|
||||||||||||||||||||||||
ГОСТ Р 51763-2001
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПРИВОДЫ ШТАНГОВЫХ СКВАЖИННЫХ НАСОСОВ
Общие технические требования
ГОССТАНДАРТ РОССИИ
Москва
Предисловие
1 РАЗРАБОТАН Автономной некоммерческой организацией по сертификации, экспертизе и подготовке специалистов в нефтегазовом комплексе «Технонефтегаз», Российским Государственным Университетом нефти и газа им. И. М. Губкина
ВНЕСЕН Техническим комитетом по стандартизации ТК 261 «Материалы и оборудование для нефтяной и газовой промышленности»
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 19 июня 2001 г. № 241-ст
3 Стандарт гармонизирован с ИСО 10431-97 «Промышленность нефтяная и газовая. Насосные установки» и API Spec 11E «Станки-качалки»
ГОСТ Р 51763-2001
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПРИВОДЫ ШТАНГОВЫХ СКВАЖИННЫХ НАСОСОВ
Общие технические требования
Well sucker rod pump drives. General technical requirements
Дата введения 2002-07-01
1 Область применения
Настоящий стандарт распространяется на индивидуальные приводы с грузовым, пневматическим и иными способами уравновешивания, предназначенные для привода штанговых скважинных насосов, в которых используются механические и гидравлические трансмиссии.
Индивидуальные приводы штанговых скважинных насосов следует применять для эксплуатации скважин в умеренном и холодном климатических районах по ГОСТ 16350. Категория изделий - 1 по ГОСТ 15150.
2 Нормативные ссылки
ГОСТ 2.304-81 Единая система конструкторской документации. Шрифты чертежные
ГОСТ 2.601-95 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.032-74 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.104-79 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы условий эксплуатации
ГОСТ 9.306-85 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Обозначения
ГОСТ 9.401-91 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Общие требования и методы ускоренных испытаний на стойкость к воздействию климатических факторов
ГОСТ 9.402-80 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием
ГОСТ 12.4.026-76 Система стандартов безопасности труда. Цвета сигнальные и знаки безопасности
ГОСТ 82-70 Прокат стальной горячекатаный широкополосный универсальный. Сортамент
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 2405-88 Манометры, вакуумметры, мановакуумметры, напоромеры, тягомеры и тягонапоромеры. Общие технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры, характеристики и обозначения
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 8240-97 Швеллеры стальные горячекатаные. Сортамент
ГОСТ 8510-86 Уголки стальные горячекатаные неравнопрочные. Сортамент
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 12969-67 Таблички для машин и приборов. Технические требования
ГОСТ 12971-67 Таблички прямоугольные для машин и приборов. Размеры
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16350-80 Климат СССР. Районирование и статистические параметры климатических факторов для технических целей
ГОСТ 17187-81 Шумомеры. Общие технические требования и методы испытаний
ГОСТ 17216-71 Промышленная чистота. Классы чистоты жидкостей
ГОСТ
17380-83 Детали трубопроводов стальные бесшовные приварные на Рy ![]() 10 МПа (
10 МПа (![]() 100 кгс/см2). Технические условия
100 кгс/см2). Технические условия
ГОСТ 20799-88 Масла индустриальные. Технические условия
ГОСТ 20889-88 Шкивы для приводных клиновых ремней нормальных сечений. Общие технические условия
ГОСТ 23170-78 Упаковка для изделий машиностроения. Общие требования
3 Определения
В настоящем стандарте применяют следующие термины с соответствующими определениями:
3.1 колонна насосных штанг: Составной или непрерывный стержень, соединяющий привод с плунжером скважинного насоса.
3.2 устьевой шток: Стержень, служащий для соединения колонны штанг с приводом.
Устьевой шток входит в состав колонны насосных штанг. В верхней части устьевой шток соединен с гибкой подвеской колонны штанг, а в нижней - с колонной штанг. Устьевой шток проходит через уплотнение устьевого оборудования.
3.3 гибкая подвеска колонны штанг: Узел, основу которого составляет стержень с малой жесткостью на изгиб и обеспечивающий кинематическую связь между силовым органом привода и колонной штанг.
3.4 силовой орган привода: Узел или совокупность узлов, обеспечивающих перемещение непосредственно колонны штанг или гибкой подвески.
3.5 уравновешивающее устройство привода: узел или совокупность узлов, выравнивающих нагрузку на двигатель в течение времени одного цикла работы привода.
4 Конструкция, основные параметры и размеры
4.1 Привод штангового скважинного насоса может быть выполнен следующих типов:
1 - с механической трансмиссией;
2 - с гидравлической трансмиссией.
Привод типа 1 может иметь следующие исполнения:
по наличию балансира:
балансирное,
безбалансирное;
по способу уравновешивания:
балансирное,
балансирно-кривошипное,
кривошипное,
пневматическое,
неуравновешенное;
по длине хода:
обычное,
длинноходовое.
4.1.1 Балансир может иметь исполнения:
одноплечее;
двуплечее.
4.2 Балансирный привод типа 1 представлен на рисунке 1.
