|
||||||||||||||||||||||||

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РЕДУКТОРЫ
ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 13861-89
ГОССТАНДАРТ РОССИИ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
РЕДУКТОРЫ ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ Общие технические условия Regulators for gasflame working. General specifications |
ГОСТ |
Срок действия с 01.01.91
до 01.01.96
Настоящий стандарт распространяется на газовые редукторы, используемые для понижения давления рабочих газов, поступающих в редуктор из баллона, рампы или газопровода распределительного коллектора, и автоматического поддержания постоянным заданного рабочего давления этих газов при питании постов и установок газовой сварки, резки, пайки, наплавки, нагрева и других процессов газопламенной обработки и изготовляемые для нужд народного хозяйства и экспорта.
Стандарт не распространяется на редукторы, являющиеся составными частями машин и установок.
1. ТИПЫ И ОСНОВНЫЕ ПАРАМЕТРЫ
Типы и основные параметры редукторов должны соответствовать указанным в табл. 1.
Таблица 1
|
Наибольшая пропускная способность V, м3/ч |
Наибольшее Давление газа на входе, P1, МПа (кгс/см2) |
Наибольшее рабочее давление Р2, МПа (кгс/см2) |
Масса, кг, не более |
|
|
БКО-25 |
25 |
20 (200) |
0,8 (8) |
2,0 |
|
БКО-50 |
50 |
1,25 (12,5) |
2,1 |
|
|
БКД-25 |
25 |
0,8 (8) |
3,5 |
|
|
БАО-5 |
5 |
2,5 (25) |
0,15 (1,5) |
2,2 |
|
БАД-5 |
3,6 |
|||
|
БПО-5 |
0,3 (3) |
2,0 |
||
|
БВО-80 |
80 |
20 (200) |
1,25 (12,5) |
2,1 |
|
СКО-10 |
10 |
1,6 (16) |
0,5 (5) |
1,8 |
|
САО-10 |
0,12 (1,2) |
0,1 (1) |
||
|
СПО-6 |
6 |
0,3 (3) |
0,15 (1,5) |
|
|
СМО-35 |
35 |
|||
|
РКЗ-250 |
250 |
20 (200) |
1,6 (16) |
13,0 |
|
РКЗ-500 |
500 |
|||
|
РАО-30 |
30 |
2,5 (25) |
0,1 (1) |
8 |
|
РАД-30 |
10 |
|||
|
РПО-25 |
25 |
0,3 (3) |
8 |
|
|
РПД-25 |
10 |
* Значение букв и цифр:
первая буква обозначает назначение редуктора: Б - баллонный, С - сетевой, Р - рамповый, вторая - редуцируемый газ: А - ацетилен, В - водород, К - кислород, М - метан, П - пропан, третья - число ступеней редуцирования и способ задания рабочего давления: О - одна ступень с пружинным заданием, Д - две ступени с пружинным заданием, З - одна ступень с пневматическим задатчиком, цифры - наибольшую пропускную способность редуктора в м3/ч.
Каждому типу редуктора соответствует одна или несколько марок.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Редукторы должны изготавливаться в соответствии с требованиями настоящего стандарта и технической документацией, утвержденной в установленном порядке.
Редукторы, предназначенные для экспорта в районы с тропическим климатом, должны изготавливаться, кроме того, в соответствии с требованиями ГОСТ 15151.
2.2. Редукторы должны изготавливаться в климатическом исполнении УХЛ или Т по ГОСТ 15150, но для работы при температуре:
от минус 25 до плюс 50 °С - баллонные и сетевые редукторы для кислорода, водорода и ацетилена;
от минус 15 до плюс 45 °С - баллонные и сетевые редукторы для пропана и метана;
от плюс 5 до плюс 50 °С - рамповые редукторы.
2.3. Редукторы должны соответствовать требованиям ГОСТ 12.2.008 и ГОСТ 12.2.052.
2.4. Характеристика изменения рабочего давления при изменении давления газа на входе для всех типов редукторов может быть возрастающей и падающей (черт. 1).
