление.
В стыковых и угловых швах сварных соединений конструкций, воспринимающих динамические нагрузки, а также в статически нагруженных растянутых элементах допускаются единичные поры или шлаковые включения диаметром не более 1 мм для стали толщиной до 25 мм и не более 4% толщины для стали толщиной более 25 мм, в количестве не более четырех дефектов на участке шва длиной 400 мм. Расстояние между дефектами должно быть не менее 50 мм.
В стыковых и угловых швах статически нагруженных сжатых элементов допускаются единичные поры и шлаковые включения диаметром не более 2 мм в количестве не более шести дефектов на участке шва длиной 400 мм или не более одной группы этих же дефектов на этой же длине.
Расстояние между дефектами должно быть не менее 10 мм.
Примечание. Характер работы элементов принимается по чертежам КМ и КМД.
1.58. Если при выборочном контроле будут обнаружены недопустимые дефекты, то необходимо выявить границы дефектного участка дополнительным контролем вблизи мест с выявленными дефектами.
Если при дополнительном контроле будут также обнаружены недопустимые дефекты, контролю подвергается весь шов.
1.59. Трещины всех видов и размеров в швах сварных соединений не допускаются. Участок шва с трещиной должен быть засверлен (диаметр отверстия 5 - 8 мм) по границам трещины плюс 15 мм с каждой стороны ее, после чего исправлен в соответствии с п. 1.62, с раззенковкой и заваркой отверстий.
1.60. Пластины для механических испытаний контрольных образцов должны изготавливаться из той же стали, что и основное изделие. Пластины прихватываются к изделию таким образом, чтобы шов пластин выполнялся в том же пространственном положении, что и шов свариваемого изделия, и являлся его продолжением. Пластины свариваются тем же сварщиком, с применением тех же режимов сварки, материалов и оборудования, что и при сварке изделия.
1.61. Размеры пластин, а также форма и размеры образцов, и способ вырезки образцов из заготовок должны соответствовать ГОСТ 6996-66. При этом должны быть проведены следующие испытания:
а) на статическое растяжение стыкового сварного соединения - 2 образца; металла шва стыкового, углового и таврового соединения - по 3 образца;
б) на ударный изгиб металла шва стыкового соединения и околошовной зоны по линии сплавления - по 3 образца;
в) на статический изгиб стыкового соединения - 2 образца;
г) на твердость по алмазной пирамиде всех соединений из низколегированной стали классов до С60/45 включительно - не менее чем в четырех точках, как металла шва, так и околошовной зоны - на одном образце.
Нормируемые показатели механических свойств приводятся в дополнительных правилах настоящей главы или принимаются по нормам проектирования.
При неудовлетворительных результатах испытаний соответствующий шов должен быть удален, качество сварочных материалов и режимы сварки, а также квалификация сварщика дополнительно проверены.
1.62. Дефекты сварных соединений должны устраняться следующими способами: обнаруженные перерывы швов и кратеры завариваются; швы с другими дефектами, превышающими допускаемые, удаляются на длину дефектного места плюс по 15 мм с каждой стороны и завариваются вновь; подрезы основного металла, превышающие допускаемые, зачищаются и завариваются с последующей зачисткой, обеспечивающей плавный переход от наплавленного металла к основному.
Исправление негерметичных швов сварных соединений путем зачеканки запрещается.
Исправленные дефектные швы или части их должны быть вновь освидетельствованы.
1.63. Остаточные деформации конструкций, возникшие после сварки и превышающие величины, приведенные в табл. 9 настоящей главы, должны быть исправлены. Исправление должно быть произведено способами термического, механического или термомеханического воздействия с выполнением требований п.п. 1.13 - 1.15 настоящей главы.
Образование отверстий
1.64. Все монтажные отверстия должны быть образованы на проектный диаметр на предприятии-изготовителе, за исключением отверстий, оговоренных в проекте в соответствии с требованиями, определяемыми технологией монтажных работ.
Образование заводских и монтажных отверстий на меньший диаметр с. последующей рассверловкой на проектный производится только в случае, если это оговорено в чертежах КМ.
В конструкциях из стали класса С60/45 продавливание отверстий допускается при толщине стали до 10 мм включительно при номинальных диаметрах отверстий 15 - 25 мм.
1.65. Номинальные диаметры заклепок и болтов грубой и нормальной точности, а также высокопрочных и соответствующие им номинальные диаметры отверстий приведены в табл. 4 настоящей главы.
|
Метизы и отверстия |
Номинальный диаметр**, мм |
||||||||||
|
Стержни болтов грубой и нормальной точности, а также высокопрочных |
- |
12 |
14* |
- |
16 |
- |
20 |
24 |
27* |
30 |
36 |
|
Стержни заклепок |
12 |
- |
- |
16 |
- |
20 |
22 |
27 |
- |
- |
- |
|
Отверстия для: |
|
|
|
|
|
|
|
|
|
|
|
|
заклепок |
13 |
- |
- |
17 |
- |
21 |
23 |
28 |
- |
- |
- |
|
болтов невысокопрочных |
- - |
13* 15 |
15* - |
- - |
17* 19 |
- - |
21* 23 |
25* 28 |
28* - |
31* 33 |
- 39 |
|
болтов высокопрочных |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
21 23 25 |
25 28 30 |
- - - |
31 33 35 |
- - - |
|
* Применять только для конструкций опор линий электропередачи. |
|||||||||||
1.66. Номинальные диаметры отверстий для болтов повышенной точности принимаются равными номинальным диаметрам стержней болтов.
Отклонения величин диаметров отверстий для болтов повышенной точности не должны превышать приведенных в табл. 5 настоящей главы.
|
Номинальный диаметр отверстий, мм |
Допускаемое отклонение, мм |
|
Свыше 12 до 18 (включительно) |
+0,24; 0 |
|
Свыше 18 до 30 |
+0,28; 0 |
|
Свыше 30 до 48 |
+0,34; 0 |
|
Свыше 48 до 80 |
+0,4; 0 |
1.67. Сверление или рассверливание монтажных отверстий должно производиться после окончания клепки или сварки элементов.
Допускается сверление монтажных отверстий в сборочных деталях и ветвях при условии сборки элементов в кондукторах.
Рассверливание отверстий при общей сборке следует производить после окончания сборки и проверки всех размеров, включая ординаты строительного подъема.
1.68. Качество и отклонения в размерах отверстий для заклепок и болтов грубой и нормальной точности, а также высокопрочных должны удовлетворять требованиям, указанным в табл. 6 настоящей главы.
1.69. Заводские отверстия, выполненные на проектный диаметр для заклепок и болтов грубой и нормальной точности, а также высокопрочных, должны удовлетворять в собранной конструкции следующим требованиям:
калибр диаметром на 1,5 мм меньше номинального диаметра отверстия до прочистки отверстий должен пройти не менее чем в 75% отверстий каждой группы, в противном случае производится повторная сборка и проверка отверстий калибром;
если при повторной сборке количество отверстий, в которые пройдет калибр, будет менее 75% числа отверстий в группе, допускается производить рассверливание отверстий на следующий больший диаметр с проверкой прочности соединений расчетом.
1.70. Контроль качества и расположения монтажных отверстий, просверленных в элементах конструкций по кондукторам, производится:
а) проверкой, после контрольной сборки с выверкой строительного подъема, всех монтажных отверстий калибром диаметром на 1 мм меньше проектного диаметра отверстия. При этом калибр должен пройти не менее чем в 85% отверстий каждой группы.
В случае если калибр проходит менее чем в 85% отверстий каждой группы, а также в случае несоблюдения требований табл. 6 производится повторная контрольная сборка из других элементов данной конструкции. Если при повторной контрольной сборке качество отверстий не будет удовлетворять поставленным выше требованиям, кондукторы, по которым обрабатывались эти монтажные отверстия, подлежат исправлению, а все конструкции, изготовленные с применением этих кондукторов, подвергаются общей сборке для исправления дефектных отверстий способами, предусмотренными для заводских отверстий. Конструкции, в которых монтажные отверстия исправлены, должны иметь индивидуальную маркировку отправочных элементов;
б) проверкой сборочными кондукторами, приспособлениями (фиксаторами) или специальными контрольными шаблонами, позволяющими контролировать взаимное положение отверстий одновременно в нескольких монтажных узлах.
Таблица 6
|
Наименование отклонения |
Диаметр отверстий, мм |
Допускаемое отклонение, мм |
Допускаемое количество отклонений в каждой группе отверстий |
|||
|
для углеродистой стали |
для низколегированной стали классов до С60/45 включительно |
|||||
|
1. Отклонения диаметра просверленных отверстий под заклепки и болты, а также овальность их |
До 17 Более 17 |
0;+0,6 0;+1,5 |
Не ограничивается |
|||
|
2. Завалы размером более 1 мм и трещины в краях отверстий |
- |
- |
Не допускается |
|||
|
3. Чернота (несовпадение отверстий в отдельных деталях собранного пакета): до 1 мм свыше 1 до 1,5 мм |
|
|
|
|
|
|
|
до 1 мм |
- |
- |
До 50% |
До 10%* |
До 50%** |
|
|
свыше 1 до 1,5 мм |
- |
- |
До 10% |
Не допускается* |
До 10%** |
|
|
- |
- |
Не ограничивается |
До 20%* |
Не ограничивается** |
||
|
5. Косина более величин, указанных в п. 4 |
-- |
- |
Не допускается |
|||
|
6, Отклонение глубины зенковки |
- |
±0,4 |
Не ограничивается |
|||
|
Примечание. Диаметр продавленных отверстий со стороны матрицы не должен превышать номинальный диаметр отверстий более чем на 1,5 мм. |
||||||
1.71. Приемка рассверленных отверстий при общей сборке конструкций производится до ее разборки.
1.72. Заусенцы на краях отверстий должны быть удалены без снятия фасок. В местах прилегания головок заклепок к склепываемому пакету отверстия должны быть раззенкованы на 1,5 мм по глубине и диаметру.
Клепка
1.73. Нагрев заклепок из углеродистой стали должен производиться: при машинной клепке до температуры 650-700°С, при клепке пневматическим молотком до температуры 1000-1100°С; нагрев заклепок из низколегированной стали производится в обоих случаях до температуры 1000-1100°С.
1.74. Непосредственно перед клепкой отверстия должны быть очищены от грязи, ржавчины, масла, влаги, льда, снега и других загрязнений.
1.75. Сборочные болты и пробки не должны сниматься до окончания клепки всех свободных отверстий.
1.76. При толщине пакета более 3,5 диаметра заклепки следует применять заклепки с повышенными закладными головками и коническими стержнями.
1.77. Стержень заклепки должен после клепки плотно заполнить отверстие; заклепочные головки должны быть правильно сформированы, посажены центрально относительно оси стержня, плотно прилегать к поверхности склепываемой конструкции и иметь размеры, указанные в ГОСТ 10299-68, ГОСТ 10300-68 и ГОСТ 10301-68.
1.78. Качество поставленных заклепок должно контролироваться осмотром, проверкой щупом, шаблоном и шнуром, а также остукиванием в разных направлениях обеих головок заклепки контрольным молотком весом 0,3-0,4 кг.
1.79. Поставленные заклепки с дефектами, превышающими допустимые (табл. 7), должны быть забракованы и заменены.
Таблица 7
|
Дефект заклепки |
Требование |
|
1. Дрожание или перемещение головки под ударами молотка |
Не допускается |
|
2. Неплотное прилегание головки к склепываемому пакету |
Щyп толщиной 0,2 мм не должен проходить вглубь под головку более чем на 3 мм |
|
3. Трещиноватость или рябина головки |
Не допускается |
|
4. Зарубка головки |
Не более 2 мм |
|
5. Смещение головки с оси стержня |
Не более 0,1 диаметра стержня |
|
6. Маломерная и недооформленная головка |
Не более 0,05 диаметра стержня по высоте головки и 0,05 диаметра стержня в каждую сторону по диаметру головки, либо 0,1 диаметра стержня на всю головку |
|
7. Венчик вокруг головки |
Шириной не более 3мм, толщиной не менее 1,5 мм и не более 3 мм. Венчик толщиной менее 1,5 мм должен быть срублен |
|
8. Зарубка поверхности металла пакета обжимкой |
Не допускается |
|
9. Неполное заполнение потайной заклепки по диаметру головки |
Не более 0,1 диаметра стержня |
|
10. Избыток или недостаток по высоте потайной заклепки |
Не более 0,5 мм, если не мешает плотности прилегания другого элемента |
Контроль плотности заполнения отверстий производится при удалении заклепок, забракованных по поз. 2 - 7 и 9 табл. 7.
1.80. Удаление дефектных заклепок должно производиться без повреждения металла конструкции.
Грунтование, окраска, маркировка, приемка и отгрузка
1.81. Все стальные конструкции должны быть огрунтованы и окрашены на предприятии-изготовителе в соответствии с указаниями проекта.
1.82. При грунтовании и окраске должны соблюдаться следующие условия:
а) перед грунтованием стальные конструкции должны быть очищены от загрязнений и обезжирены;
б) грунтование может выполняться только после проверки качества очистки стальных конструкций, а нанесение покрасочных материалов-после проверки качества грунтования; при производстве работ надлежит соблюдать технологию, указываемую в ГОСТах и технических условиях на применяемые материалы;
в) в конструкциях не подлежат грунтованию и окраске зоны монтажной сварки на ширину 100 мм по обе стороны от шва, а также поверхности, оговоренные в чертежах, и соприкасающиеся поверхности монтажных соединений на высокопрочных болтах и заклепках;
г) грунтование и окраску следует производить при положительной температуре окружающего воздуха и конструкций (не ниже плюс 5°С); нанесение грунтовок и покрасочных материалов при отрицательной температуре допускается при применении материалов и методов производства работ, обеспечивающих надлежащее качество грунтования и окраски;
д) части стальных конструкций, подлежащие обетонированию, не грунтуются, не окрашиваются, а покрываются цементным молоком;
е) рулонируемые конструкции следует грунтовать быстросохнущим грунтом на заводе-изготовителе;
ж) грунтовки и покрывные материалы должны наноситься ровными слоями без пропусков и подтеков; толщина слоев определяется технологическими инструкциями;
з) при грунтовании и окраске пневматическими распылителями сжатый воздух должен быть очищен от влаги, масла и пыли и соответствовать требованиям ГОСТ 9.010-73.
Примечания: 1. Конструкции, изготовляемые в полевых мастерских при температуре ниже +5°С, разрешается грунтовать и красить в процессе монтажа при температуре +5°С и выше.
2. Башмаки колонн, в которых обетонировка не включена в работу сооружения, могут быть огрунтованы и окрашены.
1.83. Изготовленные конструкции должны быть замаркированы в соответствии с чертежами КМД.
1.84. Изготовленные конструкции должны быть приняты ОТК предприятия-изготовителя до грунтования; приемку качества грунтования и окраски следует производить дополнительно после их выполнения.
1.85. Величины отклонений от проектных линейных размеров отправочных элементов конструкций и от проектной геометрической формы не должны превышать предусмотренных в табл. 8 и 9 настоящей главы, а также допускаемых отклонений для отдельных видов конструкций, которые приведены в дополнительных правилах настоящей главы.
1.86. Шероховатость поверхности после строжки, фрезерования и сверления должна быть не грубее третьего класса чистоты поверхности по ГОСТ 2789-73.
1.87. Предприятие-изготовитель стальных конструкций по окончании всего заказа или отдельных его частей должно выдавать сертификаты на стальные конструкции (прил. 1).
1.88. Выступающие части транспортируемых конструкций должны быть укреплены, а места монтажных соединений защищены от загрязнения.
1.89. Обработанные (фрезерованные) торцы, передающие усилия, и трущиеся поверхности шарниров и других механических деталей, а также поверхности качения опорных частей должны быть покрыты смазкой. Кроме того, отверстия для шарниров должны быть защищены деревянными заглушками.
|
Размеры и технология выполнения операции |
Допускаемое отклонение
от проектных линейных размеров, |
|||||||
|
|
Интервалы размеров, м |
|||||||
|
|
|
|
|
|
|
|
|
|
|
I. Детали, отправляемые на монтаж |
|
|
|
|
|
|
|
|
|
А. Длина и ширина детали |
|
|
|
|
|
|
|
|
|
1. Отрезанной кислородом вручную по наметке |
2,5 |
3 |
3,5 |
4 |
4,5 |
5 |
- |
- |
|
2. Отрезанной кислородом полуавтоматом и автоматом по шаблону, либо на ножницах или пилой по наметке |
1,5 |
2 |
2,5 |
3 |
3,5 |
4 |
- |
- |
|
3. Отрезанной на ножницах или пилой по упору или на поточных линиях |
1 |
1,5 |
2 |
2,5 |
3 |
3,5 |
- |
- |
|
4. Обработанной на кромкострогальном или фрезерном станке |
0,5 |
1 |
1,5 |
2 |
2,5 |
3 |
- |
- |
|
Б. Разность длин диагоналей листовых деталей |
|
|
|
|
|
|
|
|
|
Подлежащих сварке: |
|
|
|
|
|
|
|
|
|
5. встык |
- |
- |
4 |
5 |
6 |
- |
- |
- |
|
6. внахлестку |
- |
- |
6 |
8 |
10 |
- |
- |
- |
|
В. Расстояние между центрами отверстий Образованных по наметке: |
|
|
|
|
|
|
|
|
|
7. крайних |
2 |
2 |
2,5 |
3 |
33,5 |
4 |
- |
- |
|
8. смежных |
1,5 |
- |
- |
- |
- |
- |
- |
- |
|
Образованных по шаблону с втулками или на поточных линиях: |
|
|
|
|
|
|
|
|
|
9. êpaйниx |
1 |
1 |
1,5 |
2 |
2,5 |
3 |
- |
- |
|
10. смежных |
0,7 |
- |
- |
- |
- |
- |
- |
- |
|
II. Габариты отправочных элементов конструкций после окончательного изготовления |
|
|
|
|
|
|
|
|
|
11. Собираемых на стеллажах по разметке на болтах |
3 |
4 |
5 |
7 |
10 |
12 |
14 |
15 |
|
12. Собираемых в кондукторах и других приспособлениях с укрепленными фиксаторами, а также по копиру с фиксаторами |
2 |
2 |
3 |
5 |
7 |
8 |
9 |
10 |
|
13. Размеры (длина, ширина) между фрезерованными поверхностями |
0,5 |
1 |
1,5 |
2 |
2,5 |
3 |
3,5 |
4 |
|
Ширина полотнища листовых конструкций, изготовленных рулонным способом, свариваемых на монтаже: |
|
|
|
|
|
|
|
|
|
14. встык |
- |
- |
- |
7 |
10 |
12 |
- |
- |
|
15. внахлестку |
- |
- |
- |
11 |
16 |
19 |
- |
- |
|
Длина полотнища листовых конструкций, изготовленных рулонным способом, свариваемых на монтаже: |
|
|
|
|
|
|
|
|
|
16. встык |
- |
- |
- |
- |
- |
- |
+10 -0 |
+20 -0 |
|
17. внахлестку (независимо от длины) |
- |
- |
- |
- |
- |
- |
- |
+50 -0 |
|
III. Расстояние между группами монтажных отверстий (в готовых элементах): |
|
|
|
|
|
|
|
|
|
18. Образованных при обработке в отдельных деталях, устанавливаемых на сборке по разметке |
3 |
4 |
5 |
7 |
10 |
12 |
14 |
15 |
|
19. Образованных при обработке в отдельных деталях, устанавливаемых на сборке с помощью фиксаторов |
2 |
2 |
3 |
5 |
7 |
8 |
9 |
10 |
|
20. Просверленных по кондукторам в законченных изготовлением элементах |
0,5 |
1 |
1,5 |
2 |
2,5 |
3 |
3,5 |
4 |
|
Примечания: 1. Для измерения величин по поз. 3-5, 7-14, 16, 18-20 настоящей таблицы должны применяться рулетки второго класса точности, для измерения прочих величин-третьего класса точности. 2. Для свободных кромок по поз. 1-4 допускается отклонение до +5 мм. |
||||||||
|
Наименование отклонения |
Допускаемое отклонение от проектной геометрической формы отправочных элементов |
|
I. Искривление деталей |
|
|
1. Зазор между листом и стальной линейкой длиной 1 м |
1,5 мм |
|
2. Зазор между натянутой струной и обушком уголка, полкой или стенкой швеллера и двутавра (длина элемента L) |
0,001 L. но не более 10 мм |
|
II. Отклонение линий кромок листовых деталей от теоретического очертания |
|
|
3. При сварке встык |
2 мм* |
|
4. При сварке внахлестку, втавр и в угол |
5 мм* |
|
III. Отклонение при гибке |
|
|
Просвет между шаблоном** и поверхностью свальцованного листа, полкой или обушком профиля, согнутого: |
|
|
5. в холодном состоянии |
2 мм |
|
6. в горячем состоянии |
3 мм |
|
Эллиптичность (разность диаметров) окружности в габаритных листовых конструкциях (диаметр окружности D): |
|
|
7. вне стыков |
0,005 D |
|
8. в монтажных стыках |
0,003 D |
|
IV. Деформация отправочных элементов |
|
|
9. Перекос
полок ( |
0,005в |
|
10. Перекос
полок ( |
0,01в |
|
11.
Грибовидность полок ( |
0,005в |
|
12.
Грибовидность полок ( |
0,01в |
|
13. Перекос
или грибовидность полок ( |
0,005в |
|
14. Винтообразность элементов (длина элемента L) |
0,001 L, но не более 10 мм |
|
15. Выпучивание стенки балок с вертикальными ребрами жесткости (высота стенки h) |
0,006h |
|
16. Выпучивание стенки балок без вертикальных ребер жесткости (высота стенки h) |
0,003h |
|
17. Выпучивание стенки подкрановых балок (высота стенки h) |
0,003h |
|
18. Стрела прогиба элементов (длина элемента L) |
|
V. Разные |
|
|
19. Смещение разбивочных осей стержней в элементах решетчатых конструкций от проектных |
3 мм |
|
20. Тангенс угла отклонения от проектного положения фрезерованной поверхности |
|
|
* В соответствии с допусками на зазоры по ГОСТ 5264-69, 8713-70, 14771-69, но не более указанных в таблице. Ступени на кромках в пределах допускаемых отклонений должны быть устранены зачисткой. ** Длина шаблона (по дуге) 1,5 м. Примечание. Зазор между фрезерованной поверхностью и ребром стальной линейки не должен превышать 0,3 мм на длине размеров поперечного сечения, но не более 1 м. |
|


1.90. Строповка, внутризаводское транспортирование и погрузке готовых элементов на транспортные средства должны выполняться приемами и приспособлениями, исключающими образование остаточных деформаций.
Погрузку мелких однотипных элементов (распорок, связей и т. п.) следует производить, увязывая их в пакеты.
Измененная редакция (Изм. № 1)
МОНТАЖ
Общие указания
1.91. Монтаж конструкций следует производить по утвержденному проекту производства монтажных работ.
1.92. Производство последующих строительно-монтажных работ разрешается начинать только после полного окончания всех работ по сборке, сварке, клепке, постановке болтов на данной секции.
1.93. Монтаж стальных конструкций должен осуществляться с комплексной механизацией как основных, так и вспомогательных процессов транспортирования, складирования, укрупнительной сборки и установки конструкций.
Для работы при низких температурах должно применяться монтажное и сварочное оборудование, приспособленное к эксплуатации в этих условиях.
1.94. Руководство монтажными работами должно осуществляться лицами, имеющими право на производство этих работ.
1.95. Основным методом производства монтажных работ должен быть монтаж крупными блоками (в том числе конвейерный метод), включающими кроме собственно стальных конструкций также и другие части здания или сооружения.
1.96. Все работы на монтаже по резке, правке, гибке, укрупнительной сборке, сварке, образованию отверстий и клепке должны производиться в соответствии с требованиями п.п. 1.11-1.80.
1.97. При производстве работ следует вести журналы монтажных и сварочных работ, а также работ по постановке высокопрочных болтов.
Подготовительные работы и требования к фундаментам
1.98. Необходимые для монтажа конструкций подготовительные работы (возведение временных зданий и сооружений, прокладка железнодорожных путей, устройство автомобильных дорог, оснований для монтажных кранов, подводка энергетических сетей, подготовка и планировка монтажной площадки) должны выполняться до начала монтажа в соответствии с требованиями главы СНиП по организации строительства.
До монтажа конструкции должны быть собраны и сданы в эксплуатацию монтажные механизмы.
1.99. К производству монтажных работ следует приступать только после готовности фундаментов и других мест опирания стальных конструкций всего сооружения или отдельных его частей, указанных в проекте производства монтажных работ.
1.100. Разбивочные оси, необходимые для монтажа стальных конструкций, наносятся на металлические детали, расположенные на поверхности фундаментов вне контура опоры конструкций.
Расположение разбивочных осей и реперов должно отвечать требованиям главы СНиП по геодезическим работам в строительстве.
1.101. Допускаемые отклонения от проектных размеров положения разбивочных осей оснований, фундаментов и других мест опирания конструкций приведены в табл. 10.
1.102. Закладные детали и анкерные болты для крепления конструкций и их монтажа должны быть, как правило, установлены и забетонированы одновременно с возведением фундаментов.
