|
||||||||||||||||||||||||

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
АРМАТУРА ТРУБОПРОВОДНАЯ
МАРКИРОВКА И ОТЛИЧИТЕЛЬНАЯ ОКРАСКА
ГОСТ 4666-75
(СТ СЭВ 4369-83)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
АРМАТУРА ТРУБОПРОВОДНАЯ Маркировка и отличительная окраска Valves. Marking and distinctive painting |
ГОСТ (СТ СЭВ 4369-83) Взамен |
|
|
Постановлением Государственного комитета стандартов Совета Министров СССР от 10 апреля 1975 г. № 908 срок введения установлен |
||
|
|
с 01.01. 1976 г. |
|
|
Проверен в 1980 г. Срок действия продлен |
до 01.01. 1986 г. |
|
Настоящий стандарт распространяется на трубопроводную арматуру и приводные устройства к ней (далее - арматуру) и устанавливает ее маркировку и отличительную окраску.
Стандарт не распространяется на арматуру специального назначения.
Стандарт соответствует СТ СЭВ 4369-83 в части, указанной в справочном приложении.
(Измененная редакция, Изм. № 3, № 4).
1. МАРКИРОВКА
1.1. Содержание маркировки
1.1.1. Маркировка должна быть выполнена на корпусе арматуры или на фирменной табличке, прикрепленной к арматуре, и содержать следующие сведения:
товарный знак или наименование, или знак предприятия-изготовителя.
Допускается арматуру, предназначенную для экспорта, не маркировать указанными знаками, если они не зарегистрированы в странах-импортерах;
условное давление или рабочее давление и температуру (вакуум и температуру);
диаметр условного прохода;
стрелку-указатель направления потока среды;
марку или условное обозначение материала корпуса для арматуры, изготовленной из стали со специальными свойствами (коррозионно-стойкой, жаростойкой, хладостойкой и т. д.) при наличии указания в конструкторской документации;
Знак качества для арматуры (если он присвоен).
Допускается:
по согласованию с головной организацией (предприятием) Знак качества располагать на других деталях арматуры и приводов.
для арматуры с Dу £ 50 мм маркировать Знак качества на таре (упаковке) или в товаросопроводительной документации.
Арматура, предназначенная для экспорта, Знаком качества не маркируется.
(Измененная редакция, Изм. № 2, № 4).
1.1.2. На каждом изделии (или табличке), предназначенном на экспорт, должна быть выполнена на русском или одном из иностранных языков надпись «Сделано в СССР».
Допускается изготовлять на экспорт арматуру без надписи «Сделано в СССР» по согласованию с внешнеторговыми организациями, выдающими заказ-наряд на изготовление арматуры для экспорта.
1.1.3. Маркировка арматуры может содержать дополнительные данные:
обозначение основного конструкторского документа или условное обозначение изделия или номер стандарта на изделие;
номер изделия по системе нумерации предприятия-изготовителя;
прочие данные (номер плавки, клеймо ОТК, пределы рабочих давлений и др.), если они приведены в конструкторской документации.
1.1.4. Условное давление должно обозначаться в соответствии с ГОСТ 26349-84.
(Измененная редакция, Изм. № 4).
1.1.5. Рабочее давление и температура или вакуум и температура должны быть указаны буквами Рр, t и Нq и величинами, например, Рр 150 t 510 или Нq 5×10-3 t 100.
1.1.6. На арматуре, предназначенной для потока среды в любом направлении, и на пробно-спускной арматуре стрелка не наносится.
1.1.7. Диаметр условного прохода должен быть указан только цифрами из ряда по СТ СЭВ 254-76, например, 150.
Для арматуры проходами входного и выходного патрубков различных размеров диаметр условного прохода должен быть указан только для входного патрубка.
Для неполнопроходной арматуры указывается диаметр условного прохода входного патрубка и диаметр сечения затвора, например 300/200.
(Измененная редакция, Изм. № 4).
1.1.8. На верхнем торце пробки (шпинделя) кранов должны быть шлицы или выступающие полоски или другие указатели расположения проходных отверстий.
1.1.9. Детали арматуры, изготовляемые из цветных металлов и сплавов, должны маркироваться по ГОСТ 2171-79.
1.2. Способы выполнения и места расположения маркировки
1.2.1. Маркировка должна быть выполнена способами, обеспечивающими ее качество и четкость (отливкой, штамповкой, ударным и др.).
1.2.2. Способ выполнения, места расположения и размеры знаков маркировки должны быть установлены рабочими чертежами.