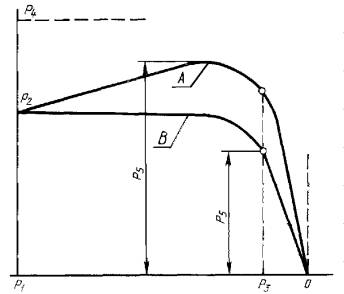
А - возрастающая характеристика; В - падающая характеристика; Р1 - наибольшее давление на входе; Р2 - наибольшее рабочее давление; Р3 - наименьшее давление газа на входе; Р4 - наибольшее рабочее давление при прекращении отбора газа через редуктор; Р5 - наибольшее (возрастающая характеристика А) или наименьшее (падающая характеристика В) рабочее давление при изменении давления газа на входе в редуктор от наибольшего (P1) до наименьшего (Р3) давления
Черт. 1
2.5. Редукторы должны обеспечивать наибольшую пропускную способность V при наибольшем рабочем давлении Р2 (табл. 1) и наименьшем входном давлении Р3.
Наименьшее входное давление Р3 в МПа редукторов определяют по формуле
где K = 0,1 - для редукторов типа САО-10, K = 1,3 - для остальных сетевых редукторов;
K = 2 - для баллонных и рамповых редукторов.
2.6. Коэффициент неравномерности рабочего давления должен находиться в пределах:
от минус 0,15 до плюс 0,15 включ. - для баллонных редукторов;
от минус 0,1 до плюс 0,1 включ. - для сетевых редукторов;
от минус 0,2 до плюс 0,2 включ. - для рамповых редукторов.
Примечание. Коэффициент неравномерности рабочего давления определяют по формуле
2.7. Рабочее давление после прекращения отбора газа Р4 должно быть ниже давления начала открытия предохранительного клапана.
2.8. Материалы деталей редукторов, вступающих в соприкосновение с рабочими газами, должны быть стойкими к химическому, механическому или термическому воздействию этих газов при всех режимах работы редуктора.
2.9. Детали кислородных редукторов должны быть обезжирены.
2.10. Редукторы должны иметь показывающие приборы или устройства для определения давления газа, входящего и выходящего из редуктора.
Баллонные пропановые и все сетевые редукторы должны иметь показывающие приборы или устройства только для определения давления газа, выходящего из редуктора.
2.11. Редукторы должны иметь предохранительные клапаны, установленные в рабочей камере редуктора. У двухступенчатых редукторов допускается устанавливать предохранительные клапаны после первой ступени редуцирования.
Предохранительные клапаны не устанавливают на сетевые редукторы и редукторы, рабочая камера которых рассчитана на прочность при наибольшем входном давлении Р1.
Предохранительные клапаны должны обеспечивать пропускную способность не ниже 1/2V при давлении 2Р2 для редукторов с наибольшим рабочим давлением свыше 0,3 МПа (3 кгс/см2) и при давлении 0,6 МПа (6 кгс/см2) - для редукторов с наибольшим рабочим давлением ниже или равном 0,3 МПа (3 кгс/см2).
Давление начала открытия предохранительных клапанов должно быть выше Р4, но не более 2Р2 для редукторов с наибольшим рабочим давлением Р2 > 0,3 МПа (3 кгс/см2) и не более 0,6 МПа (6 кгс/см2) для редукторов с наибольшим рабочим давлением Р2 < 0,3 МПа (3 кгс/см2).
2.12. Показатели надежности редукторов должны соответствовать указанным в табл. 2.
Таблица 2
|
Значение показателя для редукторов |
||||
|
баллонных |
сетевых |
рамповых |
||
|
одноступенчатых |
двухступенчатых |
|||
|
95-процентная наработка до отказа, ч |
3000 |
2300 |
3500 |
5800 |
|
Полный 95-процентный срок службы, г |
7,5 |
6 |
7,5 |
4,5 |
Критерии отказа редукторов - нарушение герметичности уплотняющих поверхностей клапана и седла, разрыв мембраны, критерии предельного состояния - выход из строя корпусных деталей.
2.13. Комплектность редуктора должна быть установлена в нормативно-технической документации на редуктор конкретной марки.
2.14. На редукторе должна быть следующая маркировка:
товарный знак предприятия-изготовителя (на редукторы, предназначенные для экспорта не наносят);
марка редуктора;
буква Т (наносят после марки редуктора в климатическом исполнении Т);
год выпуска (на редукторы, предназначенные для экспорта не наносят);
надпись «Сделано в СССР» на языке, указанном в договоре между предприятием и внешнеэкономической организацией (на редукторах, предназначенных для экспорта).