Таблица 10
|
Интервал размеров между ocями, м |
Допускаемое отклонение, ± им, для конструкций |
|
|
собираемых на стеллажах по разметке на болтах или в приспособлениях с укрепленными фиксаторами |
с фрезерованными торцами |
|
|
До 9 |
3 |
2,5 |
|
Свыше 9 до 15 |
4 |
3 |
|
Свыше 15 до 21 |
5 |
3,5 |
|
Свыше 21 до 27 |
6 |
4 |
|
Свыше 27 до 33 |
7 |
4,5 |
|
Свыше 33 |
5,5 |
4 |
|
Примечание.
n-количество промеров
20-метровой лентой, |
||
1.103. Опирание колонн на фундаменты должно осуществляться:
а) на заранее установленные, выверенные и подлитые цементным раствором стальные опорные плиты с верхней строганой поверхностью (для колонн с фрезерованными опорными торцами);
б) непосредственно на поверхность фундаментов, возведенных до проектной отметки подошвы колонн, без последующей подливки цементным раствором (для колонн с фрезерованными подошвами башмаков);
в) на заранее установленные и выверенные опорные детали, заделанные в фундаменты, с последующей подливкой колонн цементным раствором.
1.104. Отклонения поверхности фундаментов, опорных плит, специальных опорных устройств под стальные конструкции и положения анкерных болтов не должны превышать величин, указанных в табл. 11 настоящей главы.
|
Наименование отклонения |
Допускаемое отклонение |
|
Верхняя плоскость опорной плиты (согласно п.1.103 "а"): |
|
|
по высоте |
± 1.5 мм |
|
по уклону |
|
|
Поверхность фундамента (выполненная согласно п.1.103 "б") и отметки опорных деталей (согласно п.1.103 "в"): |
|
|
по высоте |
± 5 мм |
|
по уклону |
|
|
Смещения анкерных болтов в плане: |
|
|
расположенных внутри контура опоры конструкции |
5 мм |
|
расположенных вне контура опоры конструкций |
10 мм |
|
Отклонение отметки верхнего торца анкерного болта от проектной |
+20;-0 мм |
|
Отклонение длины нарезки анкерного болта |
+30;-0 мм |
1.105. Резьба анкерных болтов должна быть во время монтажа предохранена от повреждений и от коррозии (колпачками, войлоком, смазкой).
1.106. Работы по подливке пространства между поверхностью фундамента и опорной частью конструкции следует выполнять после получения письменного разрешения монтажной организации.
Хранение и подача конструкции
1.107. Все конструкции на складе должны быть:
а) рассортированы по объектам, маркам и очередности монтажа;
б) осмотрены (при этом выявленные повреждения должны быть устранены);
в) подготовлены к монтажу (очищены от грязи и ржавчины, при этом опорные части смазаны; обстроены монтажными приспособлениями; на элементы конструкций нанесены риски осей, центров тяжести, обозначены места строповки).
1.108. Разгрузка и хранение конструкций, а также транспортирование их должны производиться без повреждения конструкции и окраски. Сбрасывание конструкций с транспортных средств запрещается.
1.109. При укладке конструкций на складе и на транспортные средства должны соблюдаться следующие требования:
а) конструкции должны быть уложены устойчиво на подкладки, расстояние между которыми должно исключать образование остаточных деформаций; в многоярусных штабелях между элементами должны быть уложены прокладки по одной вертикали с подкладками;
б) фермы и балки, а также свальцованные листы следует хранить в вертикальном положении;
в) конструкции не должны соприкасаться с грунтом;
г) на конструкциях не должна застаиваться вода.
1.110. Конструкции, имеющие повреждения, необходимо усилить или заменить новыми по согласованию с проектной организацией.
1.111. Конструкции должны подаваться на монтаж с очищенными от грязи, льда, снега, масла, краски, ржавчины, а при пескоструйной обработке-от прокатной окалины, соприкасающимися поверхностями в стыках; при этом детали монтажных соединений следует прикреплять к конструкциям. Состояние поверхностей должно контролироваться перед сборкой монтажных соединений.
Установка конструкций и сборка монтажных соединений
1.112. При монтаже конструкций необходимо обеспечить:
а) устойчивость и неизменяемость смонтированной части конструкций сооружения на всех стадиях монтажа;
б) устойчивость монтируемых конструкций и их прочность при монтажных нагрузках;
в) безопасность ведения монтажных, строительных и специальных работ на объекте.
Монтаж каждого участка следует начинать со связевой панели или с другой пространственно устойчивой части здания или сооружения.
Сборка и монтаж конструкций, возводимых в районах с расчетной температурой ниже минус 40°С и до минус 65°С включительно, должны выполняться без ударных воздействий на конструкции при отрицательных температурах.
1.113. Устойчивость конструкций в процессе монтажа должна обеспечиваться соблюдением определенной последовательности монтажа вертикальных и горизонтальных элементов конструкций, установкой постоянных или временных связей, предусмотренных в чертежах КМ или в проекте производства работ.
Монтаж конструкций каждого вышележащего яруса высотных сооружений должен производиться после надежного закрепления элементов конструкций нижележащего яруса постоянными или временными креплениями. предусмотренными проектом производства работ.
При монтаже высотных сооружений необходимо выполнять «Правила маркировки и светоограждения высотных препятствий» Министерства гражданской авиации СССР.
1.114. Элементы конструкций перед подъемом должны быть очищены от грязи, снега, льда; окраска их в поврежденных местах должна быть восстановлена.
1.115. Подъем гибких конструкций следует производить с применением усилений или приспособлений, препятствующих возникновению в элементах остаточных деформаций.
1.116. Устанавливаемые элементы конструкций до их освобождения от крюка монтажного крана должны быть надежно закреплены болтами, пробками, прихватками, с установкой постоянных или временных связей, распорок, расчалок и т. и., предусмотренных проектом производства работ.
1.117. Отверстия в монтажных соединениях, выполняемых на заклепках или болтах повышенной точности, при установке конструкций должны быть заполнены временными болтами и пробками. Диаметр пробок должен соответствовать диаметру отверстий.
Число пробок устанавливается расчетом, при этом усилие на пробку допускается принимать такое же, как на заклепку.
Болтами заполняется не менее 1/3 и пробками не менее 1/10 общего числа отверстий. При 5 и менее отверстиях в узле должно быть установлено не менее одного болта и одной пробки.
Отверстия в соединениях на болтах грубой и нормальной точности при установке конструкций заполняются постоянными болтами и пробками в таких же количествах.
1.118. Количество, размеры и длина прихваток в монтажных сварных соединениях, воспринимающих монтажные нагрузки, определяются расчетом. В монтажных сварных соединениях, не воспринимающих монтажные нагрузки, длина прихваток должна быть не менее 10% длины проектных монтажных швов этого соединения, но не короче 50 мм.
1.119. Инструментальная проверка правильности установки конструкций, а также их окончательная выверка и закрепление должны производиться по ходу монтажа каждой пространственно-жесткой секции сооружения.
1.120. Сварка, клепка и окончательное закрепление постоянных болтов могут производиться только после проверки правильности положения установленных конструкций соответствующих частей зданий и сооружений.
1.121. Использование установленных конструкций для прикрепления к ним грузовых полиспастов, отводных блоков и других грузоподъемных приспособлений допускается только в случаях, предусмотренных проектом производства работ при согласовании с организацией, составившей чертежи КМ.
1.122. Крепления деталей для электротехнических устройств, технологических трубопроводов, систем сигнализации и автоматики к стальным конструкциям должны быть согласованы с организацией, разработавшей чертежи КМ.
1.123. Монтаж зданий и сооружений большой протяженности в плане или по высоте должен производиться комплектно пространственно-жесткими секциями или блоками (пролеты, ярусы, этажи, части каркаса сооружения между температурными швами и т.п.) с установкой всех элементов конструкций, позволяющей производить на смонтированной секции или блоке последующие работы. Размеры пространственных секций определяются проектом производства работ.
Монтажные соединения на болтах грубой, нормальной и повышенной точности
1.124. Головки и гайки болтов, в том числе анкерных, должны плотно соприкасаться с плоскостями элементов конструкций и шайб. Под головки и гайки постоянных болтов должны обязательно ставиться круглые шайбы по ГОСТ 11371-68*, не более двух под гайку и одной под головку. В местах примыкания головки или гайки к наклонным плоскостям ставятся косые шайбы по ГОСТ 10906-66**. При этом резьба болта должна находиться вне отверстия соединяемых элементов, а гладкая часть стержня не должна выступать из шайбы.
В каждом болте со стороны гайки должно оставаться не менее одной нитки резьбы с полным профилем.
1.125. Закрепление гаек на постоянных болтах, а также анкерных должно осуществляться в соответствии с указаниями рабочих чертежей постановкой контргаек или пружинных шайб.
Качество затяжки постоянных болтов должно проверяться путем остукивания молотком, при этом болт не должен дрожать или перемещаться, а плотность стяжки-щупом в соответствии с п. 1.27.
Монтажные соединения на высокопрочных болтах
1.126. Огневая обработка допускается при толщине металла не менее 5 мм.
Перегрев металла при огневой обработке не допускается.
После огневой обработки отставшая окалина и продукты сгорания (шлак) должны быть удалены.
До полного закрепления соединений высокопрочными болтами их следует предохранять от попадания масла и, как правило, влаги.
С поверхностей, подлежащих обработке стальными щетками, необходимо предварительно удалить жировые загрязнения. Состояние поверхности после обработки и перед сборкой должно контролироваться.
1.127. Перепад поверхностей (депланация) стыкуемых деталей не должен превышать 0,5 мм. Величина перепада определяется до постановки деталей, перекрывающих соединения, с помощью линейки и щупа в зоне первого от стыка ряда отверстий.
В случае перепада плоскостей стыкуемых деталей от 0,5 до 3 мм на выступающей детали должен быть сделан скос с уклоном 1:10. Образование скоса кислородной и воздушно-дуговой резкой запрещается.
При перепадах, превосходящих 3 мм, необходимо применять прокладки из стали той же марки, что и конструкции, обработанные с двух сторон тем же способом, каким обрабатывались детали соединения.
1.128. Сборка соединений на высокопрочных болтах должна выполняться сразу на постоянных болтах с установкой пробок в количестве 10% от числа отверстий. Постановка временных болтов запрещается.
1.129. Сборщики, занятые на постановке высокопрочных болтов, должны иметь удостоверение о допуске к работам по выполнению соединений на высокопрочных болтах.
1.130. Высокопрочные болты, гайки и шайбы перед постановкой в конструкции должны быть очищены от грязи, консервирующей смазки и подготовлены так, чтобы при натяжении обеспечивались нормативные значения коэффициентов закручивания и исключалось загрязнение контактных поверхностей.
1.131. Заданное проектом натяжение болта следует обеспечивать затяжкой гайки динамометрическим ключом до расчетного крутящего момента, либо поворотом гайки на определенный угол по специальным инструкциям. Динамометрические ключи для натяжения высокопрочных болтов, имеющие в своем составе гидравлическое или механическое устройство, необходимо тарировать 2 раза в смену (перед началом и в середине смены).
1.132. Порядок натяжения высокопрочных болтов в соединениях должен исключать образование неплотностей в стягиваемых пакетах.
1.133. Величина крутящего момента (Мкр), необходимого для натяжения высокопрочных болтов, определяется по формуле
![]() (1)
(1)
где k-коэффициент закручивания, устанавливаемый стандартами или техническими условиями на болты;
Р-заданное усилие натяжения болта;
d-номинальный диаметр болта.
Отклонение фактического крутящего момента от момента, определяемого по формуле (1), не должно превышать 0;+20%.
1.134. Под головки и гайки высокопрочных болтов должны быть поставлены термически обработанные шайбы-по одной шайбе под каждую головку и гайку.
1.135. Гайки, затянутые до крутящего момента, определяемого в соответствии с требованиями п. 1.133 настоящей главы, или поворотом на определенный угол, ничем дополнительно не закрепляются.
1.136. В соединениях, в которых проектом наряду с постановкой высокопрочных болтов предусмотрена приварка деталей валиковыми швами, сварка должна производиться после постановки всех высокопрочных болтов и затяжки их на заданное усилие.
После сварки необходимо провести контрольную проверку натяжения всех высокопрочных болтов.
1.137. После окончательной затяжки всех болтов в соединении до заданного усилия сборщик обязан проставить присвоенный ему номер или знак в предусмотренном месте.
1.138. Натяжение болтов должно контролироваться выборочной проверкой: при количестве болтов в соединении до 5 шт. контролируется 100% болтов, при количестве болтов от 6 до 20 шт.-не менее 5 шт. и при большем количестве-не менее 25% болтов в соединении; если при контроле обнаружится хотя бы один болт, натяжение которого не удовлетворяет требованиям п. 1.133 настоящей главы, то контролю подлежат 100% болтов в соединении. При этом натяжение болтов должно быть доведено до требуемой величины.
После контроля головки болтов должны быть окрашены. Все соединение должно быть зашпатлевано по контуру.
Работы должны регистрироваться в журналах контроля подготовки стыков и постановки высокопрочных болтов.
Предварительное напряжение конструкций
1.139. Стальные канаты, применяемые в качестве напрягающих элементов, должны быть перед изготовлением элементов вытянуты усилием, равным 0,5 разрывного усилия каната в целом, указанного в ГОСТе.
1.140. В конструкциях, предварительное напряжение которых осуществляется натяжением гибких элементов, это напряжение должно выполняться с обеспечением следующих требований:
а) гибкие элементы из стальных канатов должны быть вытянуты на стенде усилием, превышающим проектное на 20%, и выдержаны под натяжением в течение 1 ч; вытяжка канатов, выполненная на монтаже, должна удостоверяться актами, а выполненная на заводе-изготовителе-клеймами ОТК;
б) предварительное напряжение конструкций должно быть выполнено следующими этапами:
напряжение до 50% проектного, с выдержкой под этим напряжением в течение 10 мин для осмотра и замеров;
напряжение до 100% проектного; допускаемые отклонения на обоих этапах ±5%; в предусмотренных проектом случаях производится напряжение в несколько этапов, с постепенным доведением его до проектной величины;
в) проверку напряженного состояния конструкций следует производить во время монтажа при всех промежуточных и окончательном положениях конструкций.
1.141. Контроль предварительного напряжения конструкций, выполненного методом искусственного выгиба (поддомкрачиванием, изменением положения опор и др.), осуществляется нивелированием положения опор в заданных точках, а также геометрической формы конструкции. Допускаемые отклонения принимаются в соответствии с проектом.
1.142. В конструкциях, напрягаемых гибкими элементами, величины усилий и деформаций, а также допускаемые отклонения должны соответствовать требованиям дополнительных правил настоящей главы.
1.143. В предварительно напряженных конструкциях запрещается приварка элементов в местах, не указанных в проекте, в том числе сварка около мест примыкания канатов и пучков проволоки.
1.144. Натяжные приспособления для гибких элементов без паспорта завода-изготовителя, в котором вписаны данные о тарировке приспособлений, применять не разрешается.
1.145. Монтаж предварительно-напряженных конструкций должен осуществляться под руководством лица, имеющего специальную техническую подготовку.
Предварительное напряжение конструкций и результаты его контроля следует регистрировать в журнале производства этой работы. Контроль предварительного напряжения осуществляется персоналом, указанным в п.1.4 настоящей главы.
Окраска стальных конструкций
1.146. Стальные конструкции перед окраской или ее возобновлением должны быть очищены от грязи, ржавчины, отставшей грунтовки, масла, влаги, льда, снега. Все щели и очищенные от отставшей грунтовки места должны быть тщательно зашпатлеваны, а поврежденная грунтовка восстановлена. При этом разрешается оставлять неочищенной старую грунтовку, если она не имеет трещин в пленке, следов ржавчины на поверхности и под грунтовкой, не хрупка и имеет хорошее сцепление с металлом. Места стальных конструкций, где грунтовка или окраска повреждены при транспортировании или при выполнении монтажных операций, а также монтажные соединения в стыках и узлах после окончания всех монтажных работ должны быть очищены, зашпатлеваны, огрунтованы и окрашены.
Приемка работ
1.147. Приемка смонтированных стальных конструкций должна производиться с осуществлением пооперационного контроля монтажных работ на стадиях, приведенных в п. 1.4 настоящей главы (по конструктивным элементам) в следующем порядке:
промежуточная - скрытых работ;
смонтированных конструкций всего сооружения или его части под производство последующих строительно-монтажных работ;
окончательная - смонтированных конструкций при сдаче объекта в эксплуатацию в соответствии с главой СНиП по приемке в эксплуатацию законченных строительством предприятий, зданий и сооружений.
Промежуточной приемке скрытых работ подлежат:
а) фундаменты и другие места опирания стальных конструкций и различные бетонируемые и заделываемые закладные детали;
б) другие работы, оговоренные в дополнительных правилах настоящей главы.
Приемки скрытых работ, а также смонтированных конструкций под производство последующих строительно-монтажных работ производятся по актам, составляемым ответственными представителями заказчика, строительной и монтажной организаций.
1.148. Приемка монтажной организацией фундаментов и мест опирания стальных конструкций под производство монтажных работ должна производиться для отдельных пространственно-жестких секций сооружения до начала монтажа конструкций. При приемке следует проверять соответствие размеров и положения опорных поверхностей, специальных опорных устройств и анкерных болтов проектным размерам и положениям, а также допускаемым отклонениям, приведенным в п. 1.104 настоящей главы.
1.149. Приемка строительной организацией и заказчиком смонтированных стальных конструкций всего сооружения или отдельных его пространственно-жестких секций должна осуществляться после окончательного закрепления конструкций в соответствии с проектом. Приемка конструкций производится до окраски, выполняемой на монтаже. Окраска оформляется отдельным актом.
1.150. Программа и методы испытаний стальных конструкций должны назначаться в соответствии с дополнительными правилами настоящей главы.
При проведении испытаний нагрузкой, в том числе гидравлических и пневматических, должны быть приняты меры безопасности, а работники, принимающие участие в испытаниях, должны пройти специальный инструктаж.
1.151. Документация, предъявляемая при приемке смонтированных стальных конструкций, должна содержать:
а) рабочие (КМ) и деталировочные (КМД) чертежи стальных конструкций;
б) заводские сертификаты на поставленные стальные конструкции;
в) документы о согласовании отступлений, допущенных от чертежей КМ при изготовлении и монтаже; согласованные отступления от проекта должны быть нанесены монтажной организацией на чертежах КМД, предъявляемых при сдаче работ;
г) акты приемки скрытых работ;
д) документы (сертификаты и др.), удостоверяющие качество материалов (сталей, стальных канатов, метизов, электродов, электродной проволоки и других сварочных материалов, а также материалов для окраски), примененных на монтаже и вошедших в состав сооружения;
е) данные о результатах геодезических замеров при проверке разбивочных осей и установке конструкций;
ж) журналы работ;
з) акты испытания стальных конструкций;
и) документы о контроле качества сварных соединений;
к) описи удостоверений (дипломов) о квалификации сварщиков, производивших сварку конструкций на монтаже, с указанием присвоенных им номеров или знаков;
л) описи удостоверений о квалификации сборщиков, производивших постановку высокопрочных болтов, с указанием присвоенных им номеров или знаков;
м) дополнительная документация, предусмотренная для предварительно-напряженных конструкций;
н) акты на окраску, выполненную на монтаже.
1.152. Отклонения в положении смонтированных стальных конструкций не должны превышать величин, указанных в дополнительных нормах и правилах настоящей главы.
1.153. Не разрешается производство каких-либо последующих строительно-монтажных работ до подписания актов в соответствии с п. 1.147 настоящей главы.
2. ДОПОЛНИТЕЛЬНЫЕ ПРАВИЛА ДЛЯ КОНСТРУКЦИЙ ЗДАНИЙ И НЕКОТОРЫХ ВИДОВ ПРОИЗВОДСТВЕННЫХ СООРУЖЕНИЙ
2.1. Настоящие дополнительные правила должны соблюдаться при изготовлении, монтаже и приемке стальных конструкций зданий и сооружений: транспортерных галерей; крановых эстакад; рабочих площадок; бункеров; опор трубопроводов и сосудов; башен и труб, а также конструкций типа структур.
ИЗГОТОВЛЕНИЕ
2.2. В конструкциях, имеющих общие примыкания элементов к стенкам колонн и балок, должна быть предусмотрена возможность раздельной установки и временного закрепления каждого элемента.
2.3. Для опирания стропильных ферм и других конструкций при монтаже, в случае отсутствия опорных столиков в проекте, на колоннах привариваются монтажные столики. Использование этих монтажных столиков сверх периода монтажа не допускается.
2.4. На заводе следует производить контрольную или общую сборку следующих конструкций:
а) колонн общей массой свыше 20 т, подкрановых балок пролетом свыше 18 м, стропильных и подстропильных ферм пролетом свыше 36 м, негабаритных ферм, подкраново-подстропильных ферм пролетом 24 м и более;
б) башен (плоскостями);
в) конических частей труб;
г) негабаритных бункеров;
д) конструкций транспортерных галерей-в пределах одного конструктивного элемента (фермы, опоры).
Измененная ред. (Изм. № 1)
2.5. Примыкание ферм пролетных строений транспортерных галерей к опорам следует выполнять с учетом следующих требований:
а) отверстия должны быть просверлены по кондукторам;
б) поверхности планок, воспринимающих вертикальное давление, которые согласно проекту должны быть строганными или фрезерованными, следует устанавливать по кондукторам или по фиксаторам, укрепленным в сборочных приспособлениях (копирах, кондукторах и др.);
в) при опирании пролетного строения на опору сверху установка фрезерованных или строганных опорных элементов должна быть произведена по кондукторам или закрепленным в сборочном приспособлении фиксаторам и проверена шаблоном. Образование монтажных отверстий в других стыках и узлах следует производить сверлением по кондукторам или при общей сборке конструктивного элемента.
2.6. Однотипные массовые конструкции, изготовляемые на узкоспециализированных производствах по кондукторам, должны подвергаться контрольной сборке по норме каждая пятидесятая конструкция и не менее одной от каждой изготовляемой партии меньше 50 шт. Контрольной сборке подвергается также каждая первая конструкция, изготовляемая по новым или отремонтированным кондукторам.
2.7. При изготовлении клепаных подкрановых балок необходимо:
а) допускаемые отклонения на диаметр отверстий для поясных заклепок принять +0,6 мм;
б) верхнюю кромку вертикального листа располагать заподлицо с обушками уголков верхнего пояса, не допуская зазоров между этой кромкой и горизонтальным поясным листом указанного пояса.
2.8. При технической возможности и экономической целесообразности подкрановые балки следует изготовлять укрупненным блоком вместе с тормозными конструкциями.
2.9. Сварка решетчатых конструкций (кроме транспортерных галерей)-стропильных и подстропильных ферм пролетом до 36 м, ветровых и связевых ферм, тормозных ферм, фонарей, а также лестниц, площадок, ограждений, мелких элементов (упоров, монтажных деталей и т. п.)-производится в соответствии с примеч. 2 п.1.30 настоящей главы.
2.10. Швы сварных соединений, качество которых требуется проверять согласно проекту физическими методами контроля, надлежит контролировать при изготовлении и монтаже одним из следующих способов:
а) ультразвуковой дефектоскопией 100% длины швов, с просвечиванием проникающими излучениями всех участков швов с признаками дефектов;
б) просвечиванием проникающими излучениями-2% длины швов, выполненных ручной или полуавтоматической сваркой, и 1% швов, выполненных автоматической сваркой.
Выборочный контроль швов сварных соединений в соответствии с табл. 3 п. 3 настоящей главы должен производиться в объеме одного контроля участка швов длиной не менее 240 мм на каждые 50 м швов, а также на участках, где наружным осмотром предполагается наличие дефектов шва.
2.11. Контроль качества швов сварных соединений транспортерных галерей следует производить:
а) проверкой ультразвуковой дефектоскопией 100% стыковых швов в растянутых элементах с последующим просвечиванием проникающими излучениями всех участков швов с признаками дефектов;
б) выборочным контролем ультразвуковой дефектоскопией остальных швов из расчета один контроль на каждые 20 м.
2.12. Для конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40°С и до минус 65°С включительно, поясные швы в растянутой зоне подкрановых балок, балок рабочих площадок и других конструкций, непосредственно воспринимающих нагрузку от подвижного состава. и другие швы, где предусмотрена в проектах сварка со сквозным проплавлением стенки, следует контролировать ультразвуковой дефектоскопией 100% длины швов с последующим просвечиванием проникающими излучениями участков швов с признаками дефектов.
2.13. В конструкциях транспортерных галерей несплавления по кромкам, а также непровары в стыковых швах сварного соединения и на участках угловых швов, в которых проектом предусмотрен полный провар, не допускаются.
Подрезы основного металла следует заваривать с предварительной и последующей зачисткой. Допускается исправлять подрезы зачисткой без предварительной заварки, если глубины подрезов не превышают величин, указанных в п. 1.52 настоящей главы.
МОНТАЖ
2.14. При монтаже стальных конструкций одноэтажных зданий необходимо:
а) монтаж ряда колонн начинать с панели, в которой расположены связи ниже уровня подкрановых балок. После установки первой пары колонн раскрепить их связями, предусмотренными в проекте, и подкрановыми балками (в зданиях без подкрановых балок связями и распорками). Если такой порядок монтажа не может быть выполнен, следует между первой парой колонн установить временные связи, предусмотренные в проекте производства работ;
б) вслед за монтажом каждый очередной колонны устанавливать подкрановые балки и распорки, а в связевых панелях также и связи;
в) до установки подкрановых балок, связей и распорок закреплять колонны анкерными болтами, а также расчалками, предусмотренными в проекте производства работ;
г) монтаж конструкций покрытия начинать с панели, в которой расположены связи.
После установки первой пары стропильных ферм, в том числе фонарных, надлежит раскрепить их вертикальными и горизонтальными связями, уложить прогоны, а также железобетонные плиты покрытия;
д) установку прогонов, горизонтальных и вертикальных связей покрытия и крупнопанельных сборных железобетонных плит производить вслед за установкой и выверкой каждой очередной стропильной фермы или несущей балки;
е) до установки связей и распорок, предусмотренных в проекте, раскреплять фермы временными распорками или расчалками по проекту производства работ.