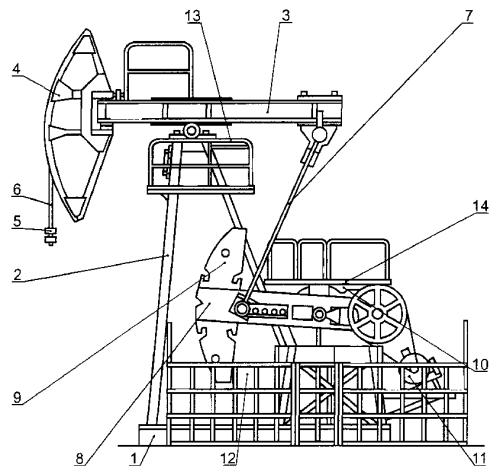
1 - рама; 2 - стойка; 3 - балансир; 4 - головка балансира; 5 - подвеска устьевого штока; 6 - траверса; 7 - шатун; 8 - кривошип; 9 - уравновешивающее устройство с использованием грузов или пневматического аккумулятора; 10 - редуктор; 11 - приводной двигатель (электрический двигатель или двигатель внутреннего сгорания); 12 - защитное ограждение; 13 - верхняя площадка; 14 - смотровая площадка
Рисунок 1
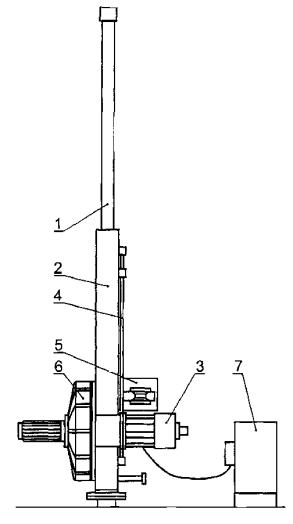
4.3 Основные узлы безбалансирного привода типа 1 представлены на рисунке 2.

1 - рама; 2 - стойка; 3 - шкив (барабан); 4 - приводной двигатель; 5 - пульт управления двигателем; 6 - редуктор
Примечание - Защитное ограждение и площадка для обслуживания не показаны (см. рисунок 1).
Рисунок 2
4.4 Привод типа 2 представлен на рисунке 3.
4.5 В зависимости от особенностей привода его конструкция может изменяться и отличаться от перечисленных в 4.2 - 4.4. Например, уравновешивающее устройство гидравлического привода ШСН может быть выполнено с использованием уравновешивающего груза, газового аккумулятора, маховика и т.п.
4.6 Параметры приводов ШСН
4.6.1 У приводов ШСН устанавливаются следующие параметры:
а) максимальная нагрузка в точке подвеса штанг, кН;
б) максимальная длина хода устьевого штока, м;
в)
крутящий момент на ведомом валу редуктора, кН![]() м.
м.
1 - силовой орган; 2 - рама; 3 - приводной двигатель; 4 - система реверсирования; 5 - бак с рабочей жидкостью; 6 - уравновешивающее устройство; 7 - пульт управления двигателем
Рисунок 3
Параметры перечислений а) - в) отражаются в условном обозначении приводов типов 1 и 2 и должны соответствовать значениям, приведенным в таблице 1.
4.6.2 Значения нижеследующих параметров должны быть отражены в паспорте изделия:
а) минимальная длина хода устьевого штока, м;
б) максимальная частота качаний в минуту, мин-1;
в) минимальная частота качаний в минуту, мин-1;
г) характеристики приводного двигателя (по 4.6.5);
д) показатели надежности, ч (по 4.6.6);
е) габаритные размеры привода, мм (длина, ширина, высота);
ж) масса привода, кг;
4.6.3 У приводов типа 1 помимо параметров, указанных в 4.6.2, в паспорте отражают:
а) тип (двух- или трехступенчатый) и исполнение (тумбовое или бестумбовое) редуктора;
б) передаточное число редуктора;
Таблица 1
|
Обозначение типоразмера по API |
Максимальная нагрузка в точке подвеса штанг, кН |
Максимальная длина хода устьевого штока, м |
Крутящий момент на ведомом валу редуктора, кН·м |
|
|
ПШСН 14-0,4-0,7 |
6,4-32-16 |
14,2 |
0,41 |
0,72 |
|
ПШСН 9-0,6-0,7 |
6,4-21-24 |
9,3 |
0,61 |
0,72 |
|
ПШСН 14-0,6-1,1 |
10-32-24 |
14,2 |
0,61 |
1,13 |
|
ПШСН 18-0,5-1,1 |
10-40-20 |
17,8 |
0,51 |
1,13 |
|
ПШСН 12-0,8-1,8 |
16-27-30 |
12,0 |
0,76 |
1,81 |
|
ПШСН 24-0,8-1,8 |
16-53-30 |
23,6 |
0,76 |
1,81 |
|
ПШСН 24-0,8-2,8 |
25-53-30 |
23,6 |
0,76 |
2,83 |
|
ПШСН 25-0,9-2,8 |
25-56-36 |
24,9 |
0,91 |
2,83 |
|
ПШСН 30-0,9-2,8 |
25-56-36 |
29,8 |
0,91 |
2,83 |
|
ПШСН 40-0,9-4,5 |
40-89-36 |
39,6 |
0,91 |
4,52 |
|
ПШСН 34-1-4,5 |
40-76-42 |
33,8 |
1,07 |
4,52 |
|
ПШСН 40-1-4,5 |
40-89-42 |
39,6 |
1,07 |
4,52 |
|
ПШСН 34-1,2-4,5 |
40-76-48 |
33,8 |
1,22 |
4,52 |
|
ПШСН 34-1-6,4 |
57-76-42 |
33,8 |
1,07 |
6,44 |
|
ПШСН 40-1-6,4 |
57-89-42 |
39,6 |
1,07 |
6,44 |
|
ПШСН 42-1,2-6,4 |
57-95-48 |
42,3 |
1,22 |
6,44 |
|
ПШСН 49-1,2-6,4 |
57-109-48 |
48,5 |
1,22 |
6,44 |
|
ПШСН 34-1,3-6,4 |
57-76-54 |
33,8 |
1,37 |
6,44 |
|
ПШСН 40-1,5-14 |
- |
40 |
1,5 |
14 |
|
ПШСН 48-1,2-9 |
80-109-48 |
48,5 |
1,22 |
9,04 |
|
ПШСН 59-1,2-9 |