2.15. Транспортная маркировка редукторов должна быть выполнена в соответствии с ГОСТ 14192, а редукторов, предназначенных для экспорта, кроме того, должна соответствовать указанной в договоре между предприятием и внешнеэкономической организацией.
2.16. На таре должны быть нанесены основные, дополнительные и информационные надписи и манипуляционные знаки:
«Верх, не кантовать»;
«Боится сырости»;
«Осторожно, хрупкое».
2.17. Упаковку редукторов производят в соответствии с ГОСТ 23170 и нормативно-технической документацией на редуктор конкретной марки.
3. ПРИЕМКА
3.1. Для контроля соответствия редукторов требованиям настоящего стандарта проводят приемо-сдаточные, периодические и типовые испытания.
3.2. При приемо-сдаточных испытаниях у каждого редуктора контролируют герметичность соединений, герметичность сопряжения уплотняющих поверхностей редуцирующих клапанов и седел, повышение рабочего давления после прекращения отбора газа, давление начала открытия предохранительного клапана, кроме редукторов, на которых предохранительный клапан не устанавливается (п. 2.11).
3.3. Периодическим испытаниям подвергают редукторы, прошедшие приемо-сдаточные испытания. При этом контролируют коэффициент неравномерности рабочего давления, наибольшую пропускную способность редуктора, пропускную способность предохранительного клапана, прочность камер высокого и низкого давлений, работоспособность редукторов в заданном интервале температур, надежность редукторов.
Испытаниям подвергают не менее 3 редукторов один раз в год, испытаниям на надежность - не менее 5 баллонных и сетевых редукторов и не менее 3 рамповых редукторов один раз в три года.
Если в процессе испытаний хотя бы один из контролируемых параметров испытуемого редуктора (кроме надежности) не будет соответствовать требованиям настоящего стандарта, проводят повторные испытания удвоенного числа редукторов.
Результаты повторных испытаний являются окончательными.
Требования к надежности считаются подтвержденными, если результаты испытаний каждого редуктора соответствуют требованиям п. 2.12.
3.4. Типовые испытания проводят при изменении конструкции редуктора или технологии изготовления, если эти изменения могут повлиять на технические и эксплуатационные характеристики редуктора.
Типовые испытания проводят по программе периодических испытаний.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Все испытания редукторов проводят азотом или сжатым воздухом, очищенным от пыли, влаги и масла.
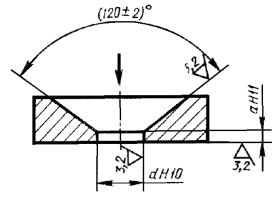
4.2. Перед началом испытаний следует присоединить редуктор к источнику газопитания, обеспечивающему редуктор газом, исходя из наибольших входного давления Р1 ± 10 % и пропускной способности V. К выходному штуцеру редуктора присоединяют запорное устройство с расходной шайбой в соответствии с табл. 3 и черт. 2.
Таблица 3
Размеры, мм
|
d |
а |
|
|
БКО-25 |
2,3 |
0,5 |
|
БКО-50 |
2,8 |
|
|
БКД-25 |
2,3 |
|
|
БАО-5 |
2,2 |
|
|
БАД-5 |
2,2 |
|
|
БПО-5 |
1,8 |
|
|
БВО-80 |
1,9 |
|
|
СКО-10 |
1,8 |
|
|
САО-10 |
3,1 |
|
|
СПО-6 |
2,5 |
|
|
СМО-35 |
4,5 |
|
|
РКЗ-250 |
6,0 |
1,0 |
|
РКЗ-500 |
8,5 |
|
|
РАО-30 |
5,4 |
|
|
РАД-30 |
5,4 |
|
|
РПО-25 |
3,4 |
0,5 |
|
РПД-25 |
3,4 |
4.3. Герметичность соединений редуктора (ГОСТ 12.2.008, разд. 8) контролируют подавая газ под наибольшим давлением P1 ± 10 %. В рабочей камере редуктора при расходе газа через запорное устройство устанавливают наибольшее рабочее давление Р2. Соединения смачивают мыльной эмульсией, при отрицательных температурах - мыльной эмульсией на антифризе или другой незамерзающей жидкости. Время выдержки под давлением для баллонных и сетевых редукторов - не менее 3 с, для рамповых редукторов - не менее 10 с.