2.15. При укрупнительной сборке стальных конструкций покрытия, монтаж которых осуществляется крупными блоками, укладка стального оцинкованного профилированного настила должна производиться после приемки укрупнительной сборки и окраски несущих конструкций покрытия.
2.16. Монтаж стального оцинкованного профилированного настила, выполняемый наверху, допускается только после монтажа всех несущих конструкций на каждом участке покрытия (ферм, связей, распорок, прогонов, тяжей), выполнения всех закреплений по проекту и приемки этих работ, а также после окраски частей конструкций, закрываемых настилом, и ее приемки.
|
Наименование отклонения |
Допускаемое отклонение |
Колонны è опоры |
|
|
1. Отклонение отметки опорной поверхности колонн и опор, устанавливаемых в соответствии: |
|
|
с п.1.103«а» |
±1,5 мм |
|
с п.1.103 «б» и 1.103 «в» |
±5 » |
|
2. Смещение осей колонн и опор относительно разбивочных осей (в нижнем сечении) |
±5 » |
|
3 Отклонение оси колонны и опоры от вертикали в верхнем сечении при высоте, м: |
|
|
до 15 |
15 мм |
|
более 15 |
0,001 высоты колонны или опоры, но не более 35 мм |
|
4. Стрела прогиба (кривизна): |
|
|
колонны |
|
|
опоры |
|
|
5. Наибольший односторонний зазор между фрезерованными поверхностями в стыках колонн |
|
|
Фермы, ригели, пролетные строения транспортерных галерей и прогоны |
|
|
6. Отклонения отметок опорных узлов; ферм и ригелей |
± 20 мм |
|
пролетных строений транспортерных галерей |
± 15 мм |
|
7. Стрела прогиба (кривизна) между точками закрепления участков сжатого пояса из плоскости фермы, ригеля или балки |
|
|
8. Отклонения расстояний между осями ферм по верхнему поясу |
± 15 мм |
|
9. Отклонения расстояний между прогонами и между балками для установки опор транспортера |
± 5 мм |
|
Подкрановые пути |
|
|
10. Отклонения расстояний между осями подкрановых рельсов одного пролета |
± 10 мм |
|
11. Смещение оси подкранового рельса с оси подкрановой балки |
15 мм |
|
12. Отклонение оси подкранового рельса от прямой |
15 мм нà участке 40 м |
|
13. Разность отметок головки подкрановых рельсов в одном разрезе пролета здания: |
|
|
на опорах |
15 мм |
|
в пролете |
20 мм |
|
14. Разность отметок подкрановых рельсов на соседних колоннах (расстояние между колоннами L): |
|
|
при L менее 10 м |
10 мм |
|
при L более 10 м |
|
|
15. Взаимное смещение торцов смежных подкрановых рельсов по высоте и в плане |
2 мм |
|
16. Зазор в стыках рельсов (при температуре 0° С и длине рельса 12,5 м) |
4 мм |
|
Стальной оцинкованный профилированный настил |
|
|
17. Отклонение длины опирания настила на прогоны в местах поперечных стыков |
0;-5 мм |
|
Отклонение в положении центров отверстии: |
|
|
18. для самонарезающих болтов |
± 5 мм |
|
19. для комбинированных заклепок: |
|
|
вдоль настила |
± 20 мм |
|
поперек » |
± 5 мм |
|
Башни и трубы |
|
|
20. Отклонение оси ствола и поясов башни или трубы от проектного положения |
0,003 высоты выверяемой точки над фундаментом |
|
Негабаритные бункера |
|
|
21. Отклонение длины и ширины бункера в верхнем сечении |
0,001 длины или ширины |
|
22. Разность длин диагоналей в верхнем сечении |
0,002 размера большей стороны |
|
23. Отклонение высоты бункера |
0,002 высоты |
|
Примечания: 1. Перелом осей подкрановых рельсов не допускается. 2. При изменении температуры на 10°С допуск по п. 16 изменяется на ± 1,5 мм. 3. Разница в длине площадок опирания (при их длине 50 мм и более) каждого элемента (балки, фермы, ригеля, плиты перекрытий и покрытий) не должна превышать 10 мм. |
|
2.17. Укладка и осаживание листов профилированного настила в местах нахлестки следует производить без повреждения его поверхности и без искажения формы.
2.18. Выверку подкрановых путей следует производить после закрепления конструкции каркаса здания в соответствии с проектом.
2.19. Многопролетные транспортерные галереи надлежит монтировать в направлении от анкерной опоры к качающейся (подвижной).
Монтаж пролетных строений следует, как правило, производить укрупненными пространственными блоками, включающими в возможных случаях ограждающие конструкции и опоры для транспортеров.
Приемка работ
2.20. Отклонения смонтированных конструкций от проектных размеров и положения не должны превышать величин, указанных в табл. 12.
3. ДОПОЛНИТЕЛЬНЫЕ ПРАВИЛА ДЛЯ КОНСТРУКЦИЙ ДОМЕННЫХ ЦЕХОВ И ГАЗООЧИСТОК
3.1. Настоящие дополнительные правила должны соблюдаться при изготовлении, монтаже и приемке стальных конструкций следующих объектов комплексов доменных цехов и газоочисток для печей всех объемов:
а) кожухи доменных печей;
б) кожухи воздухонагревателей;
в) кожухи пылеуловителей;
г) кожухи скрубберов:
д) кожухи электрофильтров;
е) газопроводы грязного, чистого и получистого газов;
ж) воздухопроводы холодного и горячего дутья;
з) основные конструкции колошниковых копров;
и) пролетные строения наклонного моста с опрокидывающим устройством и пилоном;
к) балки рудных бункеров, служащие для крепления рудных затворов;
л) несущие конструкции лифта.
Для доменных печей, в которых подача шихты производится транспортерами, изготовление и монтаж транспортерных галерей осуществляется с выполнением требовании раздела 2 настоящей главы, а также специальных указании проекта.
ИЗГОТОВЛЕНИЕ
Сборка
3.2. На заводе-изготовителе должна производиться общая сборка следующих конструкции:
а) кожуха горна;
б) мораторного кольца с, примыкающими к нему верхней царгой горна и первой царгой кожуха шахты: для печей без моратора-верхней царги горна с первой царгой шахты печи;
в) кожуха шахты, включая купол;
г) купола печи с примыкающими к нему газоотводами;
д) тройников вертикальных и наклонных газоотводов;
е) кольцевого воздухопровода;
ж) днища, купола и мест изменения диаметра кожуха каждого воздухонагревателя с примыкающими к ним цилиндрическими поясами кожуха;
з) купола и нижнего конуса пылеуловителя, скрубберов и электрофильтров с переходными вставками, первой цилиндрической царгой и опорными ребрами;
и) главных ферм или балок наклонного моста плоскостями, а верхней части-с опрокидывающим устройством целиком;
к) пилона наклонного моста;
л) рам колошникового копра
м) монтажной балки;
н) пространственной фермы или кольцевой балки колошниковой площадки;
о) несущих конструкций лифта.
Примечание. По требованию монтажной организации, согласованному с заводом-изготовителем, могут быть произведены и другие общие и контрольные сборки.
3.3. В процессе общей сборки после подгонки листов царг друг к другу к ним привариваются фиксаторы.
При общей сборке кожуха печи производится вырезка всех отверстий, в том числе отверстий для крепежных болтов и выводных трубок охлаждения вертикальных холодильных плит, для крепежных болтов футеровочных плит, а также для леток и фурменных приборов.
На кожухе печи внутри него наносятся контуры каждого угла холодильной плиты путем кернения и нанесения линий краской на длину 100 мм от вершины этого угла. Отверстия для леток, холодильных плит и фурменных приборов, края которых расположены ближе чем на 200 мм от края отправочного элемента, намечаются, но не вырезаются.
Разметка на кожухе каждого ряда плит производится в обе стороны, начиная от оси каждой чугунной летки.
Размеры отверстий для крепежных болтов и выводных трубок холодильных и футеровочных плит должны быть в 1,6 раза больше диаметров болтов и трубок соответственно с допускаемым отклонением +2 мм;-0 мм.
Размеры от края овальных отверстий для трубок холодильных плит испарительного охлаждения до наружных краев защитных трубок этих плит должны быть равны 15 мм с допускаемым отклонением +2 мм;-0 мм.
3.4. На всех царгах кожуха доменной печи по мере их общей сборки наносится с наружной и внутренней стороны керном или краской сплошная линия оси чугунных леток.
3.5. При общей сборке днищ воздухонагревателей производится нанесение для колонн поднасадочного устройства керном или краской двух взаимно перпендикулярных осей.
Эти оси наносятся вне радиуса нижней опорной плиты колонны. На днищах воздухонагревателей должны быть предусмотрены детали для закрепления колонн поднасадочного устройства к днищу в процессе монтажа.
Сварка при изготовлении и монтаже
3.6. При аттестации сварщиков для свариваемых контрольных соединений должен применяться металл тех же марок и толщин, которые применяются в свариваемых конструкциях. Разделка кромок и пространственное положение швов на контрольных соединениях должны быть аналогичными разделке кромок и положению швов в свариваемой конструкции.
Сварка контрольных сварных соединений при аттестации сварщиков должна производиться электродами и проволокой тех же марок и диаметров и с использованием таких же источников тока и режимов сварки, которые применяются при сварке конструкций.
3.7. Режим электрошлаковой сварки кожухов доменных печей из низколегированной стали и минимальные размеры сварных швов должны обеспечивать следующие показатели пластичности и вязкости металла сварного соединения: твердость по алмазной пирамиде не выше 300 единиц и ударную вязкость при температуре +20°С не ниже 6 кгс·м/см2
3.8. Испытание сварных швов на плотность путем смачивания керосином должно производиться для всех герметичных соединений, кроме кожуха печи и элементов оболочек толщиной более 16 мм.
3.9. Качество стыковых сварных соединений кожухов доменных печей, воздухонагревателей и выносных камер горения воздухонагревателей, воздухопроводов горячего дутья, включая кольцевой участок, пылеуловителей, скрубберов, электрофильтров и мест пересечений и изменения сечений газовоздухопроводов, работающих под избыточным давлением более 0,7 кгс/см2, а также швов на прямых участках в газопроводах от доменной печи до пылеуловителя и от пылеуловителя до скруббера должно контролироваться ультразвуковой дефектоскопией и просвечиванием проникающими излучениями.
Нормы контроля этих швов приведены в табл. 13. Указанными методами следует также контролировать швы сварных соединений, в которых наружным осмотром или ультразвуковой дефектоскопией обнаружены признаки дефектов.
|
Конструкция |
Нормы контроля в % к общей длине швов (не менее) для |
Места обязательного просвечивания |
||
|
ультразвуковой дефектоскопии |
просвечивания проникающими излучениями при сварке |
|||
|
|
ручной и полуавтоматической |
автоматической и электрошлаковой |
||
|
1. Кожух доменной печи |
100 |
3 |
1,5 |
Участки швов с признаками дефектов, обнаруженные ультразвуковой дефектоскопией |
|
2. Воздухонагреватели и выносные камеры горения водухонагревателей, воздухопровод горячего дутья, включая кольцевой участок |
100 |
10 |
1,5 |
Участки швов с признаками дефектов, обнаруженные ультразвуковой дефектоскопией, пересечения кольцевых и вертикальных швов, стыковой периферийный шов приварки купола к коробчатой балке при выносной камере горения |
|
3. Пылеуловители, скрубберы, электрофильтры, места пересечения и изменения сечений трубопроводов-одной из следующих норм: |
|
|
|
|
|
без контроля ультразвуковой дефектоскопией |
- |
3 |
1,5 |
Пересечения швов |
|
с контролем ультразвуковой дефектоскопией |
100 |
1 |
0,5 |
Участки швов с признаками дефектов, обнаруженные ультразвуковой дефектоскопией |
4. Стыковые сварные соединения на участках газопроводов от доменной печи до пылеуловителя и от пылеуловителя до скруббера (кроме мест пересечения и изменения сечения швов) |
- |
1 |
0,5 |
- |
3.10. Для сварки кожухов доменной печи, воздухонагревателей и пылеуловителей должны применяться источники питания постоянного тока. Источники питания переменного тока могут применяться только при колебаниях напряжения сети не более ±5%.
3.11. В сварных соединениях воздухонагревателей подрезы основного металла в вертикальных, меридиональных и кольцевых швах допускаются не более 0,5 мм.
Уменьшение толщины стенок в местах сварных швов в результате зачистки швов допускается не более 0,5 мм.
3.12. При сварке кожухов воздухонагревателей номер или знак сварщика должен быть проставлен в начале и конце шва сварного соединения.
3.13. Непровары в сечениях швов воздухонагревателей не допускаются.
|
Наименование отклонения |
Допускаемое отклонение |
|
Кожух доменной печи |
|
|
1. Эллиптичность (наибольшая разность диаметров) царг |
0,003 проектного диаметра царги |
|
2. Смещение центров царг шахты по отношению к центру мораторного кольца или нижнего уровня распара |
0,002 (Н-h), но не более 30 мм, где h-отметка мораторного кольца или нижнего уровня распара (для доменных печей без моратора), H-отметка царг |
|
3, Смещение центра верхнего колошникового фланца по отношению к центру мораторного кольца или нижнего уровня распара |
30 мм |
|
4. Разность отметок любых точек верхней плоскости колошникового фланца |
3 мм |
|
5. Отметка кромок вырезов в кожухе шахты для горизонтальных холодильников |
± 2 мм |
|
Кожух воздухонагревателя |
|
|
6. Смещение центра купола по отношению к центру днища |
30 мм |
|
7. Эллиптичность (наибольшая разность диаметров) царг |
0,003 проектного диаметра |
|
8. Депланация кромок в продольных (вертикальных) и в кольцевых стыках |
0,1 толщины оболочки, но не более 3 мм |
|
9. Местное искривление оболочки по образующей и кольцевому очертанию, измеряемое шаблоном длиной 1500 мм |
Не более 15 мм |
|
10. Западание или выпучивание стыков, измеряемое шаблоном длиной 200 мм |
5 мм |
|
11 . Отклонение вертикальной оси кожуха и вертикальных стенок от проектного положения |
0,001H, но не более 30 мм (H-высота от днища до выверяемой точки) |
|
Конструкция колошникового копра |
|
|
12. Смещение осей рам от их проектного положения |
20 мм |
|
13. Отклонение отметок верха подбалансирных балок площадки копра от проектных |
± 20 мм |
|
14. Негоризонтальность балок |
3 мм на 1м длины балки |
|
Конструкция наклонного моста |
|
|
15. Отметка низа главных ферм (балок) моста на опорах (у скиповой ямы, на шпоне и др.) |
± 10 мм |
|
16. Смещение оси наклонного моста от оси доменной печи. |
20 мм |
|
17. Отклонений размеров между осями рельсов (под скипы) от проекта |
± 2 мм |
|
18. Превышение одного рельса над другим в одном поперечном сечении скиповых путей |
4 мм |
|
Нисходящий газопровод |
|
|
19 Прогиб нисходящего газопровода до футеровки |
0,0015 L, по не более 70 мм (L-пролет газопровода) |
|
Опоры газовоздухопроводов |
|
|
20. Отклонение осей опор от вертикальной плоскости |
0,002 h, но не более 20 мм (h-высота опоры) |
|
Сосуды и газовоздухопроводы |
|
|
21. Перекос зеркала фланца (кроме колошникового) относительно оси патрубка |
2 мм на 1м диаметра фланца |
|
Кожух электрофильтра |
|
|
22. Эллиптичность (наибольшая разность диаметров) царг |
0,002 проектного диаметра царг |
|
23. Смещение центров верхней и нижней частей аппарата |
0,002 высоты аппарата |
|
24. Негоризонтальность опорных балок под трубы осадительных электродов (в узле опирания верх промежуточной балки не должен быть выше верха главной балки) |
0,5 мм на 1 м длины балки |
|
Кожух пылеуловителя |
|
|
25. Эллиптичность (наибольшая разность диаметров) цилиндрической и конической частей |
0,005 проектного диаметра царг или конической части |
|
Кожух скруббера |
|
|
26. Эллиптичность (наибольшая разность диаметров) царг |
0,005 проектного диаметра царг |
|
27. Смещение центров верхней и нижней частей аппарата |
0,003 высоты аппарата |
|
Кожухи электрофильтра, скруббера и пылеуловителя |
|
|
28. Местное искривление оболочки по образующей и по кольцевому или коническому очертанию, измеряемому шаблоном длиной 1500 мм |
Не более 25 мм |
|
29. Западание или выпучивание стыков, измеряемой шаблоном длиной 200 мм |
5 мм |
|
Кольцевая труба горячего дутья |
|
|
30. Отклонение отметок низа (кожуха) кольцевой трубы (замеренных по оси каждой воздушной фурмы) от проектных |
± 10 мм |
|
31. Отклонение расстояния А от поверхности трубы до наружной поверхности кожуха доменной печи, замеренного на оси кольцевой трубы по оси каждой воздушной фурмы
|
± 20 мм |
|
32. Эллиптичность (наибольшая разность диаметров) поперечного сечения кольцевой трубы |
0,003 проектного диаметра |
|
Колонны шахты |
|
|
33. Разность в отметке верха колонн |
5 мм |
|
34. Разность в отметке отдельных ветвей одной колонны |
1 мм |
|
Кольцевая балка колошниковой площадки |
|
|
35. Эллиптичность (наибольшая разность диаметров) оси кольцевой балки |
0,002 D (D-диаметр оси кольцевой балки) |
|
Балки под монтажную тележку |
|
|
36. Смещение оси балки от проектного положения |
15 мм |
|
37. Разность отметок рельсов в одном поперечном сечении |
4 мм |
|
38. Разность oтметок рельсов вдоль путей на опорах (уклон не более 0,001) |
5 мм |
|
39. Отклонение расстояния между осями рельсов |
5 мм |
|
Несущие конструкции ствола лифта (исключая шахту) |
|
|
40. Отклонение оси ствола от проектного положения |
|
|
41. Эллиптичность (наибольшая разность диаметров) цилиндрических конструкций ствола |
0,004 номинального диаметра окружности |
|
42. Отклонение размера поперечного сечения прямоугольного ствола от пðîåктногî |
± 4 мм |
|
Примечания: 1. К конструкциям шахты лифта относятся угловые стойки, пояса для крепления направляющих и двери. 2. Установка шахты лифта должна производиться в соответствии с требованиями нормативного документа по монтажу лифтов. |
|

Монтаж
3.14. Нижняя горловина пылеуловителя подгоняется к кожуху при установленном оборудовании; при отсутствии оборудования расстояние от уровня балок рабочей площадки до низа горловины должно быть выдержано с допуском +20 мм;-0 мм.
3.15. Отверстия и лазы, необходимые для производства строительных и монтажных работ, должны, как правило, размещаться в местах стационарных люков.
Испытание конструкций и приемка работ
3.16. Допускаемые отклонения геометрических размеров и формы стальных конструкций доменных печей и газоочисток от проектных не должны превышать величин, указанных в табл. 14.
3.17. Порядок проведения испытания конструкций и все необходимые для этого работы и приспособления предусматриваются в специальном проекте производства работ, который должен быть согласован с дирекцией завода.
3.18. Испытания конструкций должны выполняться представителями завода, генподрядной и монтажной организации, которые устанавливают время и порядок испытаний, с учетом местных условий и специфики работы различных агрегатов действующего доменного цеха и других близко расположенных объектов, а также разрешают вопросы, возникшие в процессе испытания.
3.19. Перед производством испытаний устанавливаются границы охраняемой опасной зоны, в которой запрещается нахождение людей, не связанных с испытанием:
а) при испытательном избыточном давлении от 0,75 до 2,5 кгс/см2 радиусом 25 м;
б) при испытательном избыточном давлении 2,5 кгс/м2 и более радиусом 50 м; кроме того, устанавливается вторая граница радиусом 25 м, внутри которой не должны находиться сосуды объемом более 100 м3 и трубопроводы диаметром более 1200 мм с газом под любым давлением или с воздухом под избыточным давлением более 0,7 кгс/см2.
При невозможности выполнения требований, относящихся к сосудам и трубопроводам, расположенным в радиусе 25 м, необходимые мероприятия, обеспечивающие безопасное производство работ по испытанию, устанавливаются в проекте производства работ.
3.20. В периоды повышения и снижения давления лица, занятые на испытании, должны находиться за пределами опасной зоны либо должны быть в надежных укрытиях.
3.21. Перед испытанием необходимо произвести осмотр конструкций и определить готовность их к испытаниям. Для этого должны быть:
все замкнутые сосуды и трубопроводы тщательно провентилировать (продуты сжатым воздухом с открытием лазов, люков, заглушек и т.п.);
взяты контрольные пробы воздуха внутри испытываемых конструкции на отсутствие в них горючих и взрывоопасных газов;
внутренние полости испытываемых участков очищены от мусора и посторонних предметов;
все крышки люков и лазов уплотнены и затянуты болтами;
все отверстия для импульсных линий и паропроводов заглушены.
3.22. Перед испытанием должны быть предъявлены документы, перечисленные в п. 1.151 (кроме подпункта «з») настоящей главы и дополнительно:
а) паспортные данные и акты испытания арматуры и клапанов, участвующих в испытании;
б) акты приемки смонтированного оборудования;
в) схема размещения и рабочие чертежи заглушек.
3.23. Манометры, применяемые для испытания, должны быть исправными, проверены по правилам Госгортехнадзора и запломбированы. Установка манометров и вентилей должна быть произведена до начала испытания в безопасной зоне.
3.24. Испытание по участкам может производиться или с использованием смонтированного оборудования и арматуры (если они были предварительно испытаны на соответствующее участку испытательное давление), или без оборудования и арматуры с установкой специальных заглушек, рассчитанных на максимальное давление, применяемое для испытания данного участка.
Схема размещения и рабочие чертежи заглушек должны быть приведены в проекте производства работ.
3.25. Масса контргрузов атмосферных и пылевых клапанов на пылеуловителе перед его испытанием должна быть доведена до величины, обеспечивающей возможность испытания на прочность давлением 1,25 P2 согласно табл. 15 настоящей главы.
3.26. Испытание листовых конструкций на прочность и герметичность осуществляется сжатым воздухом, как правило, в два этапа.
Первый этап: испытание на избыточное давление до 0,7 кгс/см2 производится перед футеровкой.
Второй этап: испытание на избыточное давление, предусмотренное в табл. 15, производится, как правило, также перед футеровкой. При отсутствии оборудования и арматуры, могущем вызвать задержку работ по футеровке или по другим причинам, испытания на втором этапе могут производиться после футеровки. Испытания воздухонагревателей с плоскими днищами, не рассчитанными на восприятие внутреннего давления, производятся после футеровки.
Испытание на избыточное давление 0,7 кгс/см2 и более разрешается производить при наружной температуре воздуха минус 20°С и выше, испытание на избыточное давление до 0,7 кгс/см2 разрешается производить при наружной температуре выше минус 30°С.
3.27. В процессе испытания производится два раза осмотр конструкций. Первый раз при избыточном давлении 0,7 кгс/см2, после которого производится устранение всех обнаруженных дефектов. Затем производится проверка на прочность путем доведения давления до испытательного (см. табл. 15, графу «Испытательное давление на прочность»), при котором конструкция выдерживается в течение 5 мин, после чего давление снижается до рабочего (см. табл. 15, графу «Нормативное рабочее давление»), и производится вторичный осмотр конструкции с проверкой величины утечки воздуха.
Примечание. Испытания сосудов и газовоздухопроводов давлением воздуха и сдачи их на герметичность и прочность должны производиться до сушки кладки и футеровки.
|
Обозначение участков (рис.2) |
Наименование отдельных участков |
Нормативное рабочее давление |
Испытательное давление |
|
|
на герметичность |
на прочность |
|||
|
A |
Воздухопровод холодного дутья от задвижки у воздуходувной станции до воздушно-разгрузочного клапана (клапана «Снорт») |
p1 |
p1 |
1,25 Р1 |
|
Б |
Воздухопровод холодного дутья от воздушнo-разгрузочного клапана до клапанов холодного дутья у воздухонагревателей с отведением до смесительного и отделительного клапанов |
p1 |
p1 |
1,25 Р1 |
|
В |
Воздухонагреватели, включая штуцера горячего и холодного дутья |
p1 |
p1 |
1,25 Р1 |
|
Г |
Воздухопровод горячего дутья в составе прямого воздухопровода и кольцевого воздухопровода до штуцеров фурменных приборов |
p1 |
p1 |
1,25 Р1 |
|
Д |
Кожух доменной печи: |
|
|
|
|
|
у Фурм |
p1 |
p2*,, но не выше 2 кгс/см2 |
-** |
|
|
на колошнике |
p2 |
p2*,, но не выше 2 кгс/см2 |
-** |
|
Е |
Газопровод грязного газа в cocтaвe: газоотводы печи от купола шахты до атмосферных клапанов печи и нисходящий газопровод от ãaçoотводов печи до кожуха отсекающего клапана |
p2 |
p2*, но не выше 2 кгс/см2 |
- |
|
Ж |
Пылеуловитель |
p2 |
p2 |
1,25 P2 |
|
З |
Газопровод грязного газа от пылеуловителя до скруббера |
p2 |
p2 |
1,25 P2 |
|
И |
Скруббер |
p2 |
p2 |
1,25 P2 |
|
К |
Газопровод получистогî газа от скруббера до электрофильтров |
p2 |
p1 |
1,25 P2 |
|
Л |
Газопрîвод получистого (или чистого) газа от газопровода получистого газа до кожуха газового затвора и атмосферный газопровод от кожуха газового затвоpa до атмосферных клапанов |
p2 |
p2 |
1,25 P2 |
|
М |
Электрофильтры |
p2 |
p2 |
1,25 P2 |
|
Н |
Газопровод чистого газа от электрофильтров до дроссельной группы |
p2 |
p2 |
1,25 P2 |
|
О |
Газопровод чистого газа от дроссельной группы до листовой задвижки |
p3 |
1,25 P3 |
- |
|
П |
Общезаводской коллектop чистого газа от листовой задвижки |
p4 |
1,25 P4 |
- |
|
Р |
Газопровод чистого газа от общезаводского коллектора до дроссельного клапана на отводе к воздухонагревателям |
p4 |
1,25 P4 |
- |
|
С |
Газопровод чистого газа от дроссельного клапана на отводе к воздухонагревателям до дроссельных клапанов над горелками с атмосферными свечами и клапанами на них |
p4 |
1,25 P4 |
- |
|
Примечание Р1-нормативное избыточное внутреннее рабочее давление в кгс/см2 (по проекту) воздуха в воздухопроводах холодного и горячего дутья, в воздухонагревателях и у фурм доменной печи; P2-нормативное избыточное внутреннее рабочее давление в кгс/см2 (по проекту) газовой среды на колошнике, в газопроводах грязного газа, в пылеуловителе, скрубберах и электрофильтрах, в газопроводе получистого и чистого газа в пределах газоочистки до дроссельной группы, а также в газопроводах получистого или чистого газа от газоочистки до межконусного пространства; P3-нормативное избыточное рабочее давление кгс/см2 (по проекту) газовой среды в газопроводе чистого газа от дроссельной группы до листовой задвижки. При установке расширительной турбины и отводе газа на расширительную турбину нормативное избыточное рабочее давление в газопроводе этого участка принимается равным P2 а испытание на герметичность производится давлением, равным P2 и на прочность-1,25 P2; P4-нормативное избыточное внутреннее рабочее давление в кгс/см2 (по проекту) газовой среды в общезаводском коллекторе чистого газа, включая газопровод чистого газа к горелкам воздухонагревателей. ** Помимо продувки давлением Р2 (но не вьше 2 кгс/см2) все швы кожуха доменной печи должны быть проверены ультразвуковой дефектоскопией в соответствии с табл. 13 п. 39 настоящей главы. |
||||
3.28. Подъем и снижение давления должны производиться медленно, ступенями по 0,25 кгс/см2 с выдержкой на каждой ступени не менее 5 мин.