80-133-48 |
59,2 |
1,22 |
9,04 |
|
ПШСН 53-1,3-9 |
80-119-54 |
52,9 |
1,37 |
9,04 |
|
ПШСН 59-1,3-9 |
80-133-54 |
59,2 |
1,37 |
9,04 |
|
ПШСН 53-1,6-9 |
80-119-64 |
52,9 |
1,63 |
9,04 |
|
ПШСН 59-1,3-13 |
114-133-54 |
59,2 |
1,37 |
12,9 |
|
ПШСН 64-1,6-13 |
114-143-64 |
63,6 |
1,63 |
12,9 |
|
ПШСН 77-1,6-13 |
114-173-64 |
77,0 |
1,63 |
12,9 |
|
ПШСН 64-1,8-13 |
114-143-74 |
63,6 |
1,88 |
12,9 |
|
ПШСН 53-2,1-13 |
114-119-86 |
52,9 |
2,18 |
12,9 |
|
ПШСН 60-2,1-25 |
- |
60 |
2,1 |
25 |
|
ПШСН 77-1,6-18 |
160-173-64 |
77,0 |
1,63 |
18,1 |
|
ПШСН 64-1,8-18 |
160-143-74 |
63,6 |
1,88 |
18,1 |
|
ПШСН 77-1,8-18 |
160-173-74 |
77,0 |
1,88 |
18,1 |
|
ПШСН 89-1,8-18 |
160-200-74 |
89,0 |
1,88 |
18,1 |
|
ПШСН 77-2,1-18 |
160-173-86 |
77,0 |
2,18 |
18,1 |
|
ПШСН 77-1,8-26 |
228-173-74 |
77,0 |
1,88 |
25,8 |
|
ПШСН 89-1,8-26 |
228-200-74 |
89,0 |
1,88 |
25,8 |
|
ПШСН 95-1,8-26 |
228-213-86 |
94,7 |
1,18 |
25,8 |
|
ПШСН 109-2,1-26 |
228-246-86 |
109,4 |
2,18 |
25,8 |
|
ПШСН 77-2,5-26 |
228-173-120 |
77,0 |
2,54 |
25,8 |
|
ПШСН 95-3-26 |
228-213-120 |
94,7 |
3,05 |
25,8 |
|
ПШСН 80-3-40 |
- |
80 |
3,00 |
40 |
|
ПШСН 80-3-55 |
- |
80 |
3,00 |
55 |
|
ПШСН 95-2,1-36 |
320-213-86 |
94,7 |
2,18 |
36,2 |
|
ПШСН 114-2,5-36 |
320-256-100 |
113,9 |
2,54 |
36,2 |
|
ПШСН 136-2,5-36,2 |
320-305-100 |
135,7 |
2,54 |
36,2 |
|
ПШСН 95-3-36 |
320-213-120 |
94,7 |
3,05 |
36,2 |
|
ПШСН 114-3-36 |
320-256-120 |
113,9 |
3,05 |
36,2 |
|
ПШСН 114-3,6-36 |
320-256-144 |
113,9 |
3,66 |
36,2 |
|
ПШСН 100-3-35 |
- |
100 |
3,00 |
55 |
|
ПШСН 95-3-51 |
456-213-120 |
94,7 |
3,05 |
51,5 |
|
ПШСН 114-3-51 |
456-256-120 |
113,9 |
3,05 |
51,5 |
|
ПШСН 136-3-51 |
456-305-120 |
135,7 |
3,05 |
51,5 |
|
ПШСН 162-3-51 |
456-365-120 |
162,4 |
3,05 |
51,5 |
|
ПШСН 114-3,6-51 |
456-256-144 |
113,9 |
3,66 |
51,5 |
|
ПШСН 136-3,6-51 |
456-305-144 |
135,7 |
3,66 |
51,5 |
|
ПШСН 136-4,2-51 |
456-305-168 |
135,7 |
4,27 |
51,5 |
|
ПШСН 120-3-56 |
- |
120 |
3,00 |
56 |
|
ПШСН 136-3-72 |
640-305-120 |
135,7 |
3,05 |
72,3 |
|
ПШСН 114-3,6-72 |
640-256-144 |
113,9 |
3,66 |
72,3 |
|
ПШСН 136-3,6-72 |
640-305-144 |
135,7 |
3,66 |
72,3 |
|
ПШСН 162-3,6-72 |
640-365-144 |
162,4 |
3,66 |
72,3 |
|
ПШСН 136-4,2-72 |
640-305-168 |
135,7 |
4,27 |
72,3 |
|
ПШСН 136-4,8-72 |
640-305-192 |
135,7 |
4,88 |
72,3 |
|
ПШСН 190-3,6-103 |
912-427-144 |
189,9 |
3,66 |
103 |
|
ПШСН 136-4,2-103 |
912-305-168 |
135,7 |
4,27 |
103 |
|
ПШСН 162-4,2-103 |
912-365-168 |
162,4 |
4,27 |
103 |
|
ПШСН 136-4,8-103 |
912-305-192 |
135,7 |
4,88 |
103 |
|
ПШСН 190-4,8-103 |
912-427-192 |
189,9 |
4,88 |
103 |
|
ПШСН 209-6,1-103 |
912-470-240 |
209,1 |
6,10 |
103 |
|
ПШСН 190-5,4-103 |
912-427-216 |
189,9 |
5,49 |
103 |
|
ПШСН 190-4,2-145 |
1280-427-168 |
189,9 |
4,27 |
145 |
|
ПШСН 190-4,8-145 |
1280-427-192 |
189,9 |
4,88 |
145 |
|
ПШСН 190-5,4-145 |
1280-427-216 |
189,9 |
5,49 |
145 |
|
ПШСН 209-6,1-145 |
1280-427-240 |
209,1 |
6,10 |
145 |
|
ПШСН 209-7,6-145 |
1280-427-300 |
209,1 |
7,62 |
145 |
|
ПШСН 190-4,8-206 |
1824-427-192 |
189,9 |
4,88 |
206 |
|
ПШСН 190-5,4-206 |
1824-427-216 |
189,9 |
5,49 |
206 |
|
ПШСН 209-6,1-206 |
1824-470-240 |
209,1 |
6,10 |
206 |
|
ПШСН 209-7,6-206 |
1824-470-300 |
209,1 |
7,62 |
206 |
|
ПШСН 209-6-289 |
2560-470-240 |
209,1 |
6,01 |
289 |
|
ПШСН 209-7,6-289 |
2560-470-300 |
209,1 |
7,62 |
289 |
|
ПШСН 209-6,1-412 |
3648-470-240 |
209,1 |
6,1 |
412 |
|
ПШСН 209-7,6-412 |
3648-470-300 |
209,1 |
7,62 |
412 |
в) тип привода редуктора (количество и тип клиновых ремней);
г) тип балансира (по 4.1.1).