Рост пузырьков газа в местах соединений не допускается.
4.4. Для контроля герметичности сопряжения уплотняющих поверхностей редуцирующего клапана и седла (ГОСТ 12.2.008, разд. 8) одноступенчатых редукторов с пружинным способом задания рабочего давления нажимной винт редуктора необходимо вывернуть до освобождения регулирующей пружины, на вход редуктора подать газ под наибольшим входным давлением P1 ± 10 %, открыть запорное устройство и его выход смочить мыльной эмульсией. Время выдержки под давлением - в соответствии с п. 4.3. Рост пузырьков газа на выходе запорного устройства не допускается.
Допускается запорное устройство не устанавливать. В этом случае мыльной эмульсией смачивают выходное отверстие редуктора.
4.5. При контроле герметичности сопряжения уплотняющих поверхностей редуцирующего клапана и седла (ГОСТ 12.2.008, разд. 8) двухступенчатых редукторов с пружинным способом задания рабочего давления раздельно проверяют редуцирующие клапаны 1 и 2-й ступеней редуцирования.
Редуцирующий клапан первой ступени проверяют до сборки клапана второй ступени редуцирования.
Вторую ступень редуцирования проверяют на полностью собранном редукторе по методике п. 4.4.
4.6. При контроле герметичности сопряжения уплотняющих поверхностей редуцирующего клапана и седла (ГОСТ 12.2.008, разд. 8) одноступенчатых редукторов с пневматическим задатчиком рабочего давления предварительно проверяют на герметичность клапан и седло задатчика по методике п. 4.4.
Редуцирующий клапан и седло основного редуктора проверяют при наибольшем входном давлении Р1 ± 10 %, вывернутом нажимном винте задатчика и смоченным мыльной эмульсией выходе из основного редуктора. Отсутствие роста пузырьков газа на выходе из основного редуктора в течение 10 с свидетельствует о герметичности редуцирующего клапана основного редуктора.
4.7. Испытания редукторов на прочность камер низкого и высокого давления (ГОСТ 12.2.008 разд. 8) проводят со снятыми редуцирующими клапанами, вместо которых устанавливаются специальные заглушки.
Камеры высокого и рабочего давления поочередно заполняют водой и раздельно проверяют на прочность при давлениях в соответствии с ГОСТ 12.2.008, разд. 8. Время выдержки под давлением - не менее 5 мин. На наружных поверхностях редуктора не должно быть следов потения и течи.
4.8. Для контроля наибольшей пропускной способности редуктора (п. 2.5) и коэффициента неравномерности рабочего давления (п. 2.6) редуктор подключают к источнику газопитания, обеспечивающему подачу газа к редуктору под давлением P1 ± 10 %. После редуктора устанавливают расходную шайбу (табл. 3).
При истечении газа в атмосферу через расходную шайбу устанавливают наибольшее рабочее давление Р2 и при снижении давления газа на входе с Р1 до Р3 измеряют рабочее давление на выходе редуктора. Наименьшее давление газа на входе Р3 определяют по формуле (1). По полученным данным проводят построение графика изменения рабочего давления в зависимости от изменения давления газа на входе в редуктор (черт. 1).
По полученной характеристике (черт. 1) определяют значение наибольшего (или наименьшего) значения рабочего давления Р5 и по формуле (2) коэффициент неравномерности рабочего давления i.
Редуктор считается выдержавшим испытание на наибольшую пропускную способность и неравномерность рабочего давления, если значение коэффициента i соответствует требованиям п. 2.6.
4.9. Для определения повышения рабочего давления после прекращения отбора газа (п. 2.7) к редуктору подается газ под наибольшим входным давлением Р1 ± 10 % и при установленной после редуктора расходной шайбе (см. табл. 3) устанавливают при расходе газа наибольшее рабочее давление Р2. Затем закрывают запорное устройство после редуктора, смачивают выход предохранительного клапана мыльной эмульсией. Рост пузырьков газа на выходе предохранительного клапана не допускается.
4.10. Проверка предохранительных клапанов на пропускную способность и начало открытия (п. 2.11) проводится отдельно от редуктора на специальном стенде по методике, утвержденной в установленном порядке.