Осмотр испытываемых участков производится только через 10 мин после того как давление установится.
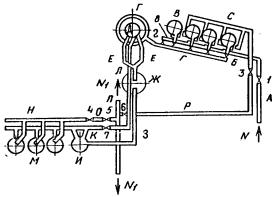
1-воздушно-разгрузочный клапан; 2-смесительный и отделительный клапаны; 3-дроссельный клапан; 4-дроссельная группа; 5-листовая задвижка; 6-.задвижка; 7 - задвижка; 8-клапаны холодного дутья; N-поступление воздуха из воздуходувки; N1-поступление газа к потребителю
Производить осмотр конструкций во время подъема давления и без выдержки, а также остукивание отдельных швов, исправление дефектов, ремонтные работы при наличии давления запрещаются.
3.29. Испытанию на избыточное внутреннее давление подвергаются отдельные участки комплекса сооружений доменного цеха и газоочистки. Участки указаны на рис. 2, а обозначение, наименование их и величины давления при испытании стальных конструкций доменных печей и газоочисток приведены в табл. 15 настоящей главы.
3.30. Допустимые нормы потери воздуха при испытании на герметичность на всех участках составляют от объема испытываемого участка:
3% с оборудованием без заглушек;
2% с заглушками вместо оборудования;
3% с частью оборудования и частью заглушек.
Величина утечки воздуха (в процентах) определяется по формуле
![]() (2)
(2)
где Тн и Ткон - абсолютная температура воздуха в испытываемом объекте соответственно в начале и в конце испытания;
Рн и Ркон-абсолютное давление воздуха в испытываемом объекте соответственно в начале и в конце испытания. Абсолютное давление воздуха должно определяться как сумма барометрического и манометрического давления.
Продолжительность испытания на герметичность, при котором производится подсчет потерь воздуха, должна быть не менее 1 ч.
3.31. В случае, если потери воздуха превысят допускаемые нормы, устанавливаются места утечек (путем смачивания сварных швов и других соединении мыльной эмульсией или пенным индикатором), давление снимается и производится устранение дефектов.
Устранение дефектов производится вырубкой дефектных участков швов и заваркой их вновь.
Во фланцевых соединениях, пропускающих воздух, производится переукупорка.
Литые детали арматуры и отсекающего оборудования, показавшие утечки воздуха, подлежат ремонту.
После устранения дефектов производятся повторные испытания до тех пор, пока утечка воздуха не снизится до нормы.
Испытание конструкций отдельных участков комплекса
3.32. Места установки заглушек и оборудования для разделения воздушного и газового трактов доменного цеха и газоочистки на участки при их испытании приведены в табл. 16.
Таблица 16
|
Участок (см. рис. 2) |
Места установки заглушек |
Наименование устанавливаемого оборудования, взамен которого для условий, оговоренных в п. 3.24, разрешается устанавливать заглушки |
Дополнительные указания |
|
А |
У воздуходувной станции и воздушно-разгрузочного клапана |
- |
- |
|
Б |
У воздушно-разгрузочного и у смесительного или отделительного клапана |
Клапаны холодного дутья с закрытыми тарелками и измерительная диафрагма, если они имеют паспорта и акты испытания |
- |
|
В |
В штуцерах холодного и горячего дутья |
Остальная арматура и клапаны: дымовые, перепускные, крышки или шибер газовой горелки |
См. п. 3.33 |
|
Г |
У смесительного или отделительного клапана, у клапана горячего дутья, в штуцерах фурменных приборов |
Фурменные приборы (без сопел) с затянутыми клиновыми соединениями, установленными натяжными болтами с пружинами, снятыми фланцами с шаровой заточкой для сопел, на место которых должны быть установлены заглушки |
- |
|
Д |
- |
- |
Испытание продувкой |
|
Е |
- |
- |
См. п. 3.34 |
|
Ж и З совместно |
В местах, отделяющих эти участки от скрубберов и нисходящего газопровода. Вместо корпусов винтовых транспортеров |
Люки, лазы, атмосферные клапаны, затворы пылеуловителей |
Допускается испытывать раздельно участок Ж и З |
|
И |
- |
а) Постоянные задвижки, если они испытаны на избыточное давление не ниже 1,25 Р2; б) Клапаны |
- |
|
К |
- |
Всё оборудование |
- |
|
Л |
- |
Клапаны, если они имеют паспорта и акты испытания |
- |
|
М |
- |
Постоянные задвижки и клапаны, если они испытаны на избыточное давление 1,25 Р2 |
Каждый электрофильтр испытывается отдельно |
|
Н |
- |
Все оборудование |
- |
|
О |
- |
Приборы в начале и конце участка, если они испытаны на избыточное давление 1,25 Р2 |
- |
|
П |
В начале и конце участки и на всех патрубках |
- |
- |
|
Р |
В начале и конце участка |
- |
- |
|
С |
Вместо дроссельных клапанов |
- |
- |
3.33. Каждый воздухонагреватель испытывается отдельно.
Воздухонагреватель с плоским днищем, не рассчитанным на восприятие внутреннего давления, после необходимого контроля сварных соединений, устранения всех дефектов и удаления всех, сборочных и монтажных приспособлений с внутренней поверхности сдается по акту под огнеупорную кладку.
Испытание воздухонагревателя на избыточное давление 1,25 P1 на прочность и герметичность производится после огнеупорной кладки до разогрева его, если в проекте нет других указаний о порядке и последовательности испытания и разогрева.
Испытание следует производить с применением временных анкеров, обеспечивающих устойчивость и прочность воздухонагревателя. Временные анкеры удаляются после снятия давления перед разогревом. Приварка постоянных анкеров производится после разогрева воздухонагревателя.
Воздухонагреватель со сферическим днищем или с плоским днищем, рассчитанным на восприятие внутреннего давления, испытывается на избыточное давление 1,25 Р1 на прочность и герметичность до огнеупорной кладки; приварка анкеров производится до испытания.
После испытания на прочность, герметичность и устранение всех дефектов, а также после удаления всех сборочных приспособлений воздухонагреватель сдается по акту под огнеупорную кладку.
Примечание. Для всех конструкций воздухонагревателей удаление приспособлений должно производиться способами, не повреждающими поверхность металла (не ударами кувалдой). При этом необходимо оставлять 2-3 мм для последующей зачистки наждачным кругом. После зачистки допускается оставлять припуск до 1 мм.
3.34. Испытание газопроводов на участке Е на первом этапе до футеровки производится без испытательного избыточного давления 0,7 кгс/см2 путем смачивания или опрыскивания внутри газопроводов всех швов керосином, а снаружи меловой суспензией. Испытание на герметичность после футеровки производится одновременно со всем комплексом сооружений воздушного и газового трактов, в соответствии с п.п. 3.35-3.42 настоящей главы.
Предспусковое испытание комплекса доменной печи
3.35. После окончания испытания отдельных участков, всего оборудования и после окончания огнеупорной кладки производится совместное испытание всех стальных конструкций путем продувки воздухом всей системы воздушного и газового трактов, начиная с воздухопровода холодного дутья от воздуходувной станции и кончая газопроводом чистого газа в пределах газоочистки до дроссельной группы.
Продувка всей системы целиком производится избыточным давлением, равным P2, но не свыше 2 кгс/с м2.
3.36. Все сопла фурменных приборов должны быть установлены, атмосферные клапаны закрыты, заглушки, установленные для деления системы на участки, должны быть сняты. Большой конус должен быть открыт, малый конус-закрыт, болты на люках газового затвора-затянуты, а в уплотнение распределителя шихты-подана смазка. За дроссельной группой устанавливается заглушка, рассчитанная на избыточное давление Р2, но не свыше 2 кгс/см2.
3.37. Все клапаны системы, соединяющие ее с атмосферой, закрываются, за исключением клапанов, которые потребуется открыть для пропуска некоторого количества воздуха в случае невозможности выпуска всего воздуха через клапан воздуходувки. Клапаны всех воздухонагревателей должны во время испытания находиться в положении на дутье, причем смесительный и отделительный клапаны и отсекающий клапан на пылеуловителе должны быть полностью открыты.
3.38. Контроль давления у доменной печи производится двумя манометрами, прошедшими проверку, запломбированными и установленными в помещениях КИП.
3.39. Перед началом продувки производится смачивание всех фланцевых соединений мыльной эмульсией для контроля их герметичности.
3.40. После выдержки системы под давлением продолжительностью не менее 30 мин, производится осмотр сооружений и выявление утечек воздуха с соблюдением условий, указанных в п.п. 3.19. 3.20 и 3.28 настоящей главы.
3.41. Все обнаруженные утечки воздуха должны быть устранены после снятия давления. Устранение утечки производится в соответствии с п. 3.31 настоящей главы,
3.42. Регулирование давления и расхода воздуха следует производить на воздуходувке из расчета поддержания в системе избыточного давления Р2, но не выше 2 кгс/см2.
Подсчеты потерь воздуха не производятся. Выпуск воздуха производится через клапан у воздуходувки.
3.43. Испытание колошникового копра необходимо производить раздельно:
а) опробованием работы всех механизмов;
б) статическим испытанием монтажной балки совместно с грузоподъемным механизмом путем подъема груза, равного 1,25 его номинальной грузоподъемности, на высоту 100 мм в течение 10 мин, с тщательным осмотром всех конструкций колошникового копра; динамическим испытанием путем повторного подъема, перемещения и отпускания груза, равного 1,1 его номинальной грузоподъемности.
При обнаружении в процессе испытания дефектов в конструкциях и после исправления их испытание повторяется.
3.44. Проверку правильности путей наклонного моста следует производить прокаткой скипов.
Разогрев воздухонагревателей
3.45. При пуске необходимо произвести нагрев воздухонагревателей до эксплуатационной температуры. Разогрев воздухонагревателей производится персоналом доменного цеха по специальной инструкции.
Окраска конструкций
3.46. Окраска стальных конструкций производится только после испытания их избыточным давлением 0,7 кгс/см2 и контроля качества сварных соединений.
4. ДОПОЛНИТЕЛЬНЫЕ ПРАВИЛА ДЛЯ КОНСТРУКЦИЙ ЦИЛИНДРИЧЕСКИХ ВЕРТИКАЛЬНЫХ РЕЗЕРВУАРОВ
4.1. Настоящие дополнительные правила должны соблюдаться при изготовлении, монтаже и приемке стальных конструкций вертикальных сварных цилиндрических резервуаров для нефти и нефтепродуктов емкостью до 20000 м3, с высотой стенки не более 12 м, следующих типов: низкого давления (до 200 мм вод. ст.); повышенного давления (до 7000 мм вод. ст.); специальных (с плавающими крышами, понтонами и др.).
При изготовлении, монтаже и приемке резервуаров емкостью свыше 20000 м3 до 50000 м3 с высотой стенки до 18 м надлежит руководствоваться наряду с настоящим разделом требованиями проекта по допускаемым отклонениям, контролю качества работ и испытанию резервуаров.
ИЗГОТОВЛЕНИЕ
4.2. Стенки, днища, центральные части плавающих крыш и понтонов должны изготовляться, как правило, рулонами, кроме случаев, предусмотренных проектом. Стационарные крыши, короба понтона и плавающих крыш, кольца жесткости изготовляются укрупненными габаритными элементами.
Короба понтонов и плавающих крыш должны изготавливаться в кондукторах. Допускаемые отклонения от проектных размеров длины отправочного элемента и поперечного сечения ±2 мм.
На заводе должны проходить контрольную сборку следующие конструкции (целиком или частями):
затворы плавающих крыш (навеской на одном коробе);
короба понтонов и плавающих крыш; кольца жесткости.
Полотнища стенок не должны иметь ступенчатости в кромках смежных листов более 3 мм.
Сварка при изготовлении и монтаже
4.4. Все сварные соединения днища из листов толщиной более 4 мм выполняются не менее чем в два слоя.
4.5. Стыковые сварные соединения окраек днища должны выполняться на подкладке не менее чем в два слоя.
4.6. Контроль герметичности всех швов днища производится вакуумом и всех швов прочих частей резервуара-керосином в соответствии с п. 1.54 настоящей главы.
Контроль просвечиванием проникающими излучениями производится:
а) в резервуарах, сооружаемых из рулонных заготовок, на заводе проверяется 100% пересечении вертикальных и горизонтальных швов сварных соединении I и II поясов (считая снизу) и 50% пересечений II, III и IV поясов, а на монтаже-вертикальных монтажных швов стенок резервуаров емкостью от 2000 до 20 000 м3;
б) в резервуарах, сооружаемых полистовым методом,-всех вертикальных стыковых соединений I и II поясов и 50% соединений II, III, IV поясов, преимущественно в местах пересечения этих соединений с горизонтальными;
в) всех стыковых соединений окраек днищ в местах примыкания к ним стенки резервуара. Длина снимка должна быть не менее 240 мм.
Примечание. Взамен просвечивания сварных соединений при толщине стали 10 мм и более разрешается производить контроль ультразвуковой дефектоскопией с последующим просвечиванием, проникающими излучениями участков швов с признаками дефектов.
Монтаж
4.7. До начала монтажа конструкций резервуаров должны быть проверены и приняты:
разбивки осей резервуаров;
отметки поверхности и тщательность уплотнения гидроизолирующего слоя искусственного основания;
обеспечение отвода поверхностных вод от основания.
4.8. Отклонения фактических размеров оснований и фундаментов резервуаров от проектных не должны превышать величин, приведенных в табл. 17 настоящей главы.
Таблица 17
|
Наименование отклонения |
Допускаемое отклонение, мм |
|
1. Отклонение отметки центра основания от проектной при: |
|
|
плоском |
0; +30 |
|
с подъемом к центру |
+50 |
|
с уклоном к центру |
-50 |
|
2. Отклонение от проекта отметок периметра основания, определяемых в зоне расположения окраек не реже чем через 6 м и не менее чем в восьми точках |
±10 |
|
3. Разность отметок любых не смежных точек основания не более |
20 |
|
4. Отклонение от проекта отметок поверхности кольцевого фундамента, определяемых не реже чем через 6 м и не менее чем в восьми точках |
±5 |
|
5. Разность отметок любых не смежных точек кольцевого фундамента не более |
10 |
|
6. Отклонения от проекта наружного диаметра кольцевого фундамента |
+50;-30 |
|
7. Толщина гидроизолирующего слоя на бетонном кольце в месте расположения стенки резервуара |
Не более 5 |
4.9. Центр днища резервуара должен быть зафиксирован приваренным к нему знаком с отверстием 10 мм в центре.
4.10. При монтаже стенки резервуаров следует обеспечить ее устойчивость, а также не допускать сминания днища и нижней кромки рулона стенки.
4.11. Врезка и приварка патрубков резервуарного оборудования на I, II и III поясах, а также оборудования, устанавливаемого на днищах, понтонах и плавающих крышах, должны быть закончены до гидравлического испытания резервуара.
4.12. Вертикальность стенки резервуара, не имеющего верхнего кольца жесткости, в процессе монтажа должна контролироваться не реже чем через 6 м, а резервуара, имеющего кольцо,-при установке каждого монтажного элемента кольца.
Испытание конструкций и приемка работ
4.13. Испытание резервуаров должно производиться наливом его водой до высоты, предусмотренной проектом.
4.14. Перед проведением испытаний весь персонал, принимающий участие в них, должен пройти инструктаж.
На все время испытаний устанавливается граница опасной зоны с радиусом не менее двух диаметров резервуара, внутри которой не допускается нахождение людей, не связанных с испытанием.
Во время повышения давления или вакуума допуск к осмотру резервуара разрешается не ранее чем через 10 мин после достижения установленных испытательных нагрузок.
Во время испытаний запрещается оставлять без наблюдения герметически закрытые резервуары, не имеющие соответствующей дыхательной аппаратуры. Контрольные приборы следует располагать в соответствии с п. 5.23 настоящей главы.
4.15. При испытании резервуаров низкого давления принимается размер избыточного давления на 25%, а вакуум на 50% больше проектной величины, если в проекте нет других указаний.
Примечание. При отсутствии гибкого участка трубопровода первая опора со стороны резервуара должна устанавливаться после окончания гидравлических испытаний.
4.16. Испытание резервуаров повышенного давления производится в соответствии с требованиями, приведенными в проекте, с учетом их конструктивных особенностей.
4.17. При обнаружении течи из-под края днища или через контрольные трубки, появления мокрых пятен на поверхности отмостки испытание необходимо прекратить, слить воду, устранить причину течи.
При обнаружении трещин в швах поясов корпуса испытание должно быть прекращено, и вода слита до уровня:
на один пояс ниже расположения трещин при обнаружении трещин в поясах от I до IV;
до V пояса-при обнаружении трещин в поясах VI и выше.
4.18. Гидравлическое испытание рекомендуется проводить при температуре окружающего воздуха +5°С и выше.
|
Наименование отклонения |
Допускаемое отклонение |
|
1 |
2 |
|
Днище |
|
|
1. Отклонение наружного контура днища от горизонтали |
См. табл. 19 |
|
2. Высота хлопунов днища (допускаемая площадь одного хлопуна 2 м2-) |
Не более 150 мм |
Стенка |
|
|
3. Отклонение величины внутреннего радиуса стенки на уровне днища от проектной при радиусе: |
|
|
до 12 м включительно |
± 20 мм |
|
свыше 12 м |
± 30 мм |
|
4. Отклонение высоты стенки от проектной, смонтированной: |
|
|
из рулонной заготовки |
± 15 мм |
|
из отдельных листов |
± 50 мм |
|
5. Отклонение образующих стенки от вертикали |
См. табл. 20 |
|
6. Выпучины или вмятины на поверхности стенки вдоль образующей |
Cì. табл. 21 |
Понтон è плавающая крыша |
|
|
7. Отклонение наружного контура понтона или плавающей крыши от горизонтали |
± 20 мм |
|
8. Отклонение направляющих понтона или плавающей крыши от вертикали |
25 мм |
|
9. Отклонение наружного кольцевого листа понтона или плавающей крыши от вертикали на высоту листа |
± 10 мм |
Покрытие |
|
|
10. Отклонение стрелок прогиба радиальных элементов в центре и промежуточных узлах от проектных (с учетом строительного подъема) |
± 0,02 |
|
11.. Разность отметок смежных узлов радиальных балок и ферм |
10 мм |
|
Примечание. Нижняя часть наружного контура понтона или плавающей крыши не должна находиться выше уровня жидкости. |
|
При необходимости испытания резервуаров в зимних условиях водой должны быть приняты меры по предотвращению замерзания воды в трубах и задвижках, а также обмерзания стенок резервуара.
|
Емкость резервуара, м3 |
Допускаемые отклонения наружного контура днища, мм |
|||
|
при незаполненном резервуаре |
при заполненном резервуаре |
|||
|
разность oтметок соседних точек на расстоянии 6 м |
разность отметок любых других точек |
разность oтметок соседних точек на расстоянии 6 м |
разность отметок любых других точек |
|
|
Менее 700 |
10 |
25 |
20 |
40 |
|
700-1000 |
15 |
40 |
30 |
60 |
|
2000-5000 |
20 |
50 |
40 |
80 |
|
10000-20000 |
10 |
50 |
30 |
80 |
|
Резервуар |
Допускаемые
отклонении, образующих стенки от вертикали, |
|||||||||||
|
№ поясов |
||||||||||||
|
I |
II |
III |
IV |
V |
VI |
VII |
VIII |
IX |
X |
XI |
XII |
|
|
С понтонами или плавающими крышами |
Для резервуаров высотой до 12 м |
|||||||||||
|
|
10 |
20 |
30 |
40 |
45 |
50 |
55 |
60 |
- |
- |
- |
- |
|
|
Для резервуаров высотой до 18 м |
|||||||||||
|
|
10 |
20 |
30 |
40 |
45 |
50 |
55 |
55 |
55 |
55 |
60 |
60 |
|
Другие типы |
Для резервуаров высотой до 12 м |
|||||||||||
|
|
15 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
- |
- |
- |
- |
|
|
Для резервуаров высотой до 18 м |
|||||||||||
|
|
15 |
30 |
40 |
50 |
60 |
60 |
70 |
70 |
70 |
80 |
80 |
90 |
|
Примечания:1. Замеры производятся для каждого пояса на расстоянии до 50 мм от верхнего горизонтального шва. 2. Проверка отклонений производится не реже чем через 6 м по окружности резервуара. 3. Для 20%
образующих (по которым производится контроль отклонений) резервуаров с
понтонами или плавающими крышами допускаются в уровне восьмого пояса
отклонения 4. При определении отклонений учитывается телескопичность стенки резервуаров, смонтированных полистовым способом. |
||||||||||||
4.19. Резервуар считается выдержавшим гидравлическое испытание, если в процессе испытания и по истечении 24 ч на поверхности корпуса резервуара или по краям днища не появятся течи и если уровень воды не будет снижаться.
Обнаруженные мелкие дефекты (свищи, отпотины) подлежат исправлению при пустом резервуаре. Исправленные места должны быть проверены на герметичность.
4.20. Отклонения геометрических размеров и формы стальных конструкций резервуаров от проектных не должны превышать величин, приведенных в табл. 18, 19, 20 и 21.
|
Расстояние от нижнего до верхнего края выпучины или вмятины, мм |
Допускаемая величина
выпучин или вмятин на
поверхности стенки вдоль образующей, |
|
До 1500 включительно |
15 |
|
Сâûøå 1500 до 3000 |
30 |
|
Свыше 3000 до 4500 |
45 |
|
Примечание: Суммарные отклонения стенки резервуаров должны укладываться в допускаемые отклонения по табл. 20. |
|
4.21. На резервуар, сдаваемый в эксплуатацию, составляется паспорт согласно прил. 2 настоящей главы.
5. ДОПОЛНИТЕЛЬНЫЕ ПРАВИЛА ДЛЯ КОНСТРУКЦИЙ МОКРЫХ ГАЗГОЛЬДЕРОВ
5.1. Настоящие дополнительные правила должны соблюдаться при изготовлении, монтаже и приемке стальных конструкций мокрых газгольдеров емкостью до 30000 м3 с вертикальными направляющими, включающих следующие элементы:
листовые конструкции резервуара, телескопа и колокола;
внешние и внутренние направляющие телескопа и колокола со связями;
водяные затворы;
стойки и стропила колокола.
ИЗГОТОВЛЕНИЕ
5.2. Изготовление листовых конструкций следует производить, как правило, рулонами и укрупненными габаритными элементами, кроме случаев, предусмотренных проектом.
5.3. Конструкции, приведенные ниже, должны пройти общую сборку или изготовляться по кондукторам:
внешние направляющие со связями; гидрозатворы; стропильные покрытия со связями; балконные площадки с приваренными элементами уторного кольца стенки.
Гидрозатвор должен изготовляться в виде укрупненных отправочных элементов.
5.5. Полотнища днищ и стенок резервуара должны быть изготовлены с выполнением требований п. 4.3 настоящей главы.
Сварка при изготовлении и монтаже
5.6. Стыковые сварные соединения окраек днища должны выполняться на подкладке, не менее чем в два слоя.
5.7. Контроль герметичности всех швов днища и кольцевого таврового шва производится вакуумом, а всех швов прочих частей газгольдера-керосином в соответствии с п. 1.54 настоящей главы.
Просвечиванию проникающими излучениями подлежат все пересечения вертикальных и горизонтальных швов резервуаров в листах толщиной 6 мм и более, а также все стыковые соединения окраек днищ в местах примыкания к ним стенки резервуара. Длина снимка должна быть не менее 240 мм.
Примечание. Взамен просвечивания сварных соединений при толщине стали 10 мм и более разрешается производить контроль ультразвуковой дефектоскопией с последующим просвечиванием проникающими излучениями участков швов с признаками дефектов.