4.6.4 У приводов типа 2 помимо параметров, указанных в 4.6.2, в паспорте отражают:
а) максимальное давление рабочей жидкости гидропривода, МПа;
б) объем бака рабочей жидкости гидропривода, м3;
в) марку рабочей жидкости гидропривода.
4.6.5 В паспорте ПШСН должны быть отражены следующие характеристики приводного двигателя:
а) тип (электрический трехфазный или внутреннего сгорания);
б) мощность, кВт;
в) частота вращения, с-1.
4.6.6 В паспорте ПШСН указывают следующие показатели надежности:
а) среднюю наработку на отказ;
б) средний ресурс до первого капитального ремонта;
в) полный средний срок службы.
4.7 Схема условного обозначения:
Примеры условных обозначений:
Пример условного обозначения балансирного привода штангового скважинного насоса с механической трансмиссией и наибольшей допускаемой нагрузкой на устьевой шток 80 кН, наибольшей длиной хода 3 м и наибольшим допускаемым крутящим моментом на ведомом валу редуктора 55 кН·м:
Привод ПШСН 80-3-55 ГОСТ Р 51763-2001
то же, при тумбовом исполнении редуктора:
Привод ПШСН 80-3-55Т ГОСТ Р 51763-2001
При поставке на экспорт обозначение записывают в соответствии с API Spec 11Е.
Пример условного обозначения безбалансирного привода штангового скважинного насоса с механической трансмиссией и наибольшей допускаемой нагрузкой на устьевой шток 60 кН, наибольшей длиной хода 2,1 м и наибольшим допускаемым крутящим моментом на ведомом валу редуктора 25 кН·м:
Привод ПШСН Б-60-2,1-25 ГОСТ Р 51763-2001
Пример условного обозначения безбалансирного привода штангового насоса с гидравлической трансмиссией и наибольшей допускаемой нагрузкой на устьевой шток 80 кН и наибольшей длиной хода 3 м:
Привод ПШСН Г-80-3 ГОСТ Р 51763-2001
5 Технические требования
Допускается замена материалов, указанных в рабочих чертежах, но при этом должны обеспечиваться заявленные в чертежах прочностные эксплуатационные характеристики, присоединительные и сопрягаемые размеры.
5.2 Требования к приводам с механической трансмиссией и одноплечим и двуплечим исполнением балансира
Конструкция привода должна обеспечивать высокую степень унификации подшипниковых узлов по присоединительным размерам.
Конструкция привода должна обеспечивать смазку узлов балансира, траверс, а также верхних и нижних головок шатунов.
5.2.2 Редуктор привода должен быть снабжен указателем уровня смазывающего масла во внутренней полости. Указатель уровня смазывающего масла должен иметь отметку минимального уровня масла, допустимого для данного редуктора. Узлы подшипников редуктора должны обеспечивать возможность их смазки, а при необходимости, и регулирования. Конструкция уплотнений валов редуктора должна обеспечивать возможность замены уплотняющего элемента без демонтажа подшипников. Заправка редуктора маслом должна производиться через горловину, позволяющую использовать раздаточный пистолет маслозаправочного агрегата.
Наибольшее усилие на рукоятке механизма перемещения грузов должно быть не более 200 Н. Перемещение грузов вдоль кривошипов должно происходить плавно, без рывков.
5.2.6 Тормоз должен обеспечивать надежную фиксацию кривошипов и балансира в любом положении как при наличии нагрузки на головку, так и без нее, при этом уравновешивающая нагрузка любая, предусмотренная конструкцией привода. Использование нестандартных сдерживающих и стопорящих приспособлений не допускается. Усилие на рукоятке тормоза при остановке должно быть не более 150 Н.
5.2.7 Конструкция привода должна обеспечивать возможность монтажа на раме и кинематического соединения с ведущим валом редуктора перспективных типов электродвигателей с управлением частотой вращения вала с помощью частотных преобразователей и других устройств.
5.2.8 Система управления электродвигателем должна обеспечивать индивидуальный запуск и отключение, автоматический запуск и отключение, автоматическое отключение при перегрузке.
По требованию заказчика, кроме того, должна быть обеспечена возможность стыковки системы управления с системами телемеханики и системами индивидуальной автоматизации, а также с другими электронными системами управления, слежения и измерения.
Конструкция шкафа системы управления электрическим двигателем должна обеспечивать:
блокировку включения электродвигателя при открытой двери;
возможность подключения внешних потребителей;
надежную защиту установленного оборудования от воздействия атмосферных осадков;
герметизацию кабельных входов.
5.2.9 В приводах должна быть обеспечена взаимозаменяемость всех деталей и сборочных единиц. Крышка и корпус редуктора должны быть взаимозаменяемыми комплектно.
5.2.10 Конструкция ПШСН и его сварных узлов, вид и способ их соединения (установки и крепления) должны обеспечивать жесткость и устойчивость работы привода в соответствии с установленными показателями надежности.
5.3 Требования к длинноходовым приводам в безбалансирном исполнении
Длинноходовой привод в безбалансирном исполнении, помимо перечисленных в 5.1 - 5.2, должен соответствовать требованиям 5.3.1 - 5.3.2. Допускается отсутствие уравновешивающего устройства у безбалансирного длинноходового привода.
5.3.1 Уравновешивающее устройство привода должно обеспечивать постоянство работы, совершаемой двигателем при ходе штанг вверх и вниз.
5.3.2 Силовой орган должен обеспечивать остановку и фиксацию подвески штока в любом произвольном положении.