4.11. Контроль показателей надежности редукторов (п. 2.12) проводят по методике, утвержденной в установленном порядке.
4.12. Контроль работоспособности редукторов в заданном интервале температур (п. 2.2) проводят как при максимальной, так и при минимальной температуре окружающего воздуха.
Редуктор помещают в климатическую камеру и нагревают или охлаждают до заданной температуры.
После выдержки при заданной температуре в течение 2 ч контролируют герметичность соединений, редуцирующих клапанов и седел.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Редукторы, упакованные в тару, могут транспортироваться любым видом транспорта в крытых транспортных средствах и универсальных контейнерах.
При транспортировании железнодорожным транспортом отправка повагонная и мелкая.
5.2. Условия транспортирования редукторов должны соответствовать группе условий хранения 5 (ОЖ4) ГОСТ 15150 - для районов с умеренным климатом и группе условий хранения 3 (Ж3) ГОСТ 15150 - для районов с тропическим климатом.
5.3. При транспортировании должны соблюдаться правила, установленные для конкретного вида транспорта.
5.4. При отправке в адрес одного потребителя двух и более грузовых мест последние укладывают в пакет по ГОСТ 26663 с обвязкой стальной проволокой по ГОСТ 3282 или стальной лентой по ГОСТ 3560.
Основные параметры и размеры пакетов - по ГОСТ 24597.
При мелких отправках в вагонах ящики из гофрированного картона формируют в пакеты на стоечных поддонах по ГОСТ 9570.
5.5. Редукторы должны храниться в соответствии с группой условий хранения 2 (С) ГОСТ 15150 - в районах с умеренным и холодным климатом и группой условий хранения 3 (Ж3) ГОСТ 15150 - в районах с тропическим климатом.
6. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Редукторы должны эксплуатироваться в соответствии с прилагаемой к редуктору эксплуатационной документацией.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель гарантирует соответствие редукторов требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения.
7.2. Гарантийный срок эксплуатации редукторов - 12 мес со дня ввода их в эксплуатацию.
ПРИЛОЖЕНИЕ
Справочное
ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ РЕДУКТОРОВ ПРИ РАБОТЕ НА ПРОМЕЖУТОЧНЫХ РЕЖИМАХ
1. Наименьшее давление газа на входе P3x в МПа для промежуточного значения рабочего давления Р2х в МПа определяют по формуле
где K - по п. 2.5.
2. Наибольшая пропускная способность редуктора Vх в м3/ч для любого промежуточного входного давления Р3х в МПа определяется по формуле
где V - наибольшая пропускная способность редуктора при наибольшем рабочем давлении, м3/ч;
Р3 - наименьшее давление газа на входе в редуктор, при наибольшем рабочем давлении, МПа.
3. При измерении пропускной способности редуктора или предохранительного клапана показание тарированного по воздуху расходомера следует умножить на поправочный коэффициент, взятый из табл. 4 для того газа, для которого предназначен редуктор или предохранительный клапан.
Таблица 4
|
Поправочный коэффициент для |
|||||
|
кислорода |
ацетилена |
метана |
водорода |
пропана |
|
|
Воздух |
0,950 |
1,050 |
1,294 |
3,810 |
0,753 |
|
Азот |
0,930 |
1,030 |
1,270 |
3,750 |
0,739 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством химического и нефтяного машиностроения СССР
РАЗРАБОТЧИКИ
П.П. Калитин, канд. техн. наук; В.К. Дейкун, канд. техн. наук (руководитель темы); Г.И. Карасева, Г.И. Родинкова, Л.Я. Горштейн
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 25.12.89 № 4112
3. Срок проверки - 1995 г., периодичность проверки - 5 лет.
4. В стандарт введен международный стандарт ИСО 2503-83
5. ВЗАМЕН ГОСТ 6268-78; ГОСТ 13861-80
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Номер пункта |
|
|
ГОСТ 12.2.008-75 |
|
|
ГОСТ 12.2.052-81 |
|
|
ГОСТ 14192-77 |
|
7. Переиздание. Июнь 1992 г.
СОДЕРЖАНИЕ
|
1. Типы и основные параметры.. 1 5. Транспортирование и хранение. 7 6. Указания по эксплуатации. 7 Приложение. Определение параметров редукторов при работе на промежуточных режимах. 7 |
|
|