Монтаж
5.8. До начала монтажа конструкций газгольдера должна быть произведена приемка естественного и искусственного оснований, а также гидроизолирующего слоя фундаментов и приямков.
5.9. Отклонения фундаментов газгольдеров от проекта не должны превышать величин, приведенных в табл. 22.
Таблица 22
|
Название отклонения |
Допускаемое отклонение, мм |
|
1. Отклонение от проекта отметок поверхности кольцевого фундамента, определяемых не реже чем через 6 м и не менее чем в 8 точках |
± 5 |
|
2. Разность отметок любых не смежных точек кольцевого фундамента, не более |
10 |
|
3. Отклонение в ширине кольцевого фундамента по верху |
+50;-0 |
|
4. Отклонение от проекта наружного диаметра кольцевого фундамента |
+50;-30 |
5.10. Поверхность искусственного основания под днище резервуара газгольдера должна иметь подъем к центру основания, равный 1/75 диаметра резервуара. Все железобетонные плиты должны иметь тот же уклон, что и искусственное основание.
5.11. Зазоры, образующиеся между поверхностью кольцевого фундамента и днищем, должны заполняться цементным раствором после установки и приварки первого пояса резервуара.
5.12. При монтаже стенок резервуара, телескопа и колокола следует обеспечить их устойчивость.
5.13. Крыше колокола должен быть придан строительный подъем, для чего центральное опорное кольцо стропильных ригелей необходимо установить выше проектного положения (относительно проектной верхней поверхности кольцевого фундамента) на величину, обеспечивающую требование п. 5.4 настоящей главы.
5.14. При монтаже кровли колокола нельзя допускать размещение на ней каких-либо грузов, а также скопления снега.
5.15. Приварка внешних направляющих (с площадками и связями, молниеприемниками и роликами объемоуказателей) должна производиться только после полной сборки и проверки прямолинейности каждой направляющей в отдельности, а также выверки правильности геометрического положения всех направляющих.
5.16. При укладке грузов, предназначенных для обеспечения принятого в проекте давления газа, суммарная фактическая их масса, определяемая контрольным взвешиванием, и фактическая масса подвижных секций газгольдера, определяемая по исполнительным чертежам, не должна расходиться с проектом более чем на 2%-
Испытание конструкций и приемка работ
5.17. Отклонения геометрических размеров и формы стальных конструкций мокрых газгольдеров не должны превышать величии, приведенных в табл. 23.
5.18. До сдачи в эксплуатацию каждого газгольдера должна быть произведена его техническая приемка:
а) внешний осмотр газгольдера и проверка его размеров;
б) испытания отдельных узлов и элементов;
в) гидравлическое испытание резервуара и газовых вводов;
г) испытание газгольдера в целом.
5.19. Испытание на герметичность днища резервуара, настила кровли и гидрозатворов колокола и телескопа следует производить до испытания резервуара газгольдера наливом воды.
5.20. Испытание настила кровли на герметичность (предварительное) производится путем создания внутреннего давления воздухом в период подъема колокола и нанесения мыльного раствора на сварные соединения снаружи.
Обнаруженные при испытании дефекты швов кровли должны быть устранены подваркой без вырубки дефектных мест.
Таблица 23
|
Отклонение |
Допускаемое отклонение |
|
1. Разность двух любых радиусов резервуара, телескопа и колокола |
Не более 20 мм |
|
2. Отклонение стенок резервуара от вертикали на каждый 1 м высоты стенки |
3 мм |
|
3. Отклонение высоты резервуара от проекта |
± 20 мм |
|
4. Отклонение радиуса горизонтальных колец гидрозатвора телескопа и колокола |
± 10 мм |
|
5. Отклонение зазора между поверхностями гидрозатвора колокола и телескопа |
± 20 мм |
|
6. Отклонение от проекта горизонтального размера в свету между поверхностью верхнего листа стенки телескопа и внешней гранью горизонтального листа затвора колокола, а .также между вертикальной поверхностью затвора телескопа и внешней поверхностью |
± 8 мм |
|
7. Отклонение от вертикали внутренних направляющих телескопа и стоек колокола (после окончания сварки) на всю высоту |
10 мм |
|
8. Отклонение стропил кровли колокола из вертикальной плоскости |
1/1000 диаметра колокола |
|
9. Отклонение от центра кровли оси каждого стропильного ригеля (в плане) |
10 мм |
|
10. Отклонение внешних направляющих от вертикали (на всю высоту направляющих): |
10 мм |
|
в радиальном направлении |
10 мм |
|
в плоскости, касательной к цилиндрической поверхности газгольдера |
15 мм |
После исправления дефектных участков швов они должны быть подвергнуты повторному испытанию.
5.21. Испытание на герметичность гидрозатворов телескопа и колокола должно производиться керосином до покраски газгольдера и установки грузов.
5.22. До начала испытания резервуара все газопроводы должны быть продуты.
Испытание резервуара производится наливом воды на высоту, предусмотренную проектом. Налив воды осуществляется ступенями по поясам с промежутками времени, необходимыми для осмотра конструкций.
Гидравлическое испытание рекомендуется проводить при температуре окружающего воздуха +5°С и выше. При необходимости испытания газгольдеров в зимних условиях должны быть приняты меры по предотвращению замерзания воды в трубах и задвижках, а также обмерзания стенок резервуара, колокола, телескопа.
5.23. Перед проведением испытаний резервуара наливом воды все работники, принимающие участие в испытаниях, должны пройти инструктаж.
На все время испытаний устанавливаются границы опасной зоны с радиусом не менее двух диаметров газгольдера, внутри которой не допускается нахождение людей, не связанных с испытаниями.
Во время повышения уровня воды в резервуаре лица, назначенные для осмотра конструкций, должны находиться вне границ опасной зоны или в надежных укрытиях.
Контрольные приборы, за которыми производится постоянное наблюдение в течение всего времени испытаний, должны устанавливаться вне опасной зоны или в надежных укрытиях.
5.24. При выявлении трещин в швах поясов корпуса испытание приостанавливается и уровень воды снижается:
на один пояс ниже расположения трещины-при обнаружении трещин в поясах I-VI;
до V пояса-при обнаружении трещин в поясах VII и выше.
Одновременно производится проверка герметичности сварных швов на газовых вводах. В процессе испытания резервуара должны быть обеспечены условия, исключающие образование вакуума в колоколе.
5.25. После исправления всех дефектов резервуара и газовых вводов составляются соответствующие акты.
5.26. До начала испытания газгольдера в целом необходимо выполнить подготовительные работы, необходимые для производства соответствующих замеров. Антикоррозионная защита производится после испытания.
5.27. Испытание газгольдера в целом производится путем налива воды и нагнетания воздуха, при этом:
а) во время подъема колокола необходимо следить за показанием манометра и горизонтальностью подъема; в случае резкого увеличения давления подъем колокола должен быть прекращен и после выявления и устранения причин, задерживающих движение колокола, разрешается производить его дальнейший подъем;
б) первый подъем колокола и телескопа следует производить медленно до момента, когда воздух начнет выходить через автоматическую свечу сброса газа в атмосферу;
в) одновременно с подъемом колокола производится проверка герметичности швов листового настила кровли;
г) после этого опускают колокол и телескоп, производя проверку их герметичности обмыливанием швов обшивки телескопа и колокола; подварку неплотностей производят после полного опускания телескопа и колокола;
д) затем несколько раз колокол и телескоп поднимают и опускают с большей скоростью, чем первый раз, после чего колокол или телескоп частично опускают в воду с таким расчетом, чтобы объем воздуха составлял 90% номинального объема газгольдера, и в таком положении производится семисуточное испытание газгольдера.
При испытании нельзя допускать образования вакуума.
5.28. Утечка воздуха после семисуточного испытания газгольдера определяется как разность между нормальным (V0) и измеренным (Vt) объемами воздуха. Нормальный объем воздуха определяется по формуле
![]() (3)
(3)
где V0-нормальный объем сухого воздуха в м3 при температуре 0°С и нормальном давлении 760 мм рт. ст.;
Vt-измеренный объем воздуха в м3 при средней температуре t°, барометрическом давлении В мм рт. ст. и среднем давлении воздуха в газгольдере Р мм рт. ст.;
Рпар-парциальное давление водяных паров, находящихся в воздухе при температуре t° и давлении В мм рт. ст.;
t°-средняя температура воздуха в °С, определяемая как среднее арифметическое замеров температур в разных местах над крышей колокола (не менее трех).
При незначительной разнице температур в начале и конце испытания величина Рпар может не учитываться. В этом случае вычисление производится по формуле
![]() (4)
(4)
5.29. В процессе испытания ежедневно в 6-8 ч утра должны производиться контрольные промежуточные замеры и определения утечек воздуха. Дежурства людей при этих испытаниях должны быть круглосуточными.
5.30.
Определенная в конце испытания утечка воздуха должна быть пересчитана на
соответствующую утечку газа путем умножения величины утечки воздуха на величину
![]() , где
, где ![]() -удельные веса соответственно воздуха и газа.
-удельные веса соответственно воздуха и газа.
5.31. Газгольдер считается выдержавшим испытание на герметичность, если полученная в результате пересчета величина утечки газа при непрерывном испытании за семь суток не превышает 3% для газгольдеров емкостью до 1000 м3 включительно, и 2% для газгольдеров емкостью 3000 м3 и выше.
Величина утечки относится к номинальному объему газгольдера. О результатах испытания составляется соответствующий акт с участием заказчика.
5.32. В заключение газгольдер испытывается быстрым (от 1 до 1,5 м в 1 мин) двукратным подъемом и опусканием подвижных частей.
При подъеме и опускании перекос корпуса колокола и телескопа не должен превышать от уровня воды 1 мм на 1 м диаметра колокола и телескопа.
Отверстия в настиле кровли колокола и иных местах установки испытательных приборов завариваются с помощью круглых накладок с проверкой швов на плотность. Пазы резервуаров после окончания испытания газгольдера пломбируют, а смотровые люки колокола оставляют открытыми.
5.33. На газгольдер, сдаваемый в эксплуатацию, следует составить паспорт согласно прил. 3 к настоящей главе.
6. ДОПОЛНИТЕЛЬНЫЕ ПРАВИЛА ДЛЯ КОНСТРУКЦИЙ МАЧТОВЫХ И БАШЕННЫХ СООРУЖЕНИЙ
6.1. Настоящие дополнительные правила должны соблюдаться при изготовлении, монтаже и приемке стальных конструкций мачтовых и башенных сооружений объектов радиосвязи, радиовещания и телевидения.
ИЗГОТОВЛЕНИЕ
6.2. Внутренние поверхности труб перед обработкой и установкой заглушек должны быть очищены от пыли и грязи, а труб, открытых с торцов, диаметром 250 мм и выше должны быть огрунтованы.
6.3. Стенки отверстий для труб во фланцах и соприкасающиеся плоскости фланцев должны быть механически обработаны (резанием).
Механическую обработку сопрягаемых плоскостей фланцев разрешается не производить при условии, если листовая сталь, из которой изготовляются фланцы, выправлена и имеет неплоскостность не более 1 мм.
Отверстия во фланцах для труб допускается обрабатывать машинной кислородной резкой. Зазор между трубой и стенкой отверстия во фланцах должен быть не более 3 мм при условии совмещения центра фланца с осью трубы
Изм. ред. (Изм. № 1)
6.4. Отверстия для крепления деталей в фасонках оттяжечных узлов мачт, раскосов из круглой стали, распорок, тяг анкерных фундаментов должны образовываться на проектный диаметр по допускам для болтов повышенной точности, приведенным в табл. 5.
6.5. К отправочным элементам мачт и башен на заводе-изготовителе должны быть прикреплены опоры для монтажных кранов, детали для навески подмостей, детали для крепления временных расчалок.
6.6. Швы сварных соединений заглушек трубчатых элементов, узлов примыкания трубчатых раскосов и распорок, а также швы заваренных прорезей в трубчатых конструкциях должны быть выполнены герметичными и испытаны на плотность избыточным давлением воздуха 0,4 кгс/см2. Испытанию подвергаются 5% трубчатых элементов.
В случае обнаружения дефектных швов количество испытываемых элементов удваивается. При обнаружении дефектов в удвоенном количестве элементов испытанию подвергаются все элементы мачты и башни.
Все дефекты, выявленные при испытаниях, устраняются, а отверстия, предназначавшиеся для подачи сжатого воздуха, завариваются герметичным швом после окончания испытаний.
Заглушки труб после испытания элементов на герметичность должны быть покрыты слоем битума № 4.
6.7. Конструкции мачт и башен должны изготовляться по кондукторам, обеспечивающим правильность размеров и взаимозаменяемость элементов, плотное соприкасание обработанных элементов монтажных стыков, а также совпадение отверстий в монтажных стыках и других соединениях.
Конструкции в соответствии с п. 1.29 настоящей главы должны проходить последовательную контрольную сборку всех секций (панелей):
мачты-согласно п. 4 табл. 24 настоящей главы;
башни габаритные-пространственными секциями, негабаритные-плоскостными панелями (допускается сборка до оси симметрии).
Для проверки башен должно быть собрано не менее трех секций.
Конструкции решетчатых матч и башен индивидуального изготовления, выполняемые без применения кондукторов и специальных приспособлений, а также опорные секции мачт со съемными консолями должны подвергаться общей сборке на заводе-изготовителе.
Конструкции листовых трубчатых матч индивидуального изготовления подлежат общей сборке. При общей сборке устанавливаются фиксаторы и наносится продольная ось мачты по образующей цилиндрической поверхности, от которой производится разметка положения всех лацменов, дверей, отверстий и др.
Допускаемые отклонения действительных размеров изготовленных конструкций мачт и башен от проектных не должны превышать предусмотренных в табл. 24. Допускается применение заводских сварных стыков прочностью не ниже прочности свариваемой стали со 100% контролем качества сварных соединений физическими методами
|
Наименование отклонения |
Допускаемое отклонение |
|
Мачты и башни |
|
|
1. Разность длин отдельных поясов в одной секции |
|
|
2. Тангенс угла между фактическим и проектным положениями фланцев поясов |
|
|
3. Зазоры между фланцами двух смежных секций: |
|
|
в пределах
кольца шириной 20 мм во |
0,5 мм |
|
у наружных кромок между фланцами |
3 мм |
|
Мачты решетчатые и листовые трубчатые |
|
|
4. Стрела прогиба оси ствола мачты при общей и контрольной сборке (длина собираемой части не менее расстояния между ярусами оттяжек) |
|
|
5. Местные искривления образующих трубчатой листовой мачты, измеряемые прямолинейным шаблоном длиной 1 м (искривления и вмятины глубиной до 2 мм не учитываются) |
1/50 длины искривленного участка, но не более 0,5 толщины стенки трубы |
|
6. Чернота отверстий для болтов во фланцевых соединениях при общей или контрольной сборках |
1,5 мм |
|
7. Угол между фактическим и проектным положениями фасонки для крепления оттяжек решетчатых и трубчатых мачт |
1° |
|
8. Разность в толщине фасонок в одном фланцевом соединении |
1 мм |
|
9. Отклонение расстояния между центром узла è первым отверстием фасонок крепления распорок, раскосов и элементов диафрагм |
± 3 мм |
|
10. Угол между фактическим и проектным положениями фасонок для крепления раскосов и распорок |
1° |
|
Прочие конструкции и детали |
|
|
Отклонения в размерах: |
|
|
11. опорных столиков, служащих для установки монтажных механизмов и в привязке их размеров |
± 2 мм |
|
12. других деталей, предназначенных для производства монтажных работ (для подвески подмостей и др.) |
± 4 мм |
|
Примечание. Допускаемые отклонения в размерах проемов и деталей, направляющих для лифтов, устанавливаются в проекте. |
|
6.8. Стыковые сварные соединения листовых трубчатых мачт (включая монтажные) диаметром 1500 мм и более должны подвергаться контролю просвечиванием проникающими излучениями в размере 2% длины сварных швов, выполненных ручной или полуавтоматической сваркой, и в размере 1% длины сварных швов, выполненных автоматической сваркой.
Контроль производится преимущественно в местах пересечения швов.
6.9. Изготовленные конструкции мачт и башен не должны иметь отклонений выше указанных в табл. 8, 9 и 24 настоящей главы.
Монтаж
6.10. Приемка фундаментов должна производиться перед началом монтажных работ комплектно для каждой мачты или башни в соответствии с требованиями проекта, п. 1.104 (табл. 11) и табл. 25 настоящей главы.
При приемке проверяется наличие и геометрическое положение закладных деталей для крепления монтажных устройств.
6.11. Подливка опорных башмаков и заливка колодцев анкерных болтов в фундаментах башен должны производиться после выверки двух собранных и закрепленных секций башни. Подливка опорных фундаментных плит мачт должна производиться после их выверки до начала монтажа ствола мачты. Монтаж мачт на подлитых плитах и продолжение монтажа башен на подлитых башмаках разрешается производить только после достижения раствором подливки 50% проектной прочности. Работы по подливке оформляются актами.
Примечание. Части башмаков, не доступные заливке после установки первых секций, должны заполняться бетоном до монтажа секции.
|
Наименование отклонения |
Допускаемое отклонение |
|
1. Расстояния между центрами фундаментов одной башни |
10 мм + 0,001 проектного расстояния при общей величине не более 25 мм |
|
2. Угол между фактическим и проектным направлением оси тяги анкерного фундамента мачты: |
|
|
к горизонту |
+0;-4° |
|
в плане |
1° |
|
3. Отклонение опорных плит от проектной отметки: |
|
|
плиты центрального фундамента мачты и фундамента башни |
± 10 мм |
|
раздельно стоящие плиты башни (под поясами) |
1:1500 базы, но не более 5 мм |
6.12. Монтаж мачт, имеющих опорные изоляторы, должен производиться на временной опоре (предусмотренной в проекте) с последующим подведением изоляторов после монтажа всей мачты.
6.13. Перед началом подъема очередной секции мачты или башни заглушки труб в верхних фланцах поясов должны быть залиты битумом № 4 в уровень с плоскостью фланца, а соприкасающиеся плоскости фланцев-смазаны битумом той же марки. Выполнение этих работ должно оформляться актом.
6.14. Болты во фланцевых соединениях должны устанавливаться с двумя гайками.
6.15. Натяжные приспособления для оттяжек в мачтовых сооружениях и для раскосной решетки в башнях должны иметь паспорта, в которых приводятся документы о тарировке измерительного прибора.
6.16. Изготовление и испытание оттяжек должно производиться, как правило, на монтажной площадке. Канаты должны быть предварительно вытянуты в соответствии с требованиями п. 1.140 настоящей главы.
Оттяжки мачт в собранном виде или отдельными участками должны быть испытаны усилием, равным 0,5 разрывного усилия каната в целом.
В случаях, когда вытяжку и испытание канатов и оттяжек на монтажной площадке производить невозможно, допускается изготовление и испытание оттяжек производить на центральных базах и перевозить их к месту монтажа в бухтах с внутренним диаметром не менее 2,5 м для оттяжек из канатов диаметром до 42 мм и 3,5 м-для оттяжек из канатов больших диаметров.
6.17. Усилие монтажного натяжения в оттяжках мачтовых опор должно определяться по формулам:
![]() при
при ![]() (5)
(5)
![]() при
при ![]() (6)
(6)
Значения температур в формулах применять с их знаками «+» или «-».
Измененная ред. (Изм. № 1)
где N-искомая величина натяжения при температуре воздуха во время определения;
N1-величина натяжений при температуре воздуха плюс 40°С, приводится в проекте;
N2-величина натяжения при температуре воздуха минус 40° С, приводится в проекте;
Nc-величина натяжения при среднегодовой температуре воздуха в районе установки мачты, приводится в проекте;
Тc-среднегодовая температура воздуха в районе установки, определяемая по данным гидрометеорологической службы;
Т-температура воздуха во время регулировки натяжения оттяжек мачт.
6.18. Выверка мачт и башен должна производиться без подвешенных антенн и при скорости ветра не более 25% расчетной.
Приемка работ
6.19. Отклонения законченных монтажом конструкций мачт и башен от проектного положения не должны превышать величин, указанных в табл. 26 настоящей главы.
Таблица 26
|
Наименование отклонения |
Допускаемое отклонение |
|
1. Смещение оси ствола и поясов башни от проектного положения |
|
|
2. Смещение оси ствола и поясов мачты от проектного положения |
|
|
3. Отклонение величины монтажного натяжения раскосов башен от проектного |
± 15% |
|
4 Отклонение величины предварительного (монтажного) натяжения оттяжек мачт от проектного |
± 8% |
|
5. Paзницa в величине натяжения оттяжек (из одного каната) одного яруса после демонтажа монтажного крана |
10% |
6.20. Помимо документов, перечисленных в п. 1.151 настоящей главы, при сдаче должны быть дополнительно представлены:
заводские сертификаты на стальные канаты, на сплавы для заливки втулок и на изоляторы;
акты на заливку битумом фланцев трубчатых поясов мачт и башен;
акты на изготовление и испытание оттяжек для мачтовых сооружений;
акты механических и электрических испытаний изоляторов;
ведомость геодезической проверки осей сооружения, а также осей элементов сооружения (поясов решетчатых мачт и башен);
ведомость замеренных предварительных (монтажных) натяжений оттяжек мачт и раскосов башен.
7. ДОПОЛНИТЕЛЬНЫЕ ПРАВИЛА ДЛЯ КОНСТРУКЦИЙ ГИДРОТЕХНИЧЕСКИХ СООРУЖЕНИЙ
7.1. Настоящие правила должны соблюдаться при изготовлении, монтаже и приемке стальных конструкций гидротехнических сооружений:
а) подвижных конструкций затворов (в том числе ворот судоходных шлюзов и доков) и разборных плотин:
б) подвижных конструкций сороудерживающих решеток, плавучих заграждений и прочих устройств, преграждающих доступ посторонним предметам к водопропускным отверстиям;
в) закладных частей затворов и сороудерживающих решеток;
г) стальных облицовок и экранов;
д) стальных трубопроводов гидроэлектрических и насосных станций;
е) уравнительных башен;
ж) причальных устройств на судоходных шлюзах и сооружениях гидроэлектрических станций;
з) балок и эстакад под механизмы.
Настоящие правила не распространяются на высоконапорные гидротехнические затворы из стальных отливок или сварной конструкции с большим количеством механической обработки, требующие повышенной точности пригонки подвижной конструкции к неподвижным (закладным) частям. Изготовление, монтаж и приемка таких затворов производятся по специальным техническим условиям.
7.2. При изготовлении, монтаже и приемке стальных конструкций, устанавливаемых или эксплуатируемых при расчетной температуре ниже минус 40°С, в отношении их механических деталей и деталей из резины должны соблюдаться требования государственного стандарта на машины, приборы и другие технические изделия, предназначенные для эксплуатации в условиях низких температур.
ИЗГОТОВЛЕНИЕ
7.3. Отклонения действительных размеров изготовленных конструкций от проектных не должны превышать величин, указанных в табл. 8, 9 и 27 настоящей главы.
Схема контрольных обмеров должна быть приложена к сертификату на изготовленную конструкцию.
7.4. На заводе должна производиться общая сборка следующих негабаритных конструкций: подвижных конструкций затворов всех типов, пазовых конструкций, элементов трубопроводов сложной формы (колен, переходных камер, разветвлений, компенсаторов и т.п.).
|
Наименование отклонения |
Допускаемое отклонение |
|
Плоские и сегментные затворы |
|
|
|
|
|
1. Отклонение длины L, высоты H, толщины В |
- (2 мм+0,001X), где за Х принимается соответственно или L, или B, или Н |
|
2. Отклонение расстояния l1 между осью затвора и осью подвеса |
-(1 мм +0,0003 l1) |
|
3. Разность между l и l' и между h и h', где l и l'-расстояния между геометрическими осями опорно-концевых стоек, измеренные по геометрическим осям соответственно нижнего и верхнего ригелей; h и h'-расстояния между геометрическими осями нижнего и верхнего ригелей, измеренные по геометрическим осям соответственно левой и правой опорно-концевых стоек |
3 мм |
|
4. Разность длин диагоналей |
0,001 D, но не более 10 мм |
|
5. Стрела кривизны обшивки и ригелей в горизонтальной плоскости f (только в сторону напора) |
0,0006 L |
|
6. То же, в вертикальной плоскости f1 (посередине каждой секции затвора) |
0,001 Н |
|
7. Стрела кривизны f2 ригелей в вертикальной плоскости |
0,001 L, но не более 15 мм |
|
8. Стрела кривизны f3 кромки ножа затвора с резиновым уплотнением |
± 3 мм |
|
9. Стрела кривизны f3 (кромки ножа затвора) без резинового уплотнения |
± 1 мм |
|
|
|
|
10. Тангенс
угла |
|
|
|
|
|
11. Винтообразность уплотняющего контура, измеряемая по плоскости установки уплотнений или по центрам отверстий под болты, крепящие уплотнения |
3 мм + 0,0002L |
|
12. Винтообразность конструкции затвора по контуру, не имеющему уплотнения |
6 мм + 0,0004L |
|
13 Отклонение длины N ног сегментного затвора |
±0,001 N, но не более 5 мм |
|
Ствоpки двустворчатых ворот
|
|
|
|
|
|
14. Отклонение толщины В, длины 1 и высоты h |
-(2ìì+,001X), где за X принимается cоответственно или В, или l, или h |
|
15. Разность длин диагоналей |
0,001D, но не более 10 мм |
|
16. Стрела кривизны К вереяльного столба и K1 створного столба (в любой плоскости) |
0,001 высоты столба, но не более 10 мм |
|
17. Стрела кривизны f обшивки и ригелей и горизонтальной плоскости (только в сторону напора) |
0,0006 l |
|
18. Стрела кривизны f1 обшивки в вертикальной плоскости посередине створки (только в сторону напора) |
0,001 h |
|
19. Стрела кривизны f2 ригелей в вертикальной плоскости |
0,001 1 но не более 10 мм |
|
Откатные ворота |
|
|
|
|
|
20. Отклонение расстояния l, определяющего положение опорно-ходовых частей |
± 0,001l |
|
21.