5.4 Требования к приводу с гидравлической трансмиссией
5.4.1 Гидравлическая трансмиссия должна обеспечивать возможность подключения датчиков для регистрации режима работы, в частности, дистанционного динамометрирования насосной установки.
5.4.2 Бак с рабочей жидкостью гидропривода должен обеспечивать возможность измерения уровня жидкости, его заполнения и опорожнения.
5.4.3 Гидравлическая трансмиссия должна содержать фильтры, обеспечивающие очистку рабочей жидкости не ниже 12-го класса по ГОСТ 17216, а также исключающие попадание загрязнений из внешней среды при работе привода и его обслуживании.
5.5 Подвеска устьевого штока ПШСН должна обеспечивать возможность применения штанговращателя.
5.6 Подвеска устьевого штока ПШСН должна обеспечивать монтаж в точке подвеса устройств, обеспечивающих запись нагрузки, действующей в точке подвеса штанг.
5.6.1 Для ПШСН с гидравлической трансмиссией, а также для безбалансирного исполнения приводов с механической трансмиссией допускается применение иных способов измерения усилия, действующего в точке подвеса штанг.
5.7 Уравновешивающее устройство привода должно обеспечивать выравнивание нагрузки на двигатель в течение времени двойного хода точки подвеса штанг.
5.8 Приводной двигатель должен обеспечивать работу устройства во всем диапазоне длин ходов, нагрузок и в числах качаний. Допускается использование сменных двигателей различной мощности и числа оборотов для работы в конкретных условиях промысла.
5.9 ПШСН должен иметь защитные ограждения, предотвращающие непреднамеренное попадание обслуживающего персонала и других лиц в зону, где располагаются перемещающиеся детали привода. Конструкция должна включать лестницы и мостки, обеспечивающие безопасный доступ персонала и возможность проведения всех регламентных работ.
5.10 Требования к деталям привода, изготавливаемых литьем:
к литым стальным деталям - по II группе отливок в соответствии с ГОСТ 977;
к литым чугунным деталям (кроме шкивов) - по ГОСТ 1412;
к шкивам - по ГОСТ 20889.
5.10.1 Поверхности отливок не должны иметь повреждений и дефектов, снижающих прочность, ухудшающих внешний вид привода. Не допускается исправление дефектов литых деталей, влияющих на их прочность и герметичность. Допускается исправление дефектов литья, влияющих только на внешний вид изделия с использованием технологий, обеспечивающих их долговечность в течение всего срока службы изделия.
5.11 Сварные швы должны соответствовать ГОСТ 5264 и ГОСТ 14771. При сварке стальных деталей должны применяться:
электроды Э46 по ГОСТ 9467 и ГОСТ 9466 - при ручной электродуговой сварке;
сварочная проволока марки Св-08Г2С по ГОСТ 2246 - в среде углекислого газа.
Допускается применение других сварочных материалов, не ухудшающих качества сварных соединений.
Сварные швы должны иметь равномерную чешуйчатую поверхность, быть плотными и хорошо проваренными, без пористости, раковин и подтеков.
Поверхности свариваемых деталей шатуна должны быть предварительно механически обработаны.
Отклонения от прямолинейности деталей балансира, рамы, стойки, изготовленных из профильного проката, после сборки изделия должны соответствовать требованиям, установленным ГОСТ 8240 для швеллеров, ГОСТ 8510 для уголков, ГОСТ 82 для листа.
5.12 Радиальное биение образующей цилиндрической поверхности головки балансира и отклонение плоскости качания головки балансира от продольной оси привода, приводящие к радиальному отклонению оси устьевого штока от оси скважины, не должно быть более значений, указанных в таблице 2.
Таблица 2 - Допуск предельных радиальных отклонений оси подвески устьевого штока
|
Допуск, мм, при наибольшей длине хода, м |
|||||||
|
1 |
2 |
4 |
6 |
8 |
10 |
>10 |
|
|
С механической трансмиссией балансирный |
2 |
5 |
10 |
15 |
20 |
25 |
25 |
|
С механической трансмиссией безбалансирный |
1 |
||||||
|
С гидравлической трансмиссией |
0,2 |
||||||
длина хода, м: 0,6 - 1,0 - 1,5 - 2,5 - 3,5 - 5,5 - 8
отклонение, мм: 2,5 - 3 - 4 - 5 - 6 - 7 - 7.
5.15 Требования к узлам и деталям гидравлических приводов
5.15.1 При изготовлении уплотнений для герметизации гидропривода следует использовать резину с рабочим температурным диапазоном, соответствующим условиям работы в климатической зоне ХЛ.
5.15.2 Параметр шероховатости рабочих поверхностей гидроцилиндров Ra должен быть 0,25 ... 0,20 мкм, штоков - 0,125 ... 0,100 мкм по ГОСТ 2789.
5.15.3 Внутренние поверхности деталей гидросистемы перед сборкой изделия должны быть протравлены, нейтрализованы и промыты в соответствии с рабочими чертежами.
5.15.4 Рабочие поверхности штоков гидравлических цилиндров должны иметь хромовое покрытие, соответствующее требованиям ГОСТ 9.306.
5.15.5 Отклонение на радиус гиба и сплющивание труб гидросистемы должны соответствовать ГОСТ 17380.
5.15.6 Приварка ниппелей и фланцев к трубам, а также сварка угольников и других деталей гидропривода должны производиться с помощью газовой или электродуговой сварки по ГОСТ 16037 и обеспечивать герметичность гидросистемы.
5.15.7 При сборке узлов и деталей и при испытаниях попадание во внутренние полости стружки, механических примесей, окалины, грязи и посторонних предметов не допускается.
5.15.8 Повреждение уплотнений при сборке или разборке узлов не допускается.
5.15.9 Подвижные детали узлов гидропривода в пределах своих рабочих ходов должны перемещаться плавно, без заеданий.