1.2.3. На лицевой стороне корпуса следует маркировать данные, указанные в п. 1.1.1, кроме товарного знака или наименования, или знака предприятия-изготовителя и Знака качества для арматуры (если он присвоен). Лицевой стороной считают сторону направления потока среды.
Допускается для поворотных дисковых затворов маркировку производить на поверхности корпуса, перпендикулярной к направлению потока среды.
(Измененная редакция, Изм. № 1, № 4).
1.2.4. На противоположной стороне следует маркировать дополнительные данные, указанные в п. 1.1.3, Знак качества, товарный знак или наименование или знак предприятия-изготовителя.
Допускается все маркировочные знаки располагать на одной стороне корпуса.
(Измененная редакция, Изм. № 4).
1.2.5. Для арматуры с условным проходом Dу £ 50 мм объем и место маркировки могут отличаться от установленных настоящим стандартом и должны соответствовать указанным в рабочих чертежах.
(Введен дополнительно, Изм. № 40.
1.3. Графическое исполнение маркировки
1.3.1. Маркировка должна быть выполнена в одном из четырех исполнений, в зависимости от формы, размеров и метода изготовления арматуры.
1.3.2. Примеры графического исполнения маркировки приведены в табл. 1.
|
Тип арматуры |
Направление потока среды |
Маркировка условным давлением |
Маркировка рабочим давлением |
||
|
Исполнение 1 |
Исполнение 2 |
Исполнение 3 |
Исполнение 4 |
||
|
Проходная |
в любом направлении |
|
|
|
|
|
на золотник * |
|
|
|
|
|
|
под золотник * |
|
|
|
|
|
|
Угловая |
на золотник |
|
|
|
|
|
под золотник |
|
|
|
|
|
|
Трехходовая |
в два направления |
|
|
|
|
|
Многоходовая |
в нескольких направлениях |
|
|||




___________
* Для ранее разработанных изделий до их модернизации, а также для арматуры с односторонним направлением среды, не имеющей направления "на золотник" и "под золотник", допускается располагать стрелки горизонтально.
(Измененная редакция, Изм. № 2).
1.3.3. Допускается стрелку располагать отдельно от остальных знаков маркировки.
1.3.4. Номер шрифта следует установить рабочими чертежами в зависимости от формы, размеров и метода изготовления арматуры.
Номера литых шрифтов следует принимать по табл. 2.
|
Проход условный Dу, мм |
До 25 |
25-80 |
100-125 |
150-300 |
325-600 |
700-1000 |
более 1000 |
|
Номер литого шрифта |
3,5; 5; 7 |
10 |
14 |
20 |
32 |
40 |
48 |
Примечание. Допускается применять шрифты больших и меньших номеров из установленного ряда
(Измененная редакция, Изм. № 2).
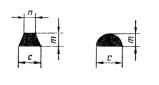
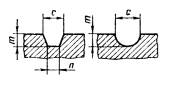
1.3.5. Шрифт маркировки должен быть прямой. Профиль литого шрифта и стрелок должен соответствовать указанному на черт. 1.
|
Профили выпуклых
|
Профили
вдавленных |
|
|
|
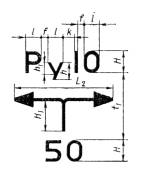
1.3.6. Размеры литого шрифта и стрелок должны соответствовать указанным на черт. 1-4 и в табл. 2 и 3, шрифта, выполняемого другими способами, - по ГОСТ 2930-62 (стрелок - по рабочим чертежам, утвержденным в установленном порядке).