Отклонение тангенса угла наклона |
± 0,001 |
|
|
|
|
Трубопроводы |
|
|
|
|
|
22. Отклонение длины наружной окружности на концах обечайки |
± 0.3 |
|
23. Смещение кромок в стыках |
0,1 |
|
24. Разность между шприцами листов, входящих в состав одной обечайки негабаритного трубопровода или уравнительной башни |
2 мм |
|
25. Местные зазоры между внутренней кромкой кольца жесткости (или опорного) и шаблоном длиной 1500 мм |
2 мм на длине не более 200 мм |
|
26. Отклонение длины l |
|
|
прямого звена или обечайки |
|
|
фасонного звена или обечайки |
|
|
27. Отклонение расстояния: от кольца жесткости (или опорного) до края обечайки с |
|
|
между кольцами жесткости b |
|
|
от кольца жесткости (или опорного) до края обечайки с |
|
|
28. Зазор между боковой поверхностью кольца жесткости (или опорного) и стальной линейкой длиной 1 м |
3 мм |
|
29. Тангенс угла отклонения кольца жесткости (или опорного) от проектного положения |
± 0,005 |
|
30. Косина торцов обечаек т |
3 мм |
|
31. Отклонение зазоров между внутренней и наружной поверхностями звеньев компенсатора трубопровода |
|
|
|
+0,5К -0,2К |
|
Закладные части |
|
|
|
|
|
32. Стрела кривизны закладных частей, состоящих из отдельных сварных или прокатных профилей с необработанными плоскостями: |
|
|
для элементов, расположенных в пределах рабочей зоны:: |
|
|
f-в плоскости а-а действия нагрузки затвора |
0,001l, но не более 4 мм |
|
f1-в плоскости б-б, перпендикулярной действию нагрузки от затвора для элементов, расположенных вне пределов рабочей зоны затвора |
0,002l, но не более 5 мм |
|
f-в плоскости а-а |
0,002l, но не более 6 мм |
|
f1- в плоскости б-б |
0,002l, но не более 6 мм |
|
33. Стрела кривизны закладных частей, состоящих из отдельных сварных или прокатных профилей с обработанными плоскостями, независимо от зоны расположения закладных частей: |
|
|
f-в плоскости а-a |
0,0005l, но не более 1 мм |
|
f1-в плоскости б-б |
0,0001l, но не более 3 мм |
|
34. Смещение оси цилиндрической поверхности рельса от оси пути |
± 2 мм |
|
35. Местные углубления на рабочей поверхности рельса для скользящих затворов |
0,3 мм, два углубления на 1 м длины рельса |
|
36. Местные сквозные зазоры между квадратом рельса для скользящих затворов и закладной частью (см. Примеч. 2) |
Один зазор до 0,1 мм длиной не более 100 мм на 1 м длины рельса |
|
37. Местные несквозные зазоры между квадратом рельса для скользящих затворов и закладной частью (см. примеч. 2) |
Два зазора до 0,3 мм длиной не более 150 мм на 1 м длины рельса |
|
38. Винтообразность пазовых конструкций закладных частей затвора, измеряемая но концам отправочного элемента |
0,001 длины |
|
Плоскостные облицовки пазов затворов, не соприкасающиеся с уплотняющими элементами затвора |
|
|
|
|
|
39. Стрела кривизны f в плоскости облицовки при соединении: |
|
|
внахлестку |
0,002l, но не более 10 мм |
|
встык |
2 мм |
|
40. Стрела кривизны f, из плоскости обшивки |
0,002l и 0,002h, но не более 10 мм |
|
41. Разность между размерами облицовки, измеряемыми между гранями l и l' или между h и h' |
2 мм |
|
42. Разность длин диагоналей при соединении: |
|
|
внахлестку |
10 мм |
|
встык |
2 мм |
|
43. Местные вмятины (на отправочный элемент) |
Три вмятины глубиной не более 10 мм |
|
Плоскостные облицовки и забральные балки, соприкасающиеся с уплотняющими элементами затвора |
|
|
44. Стрела кривизны из плоскости облицовки, измеренная в любом направлении. для плоскостей: |
|
|
необработанных |
+ 3 мм на каждый 1 м длины, но не более +6 мм на всю длину |
|
обработанных |
+ 1 мм на каждый 1 м длины, но не более +3 мм на всю длину |
|
45. Местные вмятины на плоскостях: необработанных (на отправочный элемент) |
Две вмятины глубиной до 5 мм |
|
обработанных |
Не допускается |
|
Примечания: 1. На затворах с соединенными секциями размер h1 измеряется между осью верхнего и нижнего боковых колес крайних секций. 2. Измерение .зазоров по поз. 36 и 37 производится до сварки после плотного прижатия рельñà к закладным частям. |
|
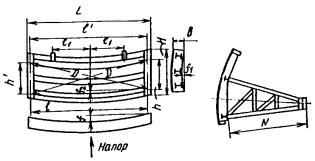


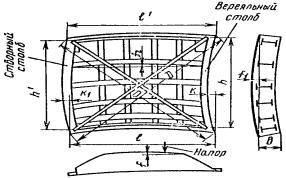
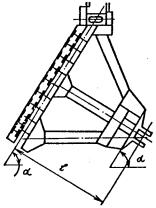
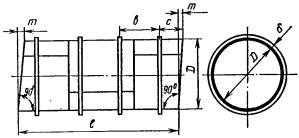
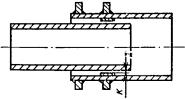
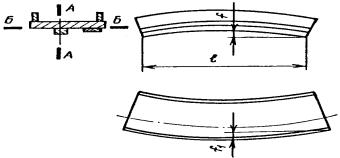
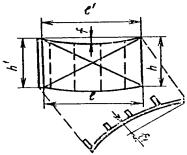
Таблица 28
|
Наименование отклонения |
Допустимое отклонение |
|
Колеса |
|
|
|
|
|
1. Отклонение четвертого колеса от плоскости, касающейся трех других колес *: |
|
|
а) в затворах без продольных связей при расчетном пролете l1: |
|
|
до 5 м |
± 0,001 l1 |
|
свыше 5 до 10 м |
± (3 мм+0,0004 l1) |
|
свыше 10 м |
± (5 мм+0,0002 l1) |
|
б) в затворах с продольными связями при расчетном пролете l1: |
|
|
до 5 м |
± 0,0007 l1 |
|
свыше 5 до 10м |
± (2,5 мм+0,0002 l1) |
|
свыше 10 м |
± (3 мм+0,00013 l1) |
|
2. Тангенс
угла наклона |
± 0,003 |
|
3. Отклонение расчетного полупролета l1/2 (расстояние от средней плоскости колес до оси затвора) |
±(1 мм+0,00015 l1) |
|
4. Отклонение расстояния h между осями колес, расположенных на одном и том же конце затвора |
±(2 мм +0,0007h) |
|
5. Отклонение расстояния l2/2 от êpайней точки рабочей поверхности торцевых (боковых) колес до оси затвора |
±(1 мм+0,00015 l2) |
|
6. Отклонение по высоте собранной балансирной тележки |
+3 мм |
|
Полозья с древесным слоистым пластиком |
|
|
|
|
|
7. В затворах с полозьями на всю длину опорно-концевых стоек отклонение одного конца рабочей поверхности полоза от плоскости, касающейся трех других концов рабочих поверхностей полозьев |
По поз. 1 настоящей таблицы |
|
8. В затворах с четырьмя короткими полозьями отклонение середины рабочей поверхности одного полоза от плоскости, проходящей через середины рабочих поверхностей трех других полозьев |
То же |
|
9. Отклонение расчетного полупролета l2/2 (расстояние от средней плоскости полозьев до оси затвора) |
±(1 мм+0,00015 l1) |
|
10. Сквозные зазоры между соприкасающимися поверхностями обоймы полоза и стальной конструкции затвора: |
|
|
при необработанных поверхностях
|
|
|
при обработанных поверхностях |
|
|
11. Несквозные зазоры между соприкасающимися поверхностями обоймы полоза и стальной конструкции затвора: |
|
|
при необработанных поверхностях
|
|
|
при обработанных поверхностях |
|
|
12. Зазор между рабочей поверхностью полоза и линейкой длиной 1 м |
1 мм |
|
13. Стрела кривизны рабочей поверхности полоза в плоскости, перпендикулярной ей |
1 мм на 1 м, ío не более 2 мм на длину полоза |
|
14. Уступы в стыках брусков древесного слоистого пластика на рабочей поверхности полоза |
0,2 мм |
|
Опорные части двустворчатых ворот |
|
|
15. Смещение оси паза под вкладыш в упорной подушке |
± 3 мм |
|
16. Тангенс угла наклона вертикальной оси упорной подушки |
0,003 |
|
17. Смещение отверстий для смазки пяты, расположенных в ригеле и надпятнике |
0,1 диаметра отверстия, но не более 2 мм |
|
Плоские затворы на одной подвеске |
|
|
18. Наклон вертикальной геометрический оси свободно подвешенного затвора |
1 мм на 1м высоты затвора |
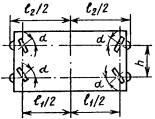

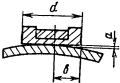
Объем и последовательность общей сборки производятся в соответствии с проектом.
7.5. Габаритные конструкции поставляются заводом-изготовителем в полностью законченном виде, с установленными на них опорно-ходовыми и уплотняющими устройствами.
Балансирные тележки затворов допускается транспортировать отдельно.
Опорно-ходовые узлы и комплектующие детали негабаритных конструкций должны быть приняты с рассверловкой крепежных отверстий на проектный диаметр при общей сборке.
Допускаемые отклонения от проектного положения при установке опорно-ходовых устройств должны приниматься по табл. 28 настоящей главы.
7.6. Анкерные детали на закладных частях и облицовках заводом-поставщиком не устанавливаются, но отгружаются одновременно с конструкциями.
7.7. Стыки резиновых уплотнений выполняются горячей вулканизацией.
7.8. На отправочных элементах конструкций должны быть указаны места строповки и центра тяжести; конструкции должны быть снабжены устройствами для строповки и кантовки.
7.9. Механически обработанные и не окрашиваемые поверхности опорно-ходовых и закладных частей должны быть защищены от коррозии и предохранены от повреждений на время транспортировки и монтажа.
Сварка при изготовлении и монтаже
7.10. Сварные соединения в зависимости от их конструктивного исполнения и напряженного состояния разделяются на I, II и III категории.
Категория сварного соединения указывается на рабочих чертежах в условном обозначении шва последним знаком римской цифрой. При отсутствии такого указания соединение контролируется как соединение III категории.
7.11. Механические свойства сварных соединений I и II категории должны быть подтверждены испытаниями контрольных пластин, заваренных каждым сварщиком в начальный период сварки изделия или партии одинаковых изделий. Сварка контрольных пластин должна соответствовать требованиям п.1.60 настоящей главы.
7.12. Временное сопротивление сварного соединения при растяжении должно быть не менее нижнего предела временного сопротивления основного металла.
Ударная вязкость на образцах с надрезом в околошовной зоне на расстоянии 2 мм от границы сплавления и с надрезом по оси шва должна быть не менее 8 кгс·м/см2 при температуре испытания плюс 20°С и не менее 3 кгс·м/см2 при температуре испытания минус 40°С. Образцы для определения ударной вязкости вырезаются со стороны подварочного шва.
Для металла толщиной 40 мм включительно угол изгиба сварного соединения вокруг оправки с радиусом, равным толщине металла, определяемый на образцах с поперечным расположением шва, должен быть не менее 120° для углеродистых сталей и 100° для низколегированных сталей. Образцы для испытаний на изгиб при толщине металла более 40 мм сострагиваются со стороны основного шва до толщины 40 мм. При испытании на изгиб подварочный шов должен находиться в растянутой зоне.
Твердость металла шва и околошовной зоны, измеренная алмазной пирамидой, должна быть не более 350 единиц.
7.13. Физические методы контроля сварных соединений (ультразвуковая дефектоскопия, просвечивание проникающими излучениями и др.) применяются в следующем объеме:
а) по всей длине для соединений I категории;
б) не менее 50% длины швов для соединений II категории;
в) на участках, где на основании наружного осмотра предполагается наличие внутренних дефектов,-для соединений III категории.
Примечания: 1. При контроле швов I и II категории ультразвуком достоверность заключения о качестве должна подтверждаться выборочным просвечиванием проникающими излучениями всех участков шва с признаками дефектов.
2. Способы и нормы физического контроля соединений из специальных сталей (высокопрочных, нержавеющих, жаропрочных) и соединений литья с прокатом устанавливаются проектом.
7.14. Швы I категории с внутренними дефектами, выявленными физическими методами контроля, в виде трещин, непроваров и скоплений пор должны быть исправлены и повторно проверены. Единичные, не выходящие на поверхность шва шлаковые включения и газовые поры диаметром не более 3 мм и глубиной не более 10% от толщины металла допускаются, если они расположены один от другого на расстоянии не менее 100 мм и от концов шва на расстоянии не менее 200 мм.
Дефекты в сварных соединениях II и III категории по размерам и протяженности не должны превышать норм, указанных в разделе 1 настоящей главы.
Антикоррозионная защита при изготовлении и монтаже
7.15. Габаритные конструкции грунтуются и окрашиваются на заводе-изготовителе. Негабаритные конструкции разрешается на заводе-изготовителе только грунтовать, а окрашивать их следует после монтажа.
7.16. Поверхности конструкций, подлежащие обетонированию, очищаются от окалины и ржавчины на заводе-изготовителе, окончательная очистка производится на монтаже непосредственно перед бетонированием.
МОНТАЖ
Хранение и укрупнительная сборка
7.17. Резиновые уплотнения, установленные на конструкциях, должны быть окрашены мелом, разведенным на воде с клеем, и защищены от воздействия солнечных лучей, а поверхности древесного слоистого пластика покрыты слоем солидола и защищены от повреждения. Детали, поставляемые отдельно от конструкций, должны храниться в закрытых складах.
7.18. Отклонения укрупненных на монтаже конструкций от проекта не должны превышать величин, приведенных в табл. 27 и 28 настоящей главы.
7.19. Стыки резиновых уплотнений выполняются горячей вулканизацией.
7.20. Укрупнительная сборка и сварка закладных частей пазов плоских затворов должны производиться в кондукторах.
7.21. На укрупненные конструкции должна быть составлена схема контрольных замеров.
Закладные части
7.22. Разбивочные оси должны быть закреплены в натуре таким образом, чтобы положение закладных частей можно было проверить после бетонирования.
7.23. Приварка закладных частей к выпускам арматуры должна быть выполнена с применением прямых соединительных деталей, установленных по направлению действия усилий при бетонировании, швами длиной не менее 60 мм, причем замыкающие стыки раскреплений должны быть сделаны внахлестку.
Раскрепление закладных частей должно обеспечивать неизменяемость их положения при бетонировании. Допускаемые отклонения от проектного положения при установке порога и забрала должны приниматься по табл. 29, путей плоских затворов-по табл. 30, облицовок и армировок пазов-по табл. 31.
|
Наименование отклонения |
Допускаемые отклонения, мм |
|
|
порога
|
забрала
|
|
|
1. Отклонение расстояния a от оси закладных частей до оси паза |
|
- |
|
2. Отклонение расстояния a oт оси закладных частей до ее паза при баббитовой заливке на пороге |
+0,05К (К-ширина баббитовой .заливки порога) |
- |
|
3. Отклонение расстояния а от оси паза до уплотняющей плоскости закладных частей |
- |
±4 |
|
4 Отклонение расстояния b до оси пролета |
±5 |
±5 |
|
5 Общее изменение высотного положения (примеч. 2) |
±10 |
±10 |
|
6. Винтообразность с |
±3 |
±3 |
|
7. Oтдельные местные неровности (впадины и выпуклости) на paбoчeй поверхности закладных частей |
±2 |
±2 |
|
8. Уступы в стыках |
1 |
1 |
|
9. Превышение одного конца закладной части над другим при длине: |
|
|
|
до 10 м |
1 |
5 |
|
свыше 10 м |
2 |
7 |
|
10. Стрела кривизны в вертикальной плоскости на длине. 5м |
±4 |
±4 |
|
11. Стрела кривизны в вертикальной плоскости на длине 5 м при баббитовой заливке на пороге |
±2 |
- |
|
Примечание. Измерения забрала по поз. 5 производятся от порога до закладных частей забрала. |
||

7.24. Если бетонирование не будет произведено в течение трех суток после приемки закладных частей, то правильность их положения должна быть проверена повторно с тем, чтобы указанный срок был выдержан.
Трубопроводы
7.25. Катки опор трубопровода должны соприкасаться по всей длине со всеми опорными плитами. Установка катков на опорные плиты должна производиться с учетом наблюдаемой в это время температуры.
Устройства для обогрева затворов и образования майн
7.26. Стальные конструкции электрообогрева, примыкающие к закладным частям, должны быть установлены и приняты одновременно с ними.
7.27. Расстояние от токонесущих элементов электрообогрева до арматуры и других металлических частей должно быть не менее 75 мм.
|
Допускаемые отклонения путей, мм |
||||
|
рабочих |
обратных |
торцевых |
боковых |
|
|
колесных затворов |
скользящих затворов |
с полозьями из ДСП-Бгт |
|
|
|
|
|
|
|
|
|
рис.1 |
рис.2 |
рис.3 |
рис.4 |
рис.5 |



|
Наименование отклонения |
Допускаемые отклонения путей, мм |
||||
|
рабочих |
обратных |
торцевых |
боковых |
||
|
См. рис.1 |
См. рис.2 |
См. рис.3 |
См. рис.4 |
См. рис.5 |
|
|
1. Отклонение расстояния а**** от рабочей поверхности закладных частей до оси паза: |
|
|
|
|
|
|
в рабочей зоне |
+3 -1 |
+3** -1 |
- |
±5 |
+5 -2 |
|
вне рабочей зоны |
+5 -2 |
+5** -2** |
- |
±5 |
+7 -2 |
|
2. Отклонение расстояния b**** от оси закладных частей до оси пролета: |
|
|
|
|
|
|
в рабочей зоне |
±3 |
±3 |
±5 |
+5 -3 |
±5 |
|
вне рабочей зоны |
±5 |
±5 |
±3 |
+5 -3 |
±5 |
|
3. Отклонение расстояния d**** между рабочими и обратными путями: |
|
|
|
|
|
|
в рабочей зоне |
- |
- |
+5 -2 |
- |
- |
|
вне рабочей зоны |
- |
- |
+8 -2 |
- |
- |
|
4. Винтообразность с: |
|
|
|
|
|
|
в рабочей зоне при ширине рабочей поверхности: |
+-2 |
- |
+2 ±3 |
+2 ±3 |
+2 ±3 |
|
до 100 мм |
±1 |
- |
±2 |
±2 |
±2 |
|
более 100 мм |
±2 |
- |
±3 |
±3 |
±3 |
|
вне рабочей зоны допуски увеличиваются на |
2 |
- |
2 |
2 |
2 |
|
5. Местные неровности на рабочей поверхности: |
|
|
|
|
|
|
в рабочей зоне |
±1 |
±0,1 |
±2 |
±2 |
±2 |
|
вне рабочей зоны |
±3 |
±1 |
±2 |
±3 |
±2 |
|
6. Уступы в стыках ***: |
|
|
|
|
|
|
в рабочей зоне |
1 |
0,2 |
1 |
1 |
1 |
|
вне рабочей зоны |
2 |
0,2 |
2 |
2 |
2 |
|
* Измерение расстояний до закладных частей производится по оси рабочей поверхности. ** Разность между двумя соседними по высоте промерами а не должна превышать 1 мм. *** Уступы в стыках должны быть сглажены, выступающие острые кромки не допускаются. |
|||||
Таблица 31
|
Наименование отклонения |
Допускаемые отклонения, мм |
||
|
Облицовки
|
Армировки
|
закладных частей под уплотнения
|
|
|
1. Отклонение расстояний а и а1 от оси паза до облицовки |
±15 -5 |
+25 -5 |
- |
|
2. Отклонение расстояния b от оси пролета до облицовки |
+15 -5 |
+15 -5 |
±5 |
|
3. Отклонение расстояния а от оси паза до уплотняющей поверхности |
- |
- |
±3 |
|
4. Отклонение расстояния b1 от оси пролета до облицовки |
+15 -10 |
- |
- |
|
5. Отклонение расстояния d между облицовками |
+15 -10 |
+30 -5 |
- |
|
6. Отклонение расстояния d от уплотняющей поверхности до рабочего пути: |
|
|
|
|
в рабочей зоне |
- |
- |
+3 -2 |
|
вне рабочей зоны |
- |
- |
+5 -2 |
|
7. Винтообразность с: |
|
|
|
|
в рабочей зоне при ширине рабочей поверхности |
|
|
|
|
до 100 мм |
|
±5 |
±2 |
|
свыше 100 мм |
- |
±10 |
±4 |
|
вне рабочей зоны допуски увеличиваются на |
- |
- |
2 |
|
8. Местные неровности на поверхности закладных частей (сверхдопуска на размер а и b): |
|
|
|
|
в рабочей зоне |
+10 -5 |
±5 |
±2 |
|
вне рабочей зоны |
- |
- |
±2. |
|
9. Уступы в стыках: |
|
|
|
|
в рабочей зоне |
3 |
3 |
1 |
|
вне рабочей зоны |
- |
- |
1 |
|
Примечание. В стыках элементов под уплотнения уступы должны быть начищены с уклоном 1:10 |
|||



7.28. Смонтированные конструкции электрообогрева должны быть опробованы до бетонирования с составлением акта и сданы под бетонирование одновременно с закладными частями.
7.29. Трубопроводы системы маслообогрева должны быть очищены, продуты воздухом и до бетонирования испытаны в течение 10 мин давлением масла, равным 1,5 рабочего давления системы обогрева, но не менее 2 кгс/см2. Результаты испытания и последующего осмотра фиксируются актом.
7.30. На время строительно-монтажных работ все отверстия в трубах должны быть закрыты пробками.
Затворы и шлюзовые ворота
7.31. Затворы и шлюзовые ворота должны устанавливаться в рабочее положение до затопления порога водой в законченном виде-с установленными уплотнениями, механическими деталями и опорно-ходовыми частями, полностью окрашенными. Окончательное закрепление боковых и обратных колес выполняется после установки затвора на порог и подгонки колес к путям.
Приемка работ
7.32. Приемка закладных частей производится после их бетонирования посредством внешнего осмотра и замеров их положения. Результаты замеров прилагаются к акту.
Допускаемые отклонения положения закладных частей от проектного должны приниматься по табл. 29, 30 и 31 настоящей главы.
7.33. Приемка трубопроводов производится на основании результатов измерения их размеров, заключения о качестве сварных монтажных соединений и гидравлических испытаний.
7.34. Отклонения от проектной геометрической формы трубопроводов не должны превышать следующих величин:
а) местная угловатость (западание или выпучивание) в продольных стыках-5 мм при длине шаблона 600 мм;
б) эллиптичность (наибольшая разность диаметров)-0,003 проектного диаметра; измерения диаметров следует производить не реже чем через 45°;
в) тангенс угла перелома образующей в поперечном стыке на прямом участке-0,005;
г) отклонение оси трубопровода от проектного положения-0,005 диаметра, но не более 30 мм.
7.35. Открытые и засыпанные напорные трубопроводы, а также участки трубопроводов, заделываемые в бетон с применением упругих войлочно-битумных (и им подобных) прокладок, подвергаются гидравлическим испытаниям после окончания монтажа до засыпки их или обетонирования.
Гидравлическим испытаниям подвергаются также тройники, развилки и коллекторы; в тех случаях, когда эти конструкции устанавливаются в подземной выработке с последующим обетонированием, вопрос о необходимости гидравлических испытаний решается в проекте.
Испытательное давление должно превышать расчетное на 20-25%, за исключением случаев испытания наклонных участков трубопроводов, где давление в любой точке во время испытания должно превышать расчетное не менее чем на 15%.
Испытательное давление должно создаваться без пульсаций. Скорость подъема давления при испытании не должна превышать 1 кгс/см2 в 1 мин.
Программа и методика испытаний предусматриваются соответствующим проектом производства работ.
7.36. Напорные трубопроводы, заделываемые в подземных выработках или в бетонных массивах без упругих прокладок на оболочках, гидравлическим испытаниям могут не подвергаться, если до бетонирования был выполнен контроль всех сварных швов оболочки по всей длине ультразвуковой дефектоскопией или просвечиванием проникающими излучениями не ранее чем по истечении 5 дней после окончания сварочных работ. До сдачи в эксплуатацию таких трубопроводов все отверстия в оболочке (например, отверстия для заполнительной цементации) должны быть надежно заделаны и проконтролированы.
7.37. Зазор между опорной поверхностью рабочего пути и одним из четырех колес или концом полоза затвора, установленного на порог и прижатого к путям, не должен превышать величин, приведенных в табл. 32 настоящей главы.
Таблица 32
|
Расчетный пролет l1, м |
Зазор между опорной поверхностью рабочего пути и одним из четырех колес или концом полоза затвора |
|
|
без продольных связей |
с продольными связями |
|
|
До 5 |
0,00l3ll |
0,00lll |
|
Свыше 5 до 10 |
3 мм+0,0007ll |
3,5 мм+0,0003ll |
|
> 10 |
7 мм+0,00025ll |
4,5 мм+0,0002ll |
|
Примечание. В затворах с балансирными тележками величина фактического зазора определяется как среднеарифметическое между зазорами двух колес четвертой тележки. |
||
Отклонение зазора между боковым (торцевым) колесом затвора и рабочей поверхностью пути не должно превышать ±5 мм от проектного значения.