5.15.10 Бак для рабочей жидкости гидропривода, узлы гидропривода, гидроцилиндры и трубопроводы до их монтажа на изделии должны быть испытаны на герметичность в соответствии с требованиями сборочных чертежей.
5.15.11 После сборки привода гидросистема должна быть опрессована давлением 1,5 Рp.
5.15.12 Гидравлические соединения основных блоков привода, поставляемые или транспортируемые отдельно, должны быть выполнены с использованием быстроразборных соединений.
5.16 Наружные поверхности всех узлов привода, кроме приваленных поверхностей, должны иметь лакокрасочное покрытие. Качество лакокрасочных покрытий и их цвета должны соответствовать требованиям ГОСТ 12.4.026. Подготовка поверхностей под покрытие должна проводиться в соответствии с требованиями ГОСТ 9.402. Узлы и детали привода, которые могут служить источником опасности для работающих, а также поверхности оградительных и защитных устройств должны быть окрашены в сигнальные цвета в соответствии с ГОСТ 12.4.026.
Лакокрасочное покрытие наружных поверхностей должно быть двухслойным с использованием грунтового слоя. Качество покрытия по внешнему виду должно соответствовать VI классу по ГОСТ 9.032, а по условиям эксплуатации - группе VI по ГОСТ 9.104.
Цветовая гамма окраски подвижных деталей ПШСН должна включать не менее одного из ряда трех сигнальных цветов: красный, оранжевый, желтый.
Поверхности пальцев головки балансира и верхней головки шатуна, резьбовых соединений, отверстий втулок балансира, траверсы, кривошипа, шкивов, тормозного диска, рабочие поверхности других деталей, не подлежащие окрашиванию, должны быть предохранены от попадания грунтовки и эмалей.
5.17 Показатели надежности привода:
средняя наработка на отказ - 8000 ч;
средний ресурс до первого капитального ремонта - 80000 ч;
полный средний срок службы - 20 лет.
Критерием предельного состояния является износ или поломка деталей или узлов, не допускающих дальнейшую эксплуатацию.
привод - 1 шт.;
пульт управления - 1 шт.;
крепежные изделия - 1 комплект;
эксплуатационная документация - 1 комплект.
На партию из десяти приводов (или по заказу дополнительно) поставляется комплект инструмента, необходимого для выполнения операций по обслуживанию и регулированию режима работы привода.
По заказу потребителя допускается комплектация привода средствами диагностики, позволяющими выполнять динамометрирование без предварительной остановки.
6 Маркировка
6.1 На раму привода, на видном месте, доступ к которому обеспечивается после монтажа на устье скважины, следует укреплять табличку, выполненную по ГОСТ 12971 и ГОСТ 12969. Размер шрифта - не менее 5 по ГОСТ 2.304. На табличке электрохимическим травлением или ударным способом указывают:
- наименование или товарный знак предприятия-изготовителя;
- типоразмер привода;
- номер настоящего стандарта;
- номер изделия по системе нумерации предприятия-изготовителя;
- месяц и год выпуска.
Способ нанесения маркировки на приводе должен обеспечивать ее сохраняемость в течение полного срока службы привода.
6.2 Транспортная маркировка - по ГОСТ 14192 с указанием мест строповки, центра тяжести и информационных надписей. Транспортную маркировку наносят на видном месте тары с помощью трафарета. Размер шрифта не менее 20 по ГОСТ 2.304. Допускается нанесение маркировки непосредственно на неупакованное изделие краской, контрастной его цвету.
7 Консервация и упаковка
7.1 Приводы всех типов поставляют без упаковки.
7.2 Детали приводов, поверхности которых могут быть повреждены в процессе транспортирования, подвергнуться коррозии, должны быть надежно защищены от повреждений и коррозии.
7.3 Запасные части, детали, необходимые для монтажа привода на скважине, а также детали, которые могут быть повреждены в процессе транспортирования, подвергаются консервации в соответствии с ГОСТ 9.014 для II группы изделий при жестких условиях хранения и поставляются упакованными в отдельный деревянный ящик.
Ящик должен быть II или III типа по ГОСТ 2991. Допускается использование многооборотной тары, выполненной по чертежам предприятия-изготовителя
Дата консервации, срок действия консервации и условия хранения должны быть указаны в эксплуатационной документации на привод.
7.4 Сопроводительная и эксплуатационная документация на привод, запечатанная в герметичную полиэтиленовую упаковку и уложенная в пенал, располагается либо в ящике с запасными частями, либо закрепляется на раме привода.
7.5 Эксплуатационная документация должна быть выполнена типографским способом в книжном формате, в жестких обложках и содержать минимально достаточное количество электрических и кинематических схем, чертежей и каталог запасных частей. Объем эксплуатационной документации должен обеспечивать ведение рабочих записей в течение полного срока службы ПШСН.
8 Требования безопасности
8.1 Монтаж и демонтаж привода скважинного насоса и его ограждений, а также его эксплуатация должны проводиться в полном соответствии с [1].
8.2 Монтажные приспособления для подъема привода должны обеспечивать надежный захват перемещаемого груза. На стропах должно быть клеймо с указанием грузоподъемности.
8.3 Электрооборудование должно обеспечивать безопасность работ при монтаже, эксплуатации и демонтаже в соответствии с [2].
8.4 Привод и пульт управления электроприводом должны быть надежно заземлены в соответствии с требованиями [1].
8.5 Пульт управления электроприводом должен быть снабжен устройством отключения питающего напряжения без открывания отсеков с аппаратурой, находящейся под напряжением. Дверцы блока управления электродвигателем привода должны быть снабжены блокировкой, исключающей возможность их открывания при включенном напряжении. С внутренней стороны дверца должна быть окрашена в красный цвет.
Система управления электродвигателем должна быть оснащена блокировкой, исключающей запуск в работу при отсутствии или открытом ограждении вращающихся деталей привода.
8.6 Защита от перегрузок электродвигателя гидравлических приводов осуществляется с помощью электроконтактного манометра и теплового реле.