Примеры маркировки проходной арматуры
|
|
|

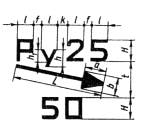
Черт. 2
|
Примеры
маркировки |
Примеры
маркировки |
|
|
|
|
Черт. 3 |

Размеры шрифта в мм
|
Номер шрифта |
H |
t |
h |
h1 |
h2 |
f |
K |
t |
t1 |
Профиль |
||
|
С |
m |
n |
||||||||||
|
3,5 |
3,5 |
2,5 |
3,5 |
2 |
1,75 |
1 |
3 |
6 |
14 |
0,8 |
0,7 |
0,50 |
|
5 |
5 |
4 |
5 |
3 |
2,5 |
3 |
4 |
8 |
18 |
1,0 |
1,0 |
0,60 |
|
7 |
7 |
5 |
6 |
4 |
3,5 |
3 |
5 |
10 |
22 |
1,5 |
1,25 |
1,00 |
|
10 |
10 |
7 |
7 |
5 |
5 |
3 |
5 |
14 |
32 |
2,0 |
1,50 |
1,00 |
|
14 |
14 |
10 |
10 |
7 |
7 |
5 |
10 |
20 |
42 |
2,5 |
2,00 |
1,25 |
|
20 |
20 |
14 |
14 |
10 |
10 |
7 |
14 |
28 |
60 |
3,0 |
2,50 |
1,50 |
|
32 |
32 |
24 |
24 |
16 |
16 |
12 |
18 |
36 |
80 |
3,5 |
3,00 |
2,00 |
|
40 |
40 |
30 |
30 |
20 |
20 |
15 |
22 |
45 |
98 |
4,0 |
3,00 |
2,50 |
|
48 |
48 |
36 |
36 |
24 |
24 |
18 |
25 |
54 |
120 |
5,0 |
3,50 |
3,00 |
Таблица 4
Размеры стрелок в мм
|
Номер шрифта |
L |
L1 |
L2 |
H1 |
d |
b |
Профиль |
||
|
С |
m |
n |
|||||||
|
3/5 |
20 |
14 |
25 |
6 |
4 |
3 |
1,0 |
1,0 |
0,80 |
|
5 |
25 |
18 |
30 |
8 |
5 |
4 |
1,5 |
1,5 |
1,00 |
|
7 |
30 |
22 |
35 |
12 |
7 |
6 |
2,0 |
1,5 |
1,25 |
|
10 |
40 |
30 |
45 |
16 |
9 |
8 |
2,5 |
2,0 |
1,25 |
|
14 |
65 |
48 |
75 |
26 |
12 |
10 |
3,0 |
2,5 |
1,50 |
|
20 |
90 |
68 |
110 |
36 |
16 |
10 |
3,0 |
2,5 |
1,50 |
|
32 |
150 |
112 |
170 |
60 |
25 |
12 |
3,5 |
3,0 |
2,00 |
|
40 |
180 |
135 |
210 |
72 |
35 |
15 |
4,0 |
3,0 |
2,50 |
|
48 |
210 |
158 |
250 |
84 |
42 |
20 |
5,0 |
3,5 |
3,00 |
Примечание. Расстояния между знаками, размеры стрелок, профиль шрифта и стрелок, номера литых шрифтов - рекомендуемые.
1.4. Маркировка на фирменных табличках
1.4.1. Арматура может быть снабжена фирменными табличками в следующих случаях:
при необходимости пополнения литой или штампованной маркировки дополнительными данными;
при возможном повреждении арматуры или отдельных ее частей маркировки, выполненной ударным способом;
при необходимости выполнения маркировки другими способами.
1.4.2. Место и способ крепления, размеры, материал и способ изготовления, а также содержание маркировки фирменных табличек должны устанавливаться в рабочих чертежах.
2. Отличительная окраска
2.1. В зависимости от материала корпуса наружные поверхности чугунной и стальной арматуры должны быть окрашены в отличительный цвет в соответствии с табл. 5.
|
Материал корпуса |
Цвет окраски |
|
Серый, ковкий и высокопрочный чугун |
Черный |
|
Сталь коррозионно-стойкая |
Голубой |
|
Сталь углеродистая |
Серый |
|
Сталь легированная |
Синий |
Примечание. Допускается арматуру из коррозионно-стойкой стали и арматуру, имеющую защитные и защитно-декоративные покрытия, не окрашивать; арматуру из чугуна фосфатировать вместо окраски.
(Измененная редакция, Изм. № 2, № 4).
2.2. По согласованию с заказчиком допускается не фосфатировать и не окрашивать арматуру или только грунтовать, а также изменять цвета отличительной окраски.
(Измененная редакция, Изм. № 4).
2.3. Приводы, редукторы и другие комплектующие изделия, поступающие по кооперации на предприятие-изготовитель арматуры окрашенными, допускается не перекрашивать.
(Измененная редакция, Изм. № 4).
2.4. Слой краски в местах маркировки должен обеспечивать четкость маркировки.
2.5. Допускается при необходимости применять отличительную окраску по материалу уплотнительных поверхностей затвора, футеровки, исполнению уплотнительной поверхности присоединительных фланцев и др., выполняемой на корпусе, крышке и других деталях арматуры в виде кружков или других знаков по рабочим чертежам.
(Измененная редакция, Изм. № 4).
ПРИЛОЖЕНИЕ
Справочное
Информационные данные
о соответствии
ГОСТ 4666-75 СТ СЭВ 4369-83
ГОСТ 4666-75 соответствует СТ СЭВ 4369-83 в части маркировки.
Приложение введено дополнительно, Имз. № 3.
|
|