7.38. Смещение опор затворов, имеющих горизонтальную ось вращения, от проектного положения не должно превышать величин, приведенных в табл. 33 настоящей главы.
Таблица 33
|
3атворы |
Тип опор |
Допускаемые смещения |
||
|
по высоте, мм |
в плане, мм |
по наклону |
||
|
Двухопорные |
А |
4 |
3 |
0,005 |
|
|
Б |
2 |
1 |
0,0025 |
|
Многоопорные |
А |
2 |
1 |
0,005 |
|
|
Б |
1 |
1 |
0,0025 |
|
Примечание. Опоры типа А имеют сферический вкладыш; опоры типа Б-без сферического вкладыша. |
||||
7.39. Отклонение положения шлюзовых ворот от проектного не должно превышать величин, приведенных в табл. 34 настоящей главы.
7.40. Затворы до затопления должны быть опробованы трехкратным перемещением их эксплуатационным механизмом на максимальный рабочий ход, а также одним подъемом их в ремонтное положение с проверкой зазоров между подвижной конструкцией затвора и неподвижными элементами сооружения и работы ходовых частей, сцепок, подъемных штанг и подхватов.
Если затвор состоит из нескольких секций, разъединяемых при маневрировании, то производится один подъем и одно опускание полностью собранного затвора, и еще два раза должно быть поднято и опущено не менее половины всех секций.
7.41. После установки подвижной конструкции под напор производится проверка работы уплотнений, выявляются условия вибрации и определяются действительные величины тяговых усилий. Для проверки тяговых устройств затвор выдерживается в течение 30 мин в положении, при котором создается наибольшая нагрузка на них.
7.42. Приемка уплотнений производится дважды: при сухом затворе и при проектном напоре.
7.43. После трехкратной установки затвора в рабочее положение величина фильтрации воды на 1 м по периметру уплотнения не должна превышать следующих величин:
для металлических уплотнений -0,8 л/с;
для неподвижных резиновых уплотнении -0,3 »;
для резиновых уплотнении при
регулировании их прижатия под напором -0,1 »;
Таблица 34
|
Наименование отклонения |
Допускаемое отклонение |
|
1. Отклонение от проектной отметки верха шаровой поверхности пяты |
±3 мм |
|
2. Смещение центра пяты в направлении, параллельном оси шлюза, или поперек ее |
±4 мм |
|
3. Закладные части гальсбантов: |
|
|
отклонения от вертикали внутренней рабочей поверхности проушин |
0,1 мм на 100 мм |
|
смещение вертикальной оси проушин: |
|
|
в направлении тяги |
±3 мм |
|
в перпендикулярном направлении |
±5 мм |
|
4. Отклонение надпятника на нижнем ригеле (в плане) |
5 мм |
|
5. Провес створки ворот (разность отметок вереяльного и створного концов нижнего ригеля) |
15 мм |
|
6. Смещение осей каждой пары соприкасающихся подушек створных столбов, а также упорной и закладной подушек на верее |
10 мм |
|
7. Местный зазор между вкладышами упорной и закладной подушек |
0,3 мм нa участке 0,1 длины вкладыша |
|
8. Смещение середины створных столбов плотно закрытых ворот в сторону верхнего бьефа (в плане) у ригельных во рот: |
|
|
с металлическими упорными подушками на створных столбах |
2 мм |
|
с деревянными створными столбами |
От 20 до 35 мм |
|
9. Зазор между верхними опорными подушками стоечных ворот при закрытых створках и прижатых брусьях уплотнений к закладным частям короля |
От 3 до 5 мм |
|
10. Расстояние от механического упора до закладной части при плотном соприкосновении створных столбов |
От 3 до 6 мм |
|
11. Отклонение вершины одного угла в плîскîсти створки ворот от плоскости, проходящей через вершины трех ее других углов (при высоте створки h) |
4 мм+0.00025h |
|
12. Отклонение оси вращения створки ворот от вертикали |
0,0002 высоты вереяльного столба |
7.44. При приемке смонтированных конструкций должна быть предъявлена документация, указанная в п. 1.151 настоящей главы, в том числе акты:
на приемку закладных частей до и после бетонирования с приложением схем замеров;
на испытания конструкций, предусмотренные проектом.
8. ДОПОЛНИТЕЛЬНЫЕ ПРАВИЛА ДЛЯ КОНСТРУКЦИЙ ОПОР ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ И ОТКРЫТЫХ РАСПРЕДЕЛИТЕЛЬНЫХ УСТРОЙСТВ ПОДСТАНЦИЙ
8.1. Настоящие дополнительные правила должны соблюдаться при изготовлении, монтаже и приемке стальных конструкций опор воздушных линий электропередачи (ВЛ) и открытых распределительных устройств подстанций (ОРУ) напряжением свыше 1000 В.
При изготовлении, монтаже и приемке специальных опор ВЛ надлежит руководствоваться наряду с настоящим разделом требованиями проекта.
ИЗГОТОВЛЕНИЕ
8.2. Номинальные диаметры отверстий для болтов нормальной и грубой точности, работающих на срез. должны приниматься на 1 мм больше номинального диаметра стержня болта.
Отклонения в диаметре отверстий допускаются в пределах: 0; +0,6 мм. Диаметры продавленных отверстий со стороны матрицы не должны превышать номинальный диаметр отверстия более чем на 1,2 мм.
Номинальные диаметры отверстий и отклонения для болтов повышенной точности принимаются в соответствии с указаниями п.п. 1.65 и 1.63 настоящей главы.
8.3. Образование отверстий прокалыванием на полный диаметр допускается в элементах толщиной не свыше 12 мм для сталей класса 38/23 и 10 мм для сталей классов 44/29, 46/33 и 52/40. При проектном расстоянии от оси отверстия до края элемента менее 1,5 диаметра образование отверстий должно производиться только сверлением.
8.4. Образование отверстий прокалыванием на полный диаметр должно производиться с соблюдением следующих требований:
а) износ штемпеля и матрицы по диаметру не допускается более ±0,3 мм;
б) как со стороны штемпеля, так и со стороны матрицы отверстие должно иметь правильную круглую форму;
в) на внутренней поверхности металла по контуру отверстия не должно быть надрывов и расслоений металла. Заусенцы по контуру отверстий со стороны матрицы должны быть удалены.
8.5. Длина обреза от центра отверстия в элементах, имеющих в концах по одному отверстию для постоянных болтов, не должна иметь отклонений, превышающих ±1,5 мм, минимальная длина обреза с учетом минусового допуска должна быть не менее 1,25 диаметра отверстия.
8.6. Допускаемые отклонения размеров между отверстиями не должны превышать:
а) ±0,7 мм между смежными отверстиями в отдельных элементах;
б) ±1,0 мм между центрами групп отверстий (для стыков с другими элементами);
в) ±1,0 мм сдвиг групп отверстий для стыков поясов в смежных поясах сварных секций вдоль оси секций.
8.7. Изготовление конструкций опор следует производить по кондукторам и приспособлениям, обеспечивающим взаимозаменяемость элементов, а также совпадения отверстий в монтажных соединениях.
8.8. Контрольной сборке должна подвергаться каждая пятидесятая опора и не менее одной от каждой изготовленной партии, меньшей 50 шт. Контрольной сборке подвергается также каждая первая опора, изготовленная по новым или отремонтированным кондукторам.
8.9. Элементы опор в количестве 2% от партии подлежат проверке на соответствие их длины, расстояния между крайними отверстиями, а также соответствие размера между центрами смежных отверстий проектным размерам.
8.10. Контроль качества швов сварных соединений производится в соответствии с табл. 3 настоящей главы.
Выборочный контроль по табл. 3 п. 3 настоящей главы должен производиться в объеме одного участка длиной 50 мм на каждые 20 м шва.
8.11. Стальные конструкции должны быть оцинкованы или огрунтованы и окрашены. Для оцинкованных конструкций должны примениться оцинкованные болты, гайки и шайбы. При горячем цинковании стальных конструкций должны быть приняты меры против возникновения хрупкости стали.
Монтаж
8.12. Фундаменты и основания под монтируемые конструкции должны быть выполнены в соответствии с требованиями главы СНиП «Электротехнические устройства».
|
Наименование отклонения |
Допускаемое отклонение |
|
1. Отклонение траверсы от горизонтальной оси при длине траверсы: |
|
|
до 15 м |
|
|
свыше 15 м |
|
|
2. Стрела прогиба (кривизна) траверсы |
|
|
3. Стрела прогиба (кривизна) стоек и подкосов |
|
|
4. Прогиб поясных уголков и элементов решетки (в любой плоскости) в пределах панели |
|
8.13. Стальные конструкции подлежат проверке на месте установки. Допускаемые отклонения от проекта в размерах стальных конструкций опор ВЛ и ОРУ не должны превышать значений, приведенных в табл. 8, 9 и 35 настоящей главы.
8.14. Установка металлических прокладок между башмаком опоры и верхней плоскостью фундамента допускается в количестве до четырех, общей толщиной не более 40 мм. Площадь и конфигурация прокладок должны соответствовать конструкции опорных частей опоры.
Приемка работ
8.15. Отклонения фундаментов под свободностоящие опоры от проектного положения не должны превышать величин, указанных в табл. 36.
Таблица 36
|
Наименование отклонения |
Допускаемое отклонение |
|
1. Расстояние между осями подножников в плане |
±20 мм |
|
2. Разность* отметок верха подножников |
20 мм |
|
3. Угол наклона продольной оси стойки подножника |
0° 30' |
|
* Указанная разность отметок должна быть компенсирована при монтаже опоры с помощью стальных прокладок. |
|
8.16. Отклонения фундаментов под опоры с оттяжками от проектного положения не должны превышать величин, указанных в табл. 37.
8.17. Отклонения смонтированных конструкций свободностоящих опор от проектного положения не должны превышать величин, указанных в табл. 38.
Таблица 37
|
Наименование отклонения |
Допускаемое отклонение |
|
1. Расстояние между осями подножников и анкерных плит в плане |
±. 50 мм |
|
2. Разность отметок верха подножников |
20 мм |
|
3. Угол наклона продольной оси стойки подножника |
± l°30' |
|
4. Угол наклона оси U-образного анкерного болта |
± 2°30' |
|
5. Смещение центра подножника в плане |
50 мм |
8.18. Отклонения смонтированных конструкций опор с оттяжками от проектного положения не должны превышать величин, указанных в табл. 39.
|
Наименование отклонения |
Допускаемое отклонение |
|
1. Отклонение вершины опоры от вертикального положения вдоль и поперек оси трассы |
высоты опоры |
|
2. Смещение конца траверсы от линии, перпендикулярной оси трассы |
100 мм |
Таблица 39
|
Наименование отклонения |
Допускаемое отклонение |
|
1. Отклонение вершины опоры от вертикального положения вдоль и поперек оси трассы |
высоты опоры |
|
2. Смещение конца траверсы от линии. перпендикулярной оси трассы |
100 мм |
|
3. Отклонение оси траверсы от горизонтальной линии при длине траверсы: |
|
|
до 15 м |
длины |
|
свыше 15 м |
длины |
9. ДОПОЛНИТЕЛЬНЫЕ ПРАВИЛА ДЛЯ КОНСТРУКЦИЙ МОСТОВ
ОБЩИЕ УКАЗАНИЯ
9.1. Настоящие дополнительные правила должны соблюдаться при изготовлении и приемке стальных конструкций пролетных строений и опор железнодорожных, автодорожных, городских и пешеходных мостов.
9.2. Конструкции мостов надлежит изготовлять на специализированных мостовых заводах, а также на заводах металлоконструкций, имеющих необходимые условия для обеспечения высокого качества мостовых конструкций.
9.3. При изготовлении и приемке конструкций висячих и вантовых мостов, мостов специального назначения, из высокопрочных сталей класса С60/45 и выше и др. наряду с настоящими правилами следует руководствоваться специальными указаниями, приведенными в проекте.
9.4. При изготовлении конструкций мостов не допускается применение проката, сварочных материалов и метизов, не имеющих сертификатов.
ИЗГОТОВЛЕНИЕ
Правка и гибка
9.5. Детали после правки не должны иметь трещин и надрывов.
Холодная правка саблевидности универсальной и полосовой стали на вальцах раскаткой через прокладки не допускается.
9.6. Гибку деталей мостовых конструкций, эксплуатируемых в районах с расчетной температурой ниже минус 40°С и до минус 65°С включительно, надлежит выполнять в горячем состоянии; холодная гибка допускается лишь для плоских деталей указанных конструкций. При этом минимальные радиусы гибки должны отвечать нормам, приведенным в табл. 1.
Высадка деталей из термически улучшенной стали (в том числе и из стали класса С52/40) не допускается. Гибка и правка указанных деталей в горячем состоянии выполняются в диапазоне температур от 700 до 600°С. Температуру нагрева допускается определять визуально (по цвету каления); при этом термическую правку должны выполнять газоправильщики, прошедшие испытания и имеющие соответствующие удостоверения.
Разметка, резка и обработка кромок
9.7. Места клеймения номера плавки на деталях сварных элементов назначают в чертежах КМД не ближе 100 мм от мест наложения сварных швов при изготовлении и монтаже. Имеющиеся на прокате клейма металлургического завода, в случае если их расположение не удовлетворяет вышеуказанному требованию чертежей КМД, на деталях мостовых конструкций, эксплуатируемых в районах с расчетной температурой ниже минус 40° С и до минус 65° С включительно, подлежат зачистке до удаления следов.
9.8. На деталях мостовых конструкций, эксплуатируемых в районах с расчетной температурой ниже минус 40°С и до минус 65°С включительно, и из стали класса С52/40 кернение рисок при разметке допускается на глубину не более 0,5 мм; следы кернения после приемки обработанных деталей должны быть удалены зачисткой.
9.9. Резка на ножницах при отрицательных температурах воздуха не допускается.
Кислородная резка стали классов С46/33 и выше при отрицательной температуре воздуха должна осуществляться с подогревом металла в зоне реза до 100° С.
9.10. Качество свободных или неполностью проплавляемых при сварке кромок деталей конструкций стальных мостов всех назначений должно удовлетворять требованиям табл. 40.
9.11. Машинная кислородная резка деталей мостовых конструкций должна выполняться в соответствии со специальной инструкцией резчиками, прошедшими испытания и имеющими удостоверения, устанавливающие их квалификацию.
Таблица 40
|
Категории кромок |
Тип кромок, входящих в данную категорию |
Требования к качеству кромок деталей |
||||
|
всех конструкций после ручной кислородной и дуговой (воздушной и кислородной) резки |
конструкций из сталей классов С38/23 и С46/33, эксплуатируемых в районах с расчетной температурой до минус 40°С включительно |
конструкций, эксплуатируемых в районах с расчетной температурой ниже минус 40°С и до минус 65°С включительно, а также из сталей класса С52/40 |
||||
|
после резки на ножницах |
после машинной кислородной резки |
после резки на ножницах |
после машинной кислородной резки |
|||
|
I |
1. Продольные кромки, а также кромки косых концевых резов у деталей, работающих при эксплуатации конструкций на растяжение |
Должны подвергаться механической обработке и соответствовать нормам пп. 1.17 и 1.86 настоящей главы |
Должны подвергаться механической обработке и соответствовать нормам пп. 1.17 и 1.86 настоящей главы |
Должны соответствовать по чистоте поверхности II классу ГОСТ 14792-69 |
Должны подвергаться механической обработке и соответствовать нормам пп. 1.17 и 1.86 настоящей главы |
Должны соответствовать1 по чистоте поверхности I классу ГОСТ 14792-69 |
|
II |
2. Все кромки фасонок |
То же |
То же |
То же |
То же |
Должны соответствовать по чистоте поверхности II классу ГОСТ 14792-69 |
|
|
3. Все кромки стыковых накладок (в том числе рыбок) |
» |
» |
» |
» |
То же |
|
|
4. Все кромки соединительных планок |
» |
» |
» |
» |
» |
|
III |
5. Кромки деталей, работающих на сжатие |
Должны подвергаться механической обработке и соответствовать нормам пп. 1.17 и 1.86 настоящей главы |
Должны подвергаться механической обработке и соответствовать нормам пп. 1.17 и 1.86 настоящей главы
|
Должны соответствовать по чистоте поверхности III классу ГОСТ 14792-69 |
Должны подвергаться механической обработке и соответствовать нормам пп. 1.17 и 1.86 настоящей главы
|
Должны соответствовать по чистоте поверхности II классу ГОСТ 14792-69 |
|
|
6. Кромки деталей нерасчетных элементов |
То же |
Не должны иметь неровностей, заусенцев и завалов, превышающих 0,3 мм, и трещин |
То же |
Не должны иметь неровностей, заусенцев и завалов, превышающих 0,3 мм, и трещин |
Должны соответствовать по чистоте поверхности III классу ГОСТ 14792-69 |
|
|
7. Торцевые кромки всех деталей, за исключением перечисленных в п.п. 2-4 |
» |
То же |
» |
То же |
То же |
Отдельные места с высотой неровностей реза, превышающей допустимую для кромок данной категории а также выхваты (не более одного на 1 м длины реза) допускается устранять плавной зачисткой с соблюдением в деталях допускаемых отклонений от проектных линейных размеров согласно нормам табл. 8 настоящей главы; при большей глубине выхватов допускается исправлять кромки заваркой дефектных мест в соответствии со специальной инструкцией.
9.12. Скругленные вырезы на концах вертикальных листов продольных и поперечных балок, а также горизонтальных и вертикальных ребер жесткости должны выполняться с обязательным сверлением в вершине угла отверстия диаметром не менее соответственно 30 мм (в балках) и 25 мм (в ребрах).
Прямолинейные кромки вырезов на концах вертикальных листов продольных и поперечных балок, а также горизонтальных ребер жесткости, попадающих в растянутую зону, должны подвергаться механической обработке; у аналогичных кромок вырезов на концах остальных ребер жесткости после штамповки необходимо удалить заусенцы.
Сборка
9.13. Применение при сборке элементов сварных мостовых конструкций прихваток в местах, где не предусмотрено в дальнейшем наложение сварных швов, должно быть согласовано с организацией, разработавшей чертежи КМ. Наложение прихваток на элементы, изготовляемые из стали, которая, согласно нормам, предназначена для элементов, не подвергающихся сварке, не допускается.
9.14. Сборку элементов сварных мостовых конструкций следует выполнять в кондукторах-кантователях, обеспечивающих плотность прижатия деталей при сборке и сохранение заданной геометрической формы при кантовке.
9.15. Торцы и плоскости деталей, передающие опорное давление, должны быть гладкими и плоскими. Отклонения поверхностей опорных листов от плоскости при проверке линейкой длиной не более 1 м, устанавливаемой на ребро, не должны превышать 0,3 мм.
Сварка
9.16. Допустимая минимальная начальная температура стали при ручной и полуавтоматической дуговой сварке элементов мостовых конструкций без предварительного подогрева принимается по табл. 2 как для листовых объемных и сплошностенчатых конструкций.
Сварка конструкций железнодорожных мостов должна выполняться только в отапливаемых цехах.
9.17. Сварку элементов мостовых конструкций следует выполнять в кондукторах-кантователях в закрепленном состоянии.
9.18. Сварные конструкции мостов должны удовлетворять требованиям подпунктов «а» и «г» п. 1.51 настоящей .главы; кроме того, не иметь несплавлений по кромкам, а также непроваров в стыковых швах и на предусмотренных проектом участках со сквозным проплавлением угловых и тавровых соединений. Наплавленный металл должен быть плотным по всей длине шва и не иметь трещин.
Допуски по технологическим дефектам швов сварных соединений стальных конструкций мостов приведены в табл. 41, а методы и нормы контроля-в табл. 42 настоящей главы. Контроль качества производится в соответствии со специальной инструкцией.
Исправление дефектного шва производят тем методом сварки, который предусмотрен в проекте для выполнения данного соединения. В отдельных случаях, по согласованию с заводской инспекцией, допускается заварка полуавтоматом дефектных участков швов, выполненных автоматом. Исправление дефектного участка шва более двух раз допускается в исключительных случаях с соблюдением требований п. 1.62 настоящей главы.
9.19. Номер или знак сварщика должен ставиться у начала и конца выполненного им шва на расстоянии 100 мм от линии шва.
9.20. Режимы сварки, приведенные в разрабатываемой заводом технологической документации, для каждого типа соединений и сочетаний толщин металла, марок материалов, а также начальных температур стали должны назначаться по утвержденным в установленном порядке заводским нормалям или инструкциям
Таблица 41
|
Категория швов сварных соединений |
Типы швов сварных соединений, входящих в данную категорию |
Технологический дефект в шве сварного соединения |
||
|
поры наружные и внутренние, шлаковые включения |
подрезы поперек усилий |
подрезы вдоль усилий |
||
|
I |
1. Поперечные и продольные стыковые швы растянутых1 поясов сплошных балок2 2. Поперечные и продольные стыковые швы растянутых элементов ферм3 3. Угловые швы, прикрепляющие основные детали и элементы конструкции и работающие на отрыв (при растяжении или изгибе) |
Поры или шлаковые включения диаметром более 2% толщины металла и более 1 мм не допускаются в крайних четвертях ширины4 стыкового шва (поз. 1, 2, 7) и в соединениях, перечисленных в поз. 4, 5, 6 настоящей таблицы. В остальной зоне стыковых швов (поз. 1,2,7) и в соединениях, указанных в поз. 3, допускаются единичные дефекты диаметром не более 1 мм для металла толщиной до 25 мм и не более 4% толщины для металла толщиной более 25 мм в количестве не |
Без исправления не допускаются. Подрезы глубиной до 0,5 мм на металле толщиной до 20 мм и глубиной не более 3% толщины на металле толщиной более 20 мм, а также местные подрезы длиной до 20% длины шва при глубине подреза не более 6% толщины металла разрешается исправлять зачисткой без предварительной заварки подреза |
Без исправления не допускаются. При наличии их глубиной до 1 мм на металле толщиной до 20 мм и глубиной не более 6% толщины на металле толщиной более 20 мм можно устранять зачисткой. |
|
|
|
более четырех дефектов на участке шва длиной 400 мм. Расстояние между дефектами не менее 45 мм. |
Подрезы глубиной не более 1 мм, расположенные непосредственно на ребрах жесткости к которым не присоединяются элементы поперечной конструкции пролетного строения, можно оставлять без исправления |
|
|
I |
4. Концевые участки (длиной 100 мм) стыковых и угловых швов, прикрепляющих к растянутым элементам ферм и растянутым поясам сплошных балок узловые фасонки или расположенные вдоль усилия фасонки связей 5. Концевые участки (длиной 100 мм) угловых поясных и соединительных швов в местах обрыва одной из частей сечения сплошных балок (стенки или пояса) в растянутой зоне и растянутых элементов ферм 6. Концевые участки (длиной 100 мм) угловых косых швов, прикрепляющих концы накладных компенсаторов или обрываемых в пролете листов пакетов растянутых поясов сплошных балок 7. Концевые участки поперечных стыковых швов стенки балок на протяжении 40% высоты растянутой зоны, но не менее 200 мм, считая от растянутого пояса |
|
|
|
|
II |
8. Угловые поясные швы растянутых поясов сплошных балок (кроме швов по поз. 5) 9. Угловые соединительные швы растянутых элементов ферм (кроме швов по поз. 5) 10. Угловые соединительные швы пакетов растянутых поясов сплошных балок (кроме швов по поз. 6) 11. Поперечные стыковые швы стенок балок в растянутой зоне-на участке протяжением 40% ее высоты, примыкающем к концевому участку (см. поз. 7) |
Допускаются единичные дефекты диаметром не более 1,5 мм в количестве не более пяти дефектов на участке шва длиной 400 мм. Расстояние между дефектами не менее 15 мм |
Без исправления не допускаются. Имеющиеся подрезы устраняются зачисткой или заваркой с последующей зачисткой согласно указаниям для швов I категории |
Допускаются глубиной не более 1 мм при ширине не менее 2 мм и плавном очертании. Подрезы большей глубины или неплавного очертания устраняются зачисткой или заваркой с последующей зачисткой согласно указаниям для швов I категории |
|
II |
12. Продольные стыковые швы стенок балок, расположенные в растянутой зоне в пределах 80% ее высоты, считая от растянутого пояса 13 а) Концевые участки (длиной 100 мм) угловых швов, прикрепляющих горизонтальные фасонки связей к стенкам балок в растянутой зоне в пределах 40% ее высоты, считая от растянутого пояса б) Стыковые и угловые швы (за исключением концевых участков, см. поз. 4), прикрепляющие к растянутым элементам ферм и растянутым поясам сплошных балок узловые фасонки или расположенные вдоль усилия фасонки связей, а в неразрезных сталежелезобетонных пролетных строениях-упоры |
См. п. 11 |
См. п. 11 |
См. п. 11 |
|
III |
14. Поперечные я продольные стыковые швы сжатых поясов сплошных балок 15. Поперечные и продольные стыковые швы сжатых элементов ферм 16. Поперечные стыковые швы стенок балок на участке за вычетом поз. 7 и 11 17. Продольные стыковые швы стенок балок, расположенные в пределах части высоты балки, остающейся за вычетом поз. 12 18. Стыковые и угловые швы, прикрепляющие к сжатым элементам ферм и сжатым поясам сплошных балок узловые фасонки или расположенные вдоль усилия фасонки связей, а в сталежелезобетонных пролетных строениях-упоры 19. Угловые поясные швы сжатых поясов сплошных балок 20. Угловые соединительные швы сжатых элементов ферм 21. Угловые соединительные швы пакетов сжатых поясов сплошных балок |
Допускаются единичные дефекты диаметром не более 2 мм в количестве не более 6 дефектов на участке шва длиной 400 мм. Расстояние между дефектами не менее 10 мм |
Согласно указаниям для швов II категории |
|
|
III |
22. Угловые швы, прикрепляющие горизонтальные фасонки связей к стенкам балок (за исключением швов, указанных в п. 13<а>) 23. Угловые швы, прикрепляющие вертикальные и горизонтальные ребра жесткости, диафрагмы, а также расположенные поперек усилия в элементе фермы, поясе или стенке сплошной балки фасонки связей 24. Угловые швы, прикрепляющие элементы связей к фасонкам и ребрам жесткости |
Допускаются единичные дефекты диаметром не более 2 мм в количестве не более 6 дефектов на участке шва длиной 400 мм. Расстояние между дефектами не менее 10 мм |
Согласно указаниям для швов II категории |
|
|
1 Категории швов сварных соединений сжато-вытянутых элементов и зон конструкций-те же, что и растянутых. 2 В конструкциях с ортотропной плитой на швы ее сварных соединений распространяются требования, предъявляемые к поясам балок. 3 Ортотропная плита железнодорожного проезда, включенная в работу главных ферм, также относится к элементам ферм. |
||||
|
Методы контроля |
Нормы контроля для швов сварных соединений категорий |
||
|
I |
II |
III |
|
|
1. Систематическая проверка выполнения заданного технологического процесса сборки и сварки |
100% швов |
100% швов |
100% швов |
|
2. Наружный осмотр и промер швов |
100% длины швов |
100% длины швов |
100% длины швов |
|
3. Ультразвуковая дефектоскопия |
100% отнесенной к I категории длины каждого стыкового и углового шва |
100% отнесенной ко II категории длины стыковых и угловых швов по поз. 13"а" табл. 41; 100% длины каждого второго стыкового шва II категории по поз. 11 табл. 41 и 50% длины каждого стыкового шва II категории по поз. 12 табл. 41 (швы выбираются заводской инспекцией). При выявлении дефектов, выходящих за пределы допусков, контролю подлежат 100% стыковых швов по поз. 11*, 12 табл. 41 |
100% длины каждого третьего стыкового шва III категории по поз. 14, 15 табл. 41 (швы выбираются заводской инспекцией). Если при этом качество более чем 10% проверенных стыков признано неудовлетворительным, то производится дополнительный контроль такого количества стыков, чтобы общий объем проверенных ультразвуковой дефектоскопией швов составлял 50%. Если и при дополнительном контроле выявляются стыковые швы неудовлетворительного качества, то контролю подлежат 100% стыковых швов данной категории |
|
4. Просвечивание проникающими излучениями |
Швы, результаты проверки которых ультразвуковой дефектоскопией требуют уточнения |
- |
- |
|
5. Металлографические исследования макрошлифов на торцах стыковых швов |
100% стыковых швов по поз. 1, 2 табл. 41, за исключением стыковых швов внутренних листов элементов коробчатого сечения |
|
По два макрошлифа на каждом стыковом шве по поз. 14, 15 табл. 41, в котором при контроле ультразвуковой дефектоскопией выявлены дефекты; если при осмотре макрошлифов обнаружены недопустимые дефекты, то осматриваются еще два макрошлифа на данном элементе. Если на дополнительных макрошлифах обнаруживаются недопустимые дефекты то осматриваются макрошлифы на всех стыковых швах данного элемента |
|
* Нормы контроля действуют для швов по поз. 11 и в случае, если недопустимые дефекты обнаружены в швах по поз. 7 табл. 41. |
|||
При сварке конструкций мостов производится проверка применяемых режимов и сварочных материалов путем испытания контрольных соединений с определением механических свойств соединений и металла шва, а также его химического состава. Методы и объем испытаний контрольных соединений устанавливаются специальной инструкцией.