8.7 Стрелки на корпусе электропривода и редуктора, указывающие направление вращения вала электродвигателя и выходного вала редуктора, должны быть окрашены в красный цвет.
8.8 Для проведения любых ремонтных или регулировочных работ, связанных с подвижными частями привода, его следует остановить. У привода с двигателем внутреннего сгорания двигатель должен быть заглушен.
8.9 Текущий осмотр и ремонт, подтяжку уплотнений или других соединений на высоте выше уровня груди работающего необходимо проводить только с применением страховочного пояса, обеспечивающего безопасное ведение работ, и в присутствии дублирующего работника.
8.10 В случае использования в приводе узлов, конструкция которых не предусмотрена [1], требования к ним должны удовлетворять общим требованиям, предъявляемым к устройствам общемашиностроительного назначения.
8.11 Конструкция ПШСН и его составных частей, включая площадки обслуживания, лестницы, защитные ограждения, их расположение на приводе и цвета безопасности (сигнальные), должны соответствовать требованиям [1].
8.12 Конструкция и надежность работы подвески устьевого штока должны соответствовать требованиям [3].
8.13 Уровень шума (звукового давления) при работе ПШСН не должен превышать 90 дБА и может колебаться ± 6 дБА.
8.14 Нерабочие поверхности вращающихся деталей, защитные кожухи, ограждения, площадки обслуживания, знаки безопасности, заземления, точки смазки должны быть окрашены в сигнальные цвета по ГОСТ 12.4.026.
9 Экологические требования
9.1 Конструкция привода и его составных частей должна исключать проникновение смазочных, технологических, рабочих и других жидкостей в окружающую среду в процессе эксплуатации.
9.2 Узлы приводов, функционирование которых требует использования смазочных масел, охлаждающих и т.п. жидкостей, должны быть оборудованы устройствами для их слива, налива и контроля уровня, обеспечивающими исключение истечения их в окружающую среду.
9.3 Узлы и детали приводов не должны содержать веществ, загрязняющих окружающую среду в процессе их утилизации.
При необходимости использования в приводе агрессивных и едких веществ узлы, содержащие их, должны быть снабжены предупреждающими надписями, поясняющими особенности их обслуживания, замены и утилизации.
9.4 В случае использования газообразных рабочих агентов (например, газ для пневматического аккумулятора уравновешивающего устройства гидроприводных установок) они не должны обладать токсическими свойствами и отрицательно воздействовать на окружающую среду.
10 Правила приемки
10.1 Приводы подвергают приемосдаточным и периодическим испытаниям.
10.2 При приемке и приемосдаточных испытаниях проверяют:
1) соответствие деталей, сборочных единиц и изделия в целом комплекту рабочих чертежей и технических документов на изделие (п. 4.6, 5.1, 5.2.1, 5.13, 5.10, 5.11, 5.14, 8.4 - в части заземляющего устройства);
2) надежность стопорения (в рабочем и отведенном положении) и плавность хода головки балансира (п. 5.2.3.);
3) работу тормоза на надежность (п. 5.2.5);
4) радиальное отклонение оси устьевого штока (амплитуду предельных отклонений) от центра скважины (измерительного приспособления на стенде) (п. 5.12);
5) отклонение продольных осей кривошипов на длине наибольшего радиуса друг от друга (перекос кривошипов на валу редуктора);
6) качество лакокрасочных покрытий (п. 5.16) и соответствие их цвета требованиям ГОСТ 12.4.026;
7) правильность функционирования, прочность (жесткость) ПШСН и его составных частей;
8) консервацию и упаковку (раздел 7);
9) комплектность поставки (п. 5.18).
При проведении приемосдаточных испытаний каждый привод проверяют на соответствие 4.6.1, 4.6.2 [перечисления а) - в), е), ж)], а 5 % от партии, но не менее одного привода, подвергают испытаниям на стенде на соответствие требованиям 4.6.6 [перечисление а)]. Длительность проведения стендовых испытаний - 120 ч. Привод испытывают при обеспечении максимальных значений параметров, указанных в характеристике изделий в части усилия в точке подвеса штанг, длины хода точки подвеса штанг и числа двойных ходов в минуту. При этом проверяют отсутствие видимых на глаз остаточных деформаций элементов металлоконструкции, смещение крепления деталей преобразующего механизма относительно друг друга, отсутствие посторонних шумов в редукторе.
10.3 Каждая партия, предъявляемая приемке, должна состоять из приводов одного типоразмера.
Проверке по 10.2, перечисления 1), 3), 5), 6), 8), 9), подвергают каждый привод, а по 10.2, перечисления 2), 4), 5), 7), - 5 % от партии приводов одного типоразмера, но не менее 2 шт.
10.5 Периодические испытания проводят не реже одного раза в год на приводе каждого типоразмера из числа приводов, прошедших приемосдаточные испытания на стенде, в количестве не менее трех приводов каждого типоразмера. Длительность проведения испытаний - 500 ч.
10.6 При периодических испытаниях проверяют:
1) параметры и размеры ПШСН [п. 4.6.2, перечисления а) - в)];
2) надежность стопорения и плавность поворота головки балансира;
3) возможность легкой смены ремней и регулирования их натяжения, смены шкива электродвигателя без применения съемника (п. 5.2.4);
4) работу тормозного устройства (п. 5.2.5);
5) перемещение противовесов (уравновешивающих грузов) по кривошипам (п. 5.2.3);
6) радиальное отклонение оси устьевого штока (амплитуду предельных отклонений) от центра скважины (измерительного приспособления на стенде) (п. 5.12);
7) перекос осей кривошипов на валу редуктора (п. 5.13);
8) работу пульта управления двигателем (п. 5.8.1);
9) правильность функционирования, прочность привода, выполнение требований (п. 10.2.7).
Условия проведения периодических испытаний должны соответствовать 10.2.
10.7 Определение показателей надежности приводов (п. 5.17) выполняют на основе обработки информации, полученной в результате их эксплуатации на промыслах.