9.21. Устранение деформаций грибовидности и перекоса полок двутавровых, тавровых и Н-образных элементов мостовых конструкций, в том числе эксплуатируемых в районах с расчетной температурой ниже минус 40°С и до минус 65°С включительно и из стали класса С52/40, допускается производить холодной правкой на пресс вальцах при соблюдении требований табл. 1. Указанные элементы, а также элементы коробчатого сечения допускается исправлять с помощью термической и термомеханической правки с нагревом в соответствии с требованиями п. 9.6; при этом одну и ту же зону выправлять более двух раз не допускается.
Образование отверстий для заклепочных и болтовых соединений
9.22. При изготовлении стальных конструкций мостов диаметры отверстий под заводские и монтажные заклепки, а также под болты нормальной точности и высокопрочные должны удовлетворять требованиям табл. 43 настоящей главы.
Отверстия под заклепки, прикрепляющие продольные и поперечные балки проезжей части и под другие заклепки, работающие на отрыв головок, а также отверстия в фасонках и накладках под высокопрочные болты надлежит раззенковывать в соответствии с указаниями п. 1.72 настоящей главы. В остальных случаях в местах прилегания головок заклепок к склепываемому пакету допускается раззенковывать отверстия на 0,8 мм по глубине и диаметру.
Продавливание отверстий на полный диаметр в элементах пролетных строений и опор не допускается.
Таблица 43
|
Параметры метизов и отверстий |
Диаметры и отклонения, мм |
||||
|
Номинальный диаметр стержней высокопрочных болтов |
- |
18 |
22 |
24 |
27 |
|
Номинальный диаметр отверстий под высокопрочные болты в соединениях: |
|
|
|
|
|
|
определяющих геометрию конструкции |
- |
19 |
23 |
25 |
28 |
|
не определяющих геометрию конструкции |
- |
23 |
28 |
30 |
33 |
|
Номинальный диаметр стержней заклепок и болтов нормальной точности (не высокопрочных) |
16 |
- |
22 |
24 |
27 |
|
Номинальный диаметр отверстий под заклепки и болты нормальной точности (не высокопрочные) |
17 |
- |
23 |
25 |
28 |
|
Отклонения диаметра отверстия |
+0,4 -0,2 |
+0,5 -0,2 |
+0,5 -0,2 |
+0,5 -0,2 |
+0,6 -0,2 |
|
Максимальный диаметр продавленного отверстия |
13 |
17 |
19 |
21 |
23 |
|
Примечание. Болты и заклепки других стандартных диаметров в мостовых конструкциях не допускаются. |
|||||
Продавливание отверстий в деталях несущих элементов конструкций, эксплуатируемых в районах с расчетной температурой ниже минус 40° С и до минус 65° С включительно и из стали класса С52/40, не допускается.
9.23. Просверленные и рассверленные отверстия должны иметь цилиндрическую форму с гладкими стенками, перпендикулярными плоскости сборочного элемента. Отклонения по овальности допускаются в пределах плюсовых и минусовых допусков на диаметр отверстий. Отклонения но черноте и косине отверстий под заклепки принимаются во всех случаях но нормам табл. 6 настоящей главы, установленным для низколегированной стали: при этом максимальная допустимая косина ограничивается 2 мм.
9.24. При изготовлении конструкций пролетных строений или опор с применением для сверления монтажных отверстий кондукторов должна быть произведена на заводе контрольная сборка первого и каждого последующего пятого пролетного строения или опоры данного типа; в пролетных строениях с идентичными фермами допускается производить контрольную сборку одной из них.
Объем контрольной сборки назначается в соответствии с п. 1.29 настоящей главы. При этом совпадение монтажных отверстий должно удовлетворять следующим требованиям: калибр диаметром меньше проектного диаметра отверстия на 0,5 мм должен проходить не менее чем в 85% отверстий каждой группы.
Исправление дефектных монтажных отверстий производится в соответствии с п. 1.69 настоящей главы по согласованию с заводской инспекцией.
9.25. При общей сборке, осуществляемой частями фермы, в последующую часть фермы должен входить участок предыдущей части, включающий не менее двух панелей и не менее двух монтажных элементов каждого пояса.
9.26. Отклонения размеров мостовых конструкций при общей и контрольной сборке на стеллажах не должны превышать величин, указанных в табл. 44.
Таблица 44
|
Наименование отклонения |
Допускаемое отклонение |
|
1. Отклонение длины пролетного строения от проектной при пролете: |
|
|
до 50 м |
± 10 мм |
|
более 50 м |
1/5000 длины пролета |
|
2. Отклонение расстояний между соседними узлами главных ферм и связей |
1/3000 длины, но не более ± 3 мм |
|
3. Отклонение ординат строительного подъема от теоретических при ординатах: |
|
|
до 60 мм |
± 3 мм |
|
более 60 мм |
± 5% величины ординаты |
|
4. Отклонение узлов конструкций главных ферм и поперечных связей от плоскости |
± 3 мм |
|
Наименование отклонения |
Допускаемое отклонение |
|
Отклонения по длине: |
|
|
1. Обреза (расстояния от крайнего монтажного отверстия до конца элемента) в поясах клепаных, клепаносварных и болтосварных пролетных строений* |
+0 мм;-4 мм |
|
2. Балок проезжей части клепаных, клепаносварных и болтосварных пролетных строений |
+0 мм;-2 мм |
|
3. Элементов цельносварных пролетных строений, входящих в ограниченный по длине замкнутый контур (балки проезжей части, раскосы, пояса и т. п.) |
+0 мм;-4 мм |
|
Отклонения по высоте или по ширине: |
|
|
Габаритных размеров по ширине элементов поясов и решетки клепаных, клепаносварных и болтосварных** пролетных строений: |
|
|
4. В зоне узлов и стыков |
+0 мм;-2 мм*** |
|
5. На других участках |
± 4 мм |
|
Габаритных размеров по высоте элементов поясов и решетки клепаных, клепаносварных и болтосварных пролетных строений: |
|
|
6. В зоне узлов и стыков при перекрытии только вертикальных листов сечений |
± 2 мм |
|
7. На других участках |
± 4 мм |
|
8. Габаритных размеров по высоте элементов поясов клепаных, клепаносварных и болтосварных пролетных строений в зоне узлов и стыков при перекрытии вертикальных и горизонтальных листов сечений |
+0 мм;-2 мм |
|
Габаритных размеров по высоте: |
|
|
9. Балок проезжей части клепаных, клепаносварных и болтосварных пролетных строений в местах соединения при наличии рыбок сверху и снизу |
± 1 мм |
|
10. Балок проезжей части и главных ферм цельносварных пролетных строений |
± 2 мм |
|
Габаритных размеров по высоте балок главных ферм клепаных, клепано-сварных и болтосварных пролетных строений: |
± 2 мм**** |
|
11. В зоне стыков и узлов |
|
|
12. Для всех балок вне зоны стыков и узлов |
±4 мм |
|
*** В случае, когда элемент охватывает узловые фасонки, допускается отклонение-0 мм; +2 мм. |
|
9.27. Для рассверловки монтажных отверстий в поперечных связях должны быть собраны на стеллажах все элементы поперечника, включая поперечную балку.
9.28. Сверление монтажных отверстий в элементах с применением кондукторов в случаях, когда на точность совпадения отверстий оказывает влияние суммирование допусков (отверстия в рыбках продольных балок, в пересечениях диагоналей связей с продольными балками и между собой и др.), следует осуществлять: на неполный диаметр при монтажных соединениях на заклепках; на диаметр, превышающий на 5-6 мм диаметр болта при монтажных соединениях на высокопрочных болтах, при условии, что данные соединения не определяют геометрию конструкции.
Аналогичным образом просверливаются на заводе монтажные отверстия, образование которых затруднено при общей сборке мостовых конструкций (отверстия в фасонках продольных связей в узлах перелома. пояса и элементах связей, примыкающих к этим фасонкам, в прикреплении трубчатой распорки портала и др.).
Клепка и постановка высокопрочных болтов
9.29. Натяжение высокопрочных болтов на заданное усилие в мостовых конструкциях, как правило, осуществляется и контролируется по методу приложения расчетного крутящего момента в соответствии с нормами п.. 1.133 и 1.138 настоящей главы.
9.30. При проверке плотности склепанных или стянутых высокопрочными болтами пакетов в конструкциях мостов щуп толщиной 0,3 мм не должен входить между листами пакета.
Допускаемые отклонения размеров
9.31. Величины отклонений действительных размеров от проектных для отправляемых на монтаж сборочных деталей и элементов не должны превышать допускаемых, указанных в табл. 8 и 45, если в чертежах КМ не предусмотрены более жесткие допуски.
9.32. Отклонения при изготовлении опорных частей не должны превышать величин, приведенных в табл. 46.
Таблица 46
|
Наименование отклонения |
Допускаемое отклонение, мм |
|
1. Высота балансиров |
+3 |
|
2. Диаметр катка-для всей группы катков данной опорной части |
-2 |
|
3. Разность диаметров отдельных катков в группе |
0,1 |
|
4. Отклонения поверхностей катания у балансиров и плит от плоскости |
0,1 |
|
5. Диаметр шарниров |
+0;-0,2 |
|
6. Диаметр цапф |
-0; +0,2 |
|
7. Высота плит |
±3 |
|
8. Общая высота опорных частей |
±5 |
|
9. Перекос собранных опорных частей в поперечном направлении |
3 |
|
Наименование отклонения |
Допускаемое отклонение |
|
Искривление сборочных деталей |
|
|
1. Для листовых деталей зазор между листом и ребром стальной линейки длиной 1 м в зоне монтажных соединений |
1 мм |
|
Стрела выгиба оси элемента |
|
|
2. Для элементов главных ферм и балок проезжей части |
|
|
3. Для элементов связей |
|
|
Перекос полки
( |
|
|
4. В местах сопряжения с другими элементами в узлах, в стыках и местах примыкания балок, в зоне опирания балок на опорные части |
0,005 b, но не более 1 мм |
|
5. В местах примыкания ребер жесткости к поясам балок |
0,01b |
|
6. У поясов, на которые опираются мостовые брусья |
0,01 b; при этом разность уровней кромок пояса в одном сечении не должна превышать 3 мм |
|
7. У поясов, сопрягаемых с железобетонной плитой при отсутствии закладных деталей |
0,01b |
|
8. Перекос и грибовидность в прочих местах |
0,01b; при этом в нижних поясах сплошных балок при ширине пояса более 300 мм отклонение кромки пояса от проектного положения вверх не должно превышать 3 мм |
|
Винтообразность элементов |
|
|
9. Деформация скручивания (винтообразность) элементов пролетных строений |
1 мм на 1 м длины элемента, но не более 10 мм |
|
Несимметричность элементов двутаврового и Н-образного сечений |
|
|
Отклонение оси стенки от оси полки в зоне монтажного соединения при перекрытии всех частей сечения: |
|
|
10. При центрировании кондукторов для сверления монтажных отверстий в полке по ее оси |
2мм |
|
11. При центрировании кондукторов для сверления монтажных отверстий в полке по оси стенки |
0,015В, но не более 5 мм |
|
12. При перекрытии только полок |
0,015В, но не более 5 мм |
|
13. При рассверловке отверстий на проектный диаметр при оформлении главных балок на заводе |
0,015В, но не более 5 мм |
|
14. В прочих местах |
0,015В |
|
Ромбовидность коробчатых элементов |
|
|
Разность длин диагоналей в поперечном сечении коробчатых элементов: |
|
|
15. В зоне монтажного соединения |
4 мм |
|
16. При отсутствии горизонтальных накладок и фасонок |
6 мм |
|
17. В прочих местах |
12 мм |
9.33. Отклонения от проектной геометрической формы отправочных элементов не должны превышать величин, указанных в табл. 47.
9.34. Зазоры в заводских стыках элементов пролетных строений и узкие конструктивные щели должны при изготовлении (перед грунтованием) заполняться шпатлевкой, а при ширине зазора более 8 мм-мягкой сталью и шпатлевкой.
Заводская приемка, очистка, грунтование, окраска, документация, отгрузка
9.35. Стальные конструкции мостов должны быть приняты ОТК завода-изготовителя и инспекцией по контролю качества изготовления и монтажа мостовых конструкций до грунтования.
Не исправляются и подлежат замене целиком листы или другие прокатные профили в готовых пролетных строениях или их элементах, имеющие:
трещины в металле шва, переходящие на основной металл;
трещины в основном металле;
расслоения по кромкам.
Измененная ред. (Изм. № 2)
9.36. Перед грунтованием покрываемые поверхности конструкций должны быть очищены в соответствии с требованиями п. 1.82 настоящей главы.
Очистку конструкций под грунтование принимают ОТК завода-изготовителя и инспекцией по контролю качества изготовления и монтажа мостовых конструкций.
Измененная ред. (Изм. № 2)
9.37. Грунтование и окраску надлежит производить на заводе-изготовителе в соответствии с требованиями главы СНиП «Защита строительных конструкций от коррозии», главы СНиП «Мосты и трубы» и специальными указаниями по грунтовке и окраске стальных мостовых конструкций.
Грунтование и окраску конструкций принимают ОТК завода-изготовителя и инспекцией по контролю качества изготовления и монтажа мостовых конструкций.
Измененная ред. (Изм. № 2)
9.38. При сдаче готовой продукции завод-изготовитель обязан представить сертификат на стальные конструкции (согласно п. 1.87 настоящей главы*, а также следующую документацию в качестве приложений к сертификату или акту приемки конструкций инспекцией по контролю качества изготовления и монтажа мостовых конструкций:
а) полный комплект исполнительных чертежей. включая схему маркировки, с указанием отступлений от чертежей КМ (в том числе отверстий, рассверленных на больший диаметр) и с соответствующими согласованиями;
б) сводную ведомость сертификатов на материалы, применявшиеся при изготовлении конструкций;
в) опись удостоверений о квалификации резчиков, производивших машинную кислородную резку деталей, с указанием даты и номера протокола испытания;
г) опись удостоверений о квалификации исполнителей, производивших постановку заводских высокопрочных болтов, с указанием даты и номера протокола испытания.
Кроме того, для сварных конструкций мостов:
д) опись удостоверений (дипломов) о квалификации сварщиков, производивших сварку конструкций, с указанием даты и номера протокола испытания;
е) ведомость результатов контроля качества сварных соединений (в том числе ультразвуковой дефектоскопией и просвечиванием проникающими излучениями) с указанием методов устранения дефектов.
Измененная ред. (Изм. № 2)
9.39. Погрузку конструкций следует осуществлять механизированными подъемно-транспортными средствами с выполнением требований п. 1.90 настоящей главы.
Крепление конструкций для перевозки на железнодорожном подвижном составе разрабатывается заводом-изготовителем. При приварке транспортных планок, укосин и т.д. должны выполняться требования п.. 1.25 и п. 9.13 настоящей главы.
Сертификат (форма)
ПРИЛОЖЕНИЕ 1
__________________________
(завод стальных конструкций)
Сертификат №_____ на стальные конструкции
|
Заказ №- Заказчик ____________________________________________________________________ ____________________________________________________________________________ 1. Наименование объекта _______________________________________________________ 2. Масса по чертежам КМД _____________________________________________________ 3.Дата начала изготовления _____________________________________________________ 4. Дата конца изготовления _____________________________________________________ 5. Организация, выполнившая рабочие чертежи КМ (индекс и № чертежей) ______________ 6. Организация, выполнившая деталировочные чертежи КМД (индекс и № чертежей) ______________________________________________________________________________ 7. Стальные конструкции изготовлены в соответствии с ______________________________ (Указать нормативный документ) 8. Конструкции изготовлены из сталей марок_______________________________________ Примененные материалы соответствуют требованиям проекта. 9. Для сварки применены: а) электроды _________________________________________________________________ б) сварочная проволока_________________________________________________________ в) флюс______________________________________________________________________ г) защитные газы______________________________________________________________ 10. Сварщики испытаны согласно_________________________________________________ ____________________________________________________________________________ 11. Сварные швы проверены ____________________________________________________ Примечания: 1. Сертификаты на сталь, электроды, сварочную проволоку, флюс, защитные газы, заклепки, болты, материалы для грунтовки хранятся на заводе (мастерской). 2. Протоколы испытаний электросварщиков хранятся на заводе (мастерской). Приложения: 1. Схемы общих сборок конструкции 2. __________________________________________________________________________ 3. __________________________________________________________________________ Начальник ОТК_________________________ (Подпись) Город ___________________________ «_____»_____________________19___г.
|
ПРИЛОЖЕНИЕ 2
Паспорт цилиндрического вертикального резервуара (форма)
|
Емкость_____________________________________________________________________ Марка_______________________________________________________________________ №__________________________________________________________________________ Дата составления паспорта _____________________________________________________ Måcтî установки (наименование предприятия) ______________________________________ ____________________________________________________________________________ ____________________________________________________________________________ Назначение резервуара_________________________________________________________ Основные размеры элементов резервуара (диаметр, высота)___________________________ ________________________________________________________ Наименование организации, выполнившей рабочие чертежи КМ. и номера чертежей_______________________________________________________________________ Наименование завода-изготовителя стальных конструкций_____________________________ _____________________________________________________________________________ _____________________________________________________________________________ Наименование строительно-монтажных организаций, участвовавших в возведении резервуара: 1)______________ 2)______________3)________________и т. д. ____________________________________________________________________________ ____________________________________________________________________________ ____________________________________________________________________________ ____________________________________________________________________________ ____________________________________________________________________________ Перечень установленного на резервуаре оборудования: ____________________________________________________________________________ ____________________________________________________________________________ Отклонения от проекта_________________________________________________________ ____________________________________________________________________________ Дата начала монтажа___________________________________________________________ Дата окончания монтажа________________________________________________________ Дата начала и окончания каждого промежуточного и общего испытаний резервуара и результаты испытаний: __________________________________________________________ __________________________________________________________ __________________________________________________________ Дата приемки резервуара и сдачи его в эксплуатацию: __________________________________________________________ __________________________________________________________ Приложения: 1. Деталировочные чертежи стальных конструкций (КМД) №____________ и рабочие чертежи (КМ) №_____________ 2. Заводские сертификаты на изготовленные стальные конструкции_____________________ 3. Документы о согласовании отступлений от проекта при монтаже_____________________ ____________________________________________________________________________ 4. Акты приемки скрытых работ__________________________________________________ 5. Документы (сертификаты и др.), удостоверяющие качество электродов, электродной проволоки, флюсов и прочих материалов, примененных при монтаже______________________ ____________________________________________________________________________ 6. Схемы геодезических замеров при проверке разбивочных oñeй и установке конструкций____________________________________________________________________ ____________________________________________________________________________ 7.Журнал сварочных работ________________________________ 8. Акты испытания резервуара_____________________________ 9. Описи удостоверений (дипломов) о квалификации сварщиков, производивших сварку конструкций при монтаже, с указанием присвоенных им цифровых или буквенных знаков_________________________________________________________________________ ____________________________________________________________________________ 10. Документы результатов испытания сварных монтажных швов _______________________ ____________________________________________________________________________ ____________________________________________________________________________ 11. Заключение по просвечиванию сварных монтажных швов проникающим излучением со схемами расположения мест просвечивания 12. Акты приемки смонтированного оборудования.___________________________________ ____________________________________________________________________________ ____________________________________________________________________________ ____________________________________________________________________________ Подписи представителей заказчика и строительно-монтажных организаций (перечислить)___________________________________________________________________ ____________________________________________________________________________ ____________________________________________________________________________ |
ПРИЛОЖЕНИЕ 3
|
Паспорт мокрого газгольдера (форма) Емкость____________________ марка____________________________________________ №__________________________________________________________________________ Дата составления паспорта______________________________________________________ Место установки (наименование предприятия) ______________________________________ ____________________________________________________________________________ ____________________________________________________________________________ Назначение газгольдера ________________________________________________________ Основные размеры элементов газгольдера (диаметр, высота)__________________________ Организация, выполнившая рабочие чертежи (КМ), и номера чертежей__________________ ____________________________________________________________________________ Наименование завода-изготовителя стальных конструкций____________________________ ____________________________________________________________________________ Наименование строительно-монтажных организаций, участвовавших в возведении газгольдера ____________________________________________________________________________ 1)_______________2)__________________3)_______________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ Перечень установленного на газгольдере оборудования_______________________________ ____________________________________________________________________________ Отклонения от проекта_________________________________________________________ ____________________________________________________________________________ Дата начала монтажа__________________________________________ Дата окончания монтажа _______________________________________ Дата начала и окончания каждого промежуточного и общего испытания газгольдера и результаты испытаний____________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ Дата приемки газгольдера и пуска его в эксплуатацию (наполнения газгольдера газом)______ ____________________________________________________________________________ Приложения: 1. Деталировочные чертежи стальных конструкций (КМД) № и рабочие чертежи (КМ) № _______________________________________________________________________________________________ 2. 3aвoдcкиe сepтификaты на изгoтовлeнные стальные конструкции_____________________________________ 3. Документы о согласовании отступлений от проекта при монтаже ____________________________________ 4. Акты приемки скрытых работ___________________________________________________________________ _______________________________________________________________________________________________ _______________________________________________________________________________________________ 5. Документы (сертификаты и др.), удостоверяющие качество электродов, электродной проволоки, флюсов и прочих материалов, примененных при монтаже________________________________________________________ 6. Схемы геодезических замеров при проверке разбивочных осей в установке конструкций______________________________________________________________________________________ _______________________________________________________________________________________________ 7. Журналы сварочных работ________________________________________________ 8. Акты испытания газгольдера _____________________________________________ 9. Описи удостоверений (диплoмов) о квалификaции сварщиков, производивших сварку конструкций при монтаже, с указанием присвоенных им цифровых или буквeнныx знакoв _______________________________________________________________________________________________ 10. Документы результатов испытания сварных и монтаж______________________________________________ ________________________________________________________________________________________________ 11. Заключения по просвечиванию сварных монтажных швов проникающим излучением со схемами расположения мест просвечивания 12. Акты приемки смонтированного оборудования. Подписи представителей заказчика и строительно-монтажных организаций (перечислить)__________________ _______________________________________________________________________________________________ _______________________________________________________________________________________________ _______________________________________________________________________________________________ |
|
|