10.8 При неудовлетворительных результатах периодических испытаний повторные испытания проводят в порядке, указанном в 10.4.
11 Методы контроля
11.1 При приемочном контроле, приемосдаточных и периодических испытаниях проверку контролируемых параметров проводят следующим образом:
- максимальная нагрузка в точке подвеса штанг - взвешиванием тарированного груза, подвешиваемого при проведении испытаний к точке подвеса. В случае использования иных способов создания нагрузки в процессе испытаний допускается использование динамометра. Погрешность измерения ± 5 %;
- максимальная длина хода устьевого штока - с помощью универсального измерительного инструмента;
- число двойных ходов точки подвеса штанг в минуту - измерением с помощью секундомера;
- радиальное биение образующей цилиндрической поверхности головки балансира и отклонение плоскости качания головки балансира от продольной оси привода - измерением на собранном приводе с помощью отвеса, закрепленного на головке балансира;
- уровень шума - шумомером по ГОСТ 17187.
Установка должна быть испытана на статическую нагрузку, превышающую максимальную в 1,25 раза в течение 15 мин. Наличие остаточных деформаций после проведения испытаний не допускается.
11.2 Качество сварных швов определяют:
- для деталей преобразующего механизма, стойки и рамы - визуально и методами неразрушающего контроля, в частности, средствами магнитной дефектоскопии;
- для силовых деталей гидравлической системы - опрессовкой маслом «Веретенное АУ» по ГОСТ 20799 с выдержкой в течение 15 мин и давлением 1,5 Рр;
- для линий управления и дренажа опрессовку производят давлением 1,0 МПа в течение 15 мин. Измерения проводят манометром класса 1,5 ГОСТ 2405. Течи и потение не допускаются;
- для баков, емкостей и т.п. устройств - проверкой на герметичность с использованием высокопроникающих жидкостей.
11.3 Качество сборки механических узлов определяют визуально. Наличие дополнительных шумов, возникающих в процессе обкатки и не характерных для работы данного изделия, не допускается.
11.4 Качество лакокрасочных покрытий, в том числе наличие и соответствие цветов безопасности (сигнальных), определяют визуально по ГОСТ 12.4.026.
11.5 Наличие и качество маркировки, консервации, комплектности и упаковки определяют визуально.
11.6 Равномерное перемещение силовых органов гидропривода во всем диапазоне ходов должно обеспечиваться при давлении масла не более 0,2 МПа.
11.7 Опрессовку линий высокого давления трансмиссий гидравлического типа следует проводить при давлении 16 МПа. Опрессовку линий управления и дренажа следует производить при давлении 1,0 МПа. Измерения проводят манометром класса 1,5 ГОСТ 2405 в течение 15 мин. Течи и потение не допускаются.
12 Транспортирование и хранение
12.1 Способ транспортирования и хранения должен обеспечивать полную сохранность ПШСН и отсутствие повреждений.
12.2 ПШСН транспортируют без упаковки.
12.3 Допускается транспортирование ПШСН с механической трансмиссией отдельными сборочными единицами или сборочными единицами, объединенными в пакет.
12.4 Транспортирование ПШСН с гидравлической трансмиссией должно осуществляться без разборки на сборочные единицы, кроме случаев, когда конструкция привода предусматривает его сборку на устье скважины.
12.5 ПШСН транспортируют любым видом транспорта при условии соблюдения правил перевозки грузов, действующих на нем.
12.6 Группы условий транспортирования:
- в части воздействия климатических факторов - по ГОСТ 15150:
8 - при транспортировании по суше, 9 - при перевозках водным путем;
- в части воздействия механических факторов - по ГОСТ 23170: средняя (С) - при перевозке любым транспортом, кроме морского, жесткая (Ж) - при морских перевозках.
12.7 Группа условий хранения - 8 по ГОСТ 15150.
13 Указания по эксплуатации
13.1 Монтаж, ремонт и эксплуатация приводов осуществляются в соответствии с руководством по эксплуатации, входящих в комплект поставки изделия.
13.2 Инструкция по эксплуатации должна содержать информацию, характеризующую область возможного использования привода данного типоразмера со скважинными насосами различных условных диаметров (сочетание величин дебитов и глубин подвески скважинного насоса).
13.3 Руководство по эксплуатации должно содержать сведения о длинах ходов устьевого штока и ступенях его изменения, массе привода, передаточном отношении редуктора. Кроме того, она должна содержать таблицу или номограмму для подбора типа и мощности электродвигателя в зависимости от условий эксплуатации.
14 Гарантии изготовителя
14.1 Изготовитель гарантирует соответствие привода штангового скважинного насоса требованиям настоящего стандарта при соблюдении потребителем условий транспортирования, хранения, монтажа и эксплуатации, установленных настоящим стандартом и эксплуатационной документацией по ГОСТ 2.601.
14.2 Гарантийный срок эксплуатации привода - 24 мес со дня ввода в эксплуатацию, но не более 30 мес со дня поставки привода для действующих предприятий и 33 мес - для строящихся.
14.3 Гарантийный срок хранения привода (независимо от места хранения) устанавливают в НД изготовителя в соответствии с ГОСТ 9.401 в пределах срока сохраняемости лакокрасочных покрытий, но не менее двух лет.
ПРИЛОЖЕНИЕ А
(справочное)
Библиография
[1] Правила безопасности в нефтяной и газовой промышленности. РД 08-200-98. Госгортехнадзор России, 01.09.98
[3] Правила устройства и безопасной эксплуатации грузоподъемных кранов. ПБ 10-14-92. Госгортехнадзор России, № 41 от 30.12.92
Ключевые слова: скважинные насосы, привод, насосные штанги, подвеска, трансмиссия, балансир
СОДЕРЖАНИЕ
|
4 Конструкция, основные параметры и размеры.. 3 9 Экологические требования. 12 12 Транспортирование и хранение. 14 |
|
|