|
||||||||||||||||||||||||
ГОСТ 11447-80
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ШПИЛЬКИ УПОРНЫЕ на Ру
свыше 10 до 100 МПа (свыше 100
до 1000 кгс/см2)
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ШПИЛЬКИ УПОРНЫЕ НА
РУ свыше 10 Технические условия Locking studs for Py 10 - 100 MPa
(100 - 1000 kgf/cm2). |
ГОСТ |
Дата введения 01.01.82
Настоящий стандарт распространяется на упорные шпильки, применяемые для фланцевых соединений арматуры, соединительных частей трубопроводов, используемых в химической и нефтехимической промышленностях на Ру свыше 10 до 100 МПа (свыше 100 до 1000 кгс/см2), при температуре от минус 50 до плюс 510 °С.
Требования разд. 2, 3, 4; п.п. 1.1, 1.2, 5.1, 5.2, 5.4, 5.6, 5.8 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
(Измененная редакция, Изм. № 2).
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
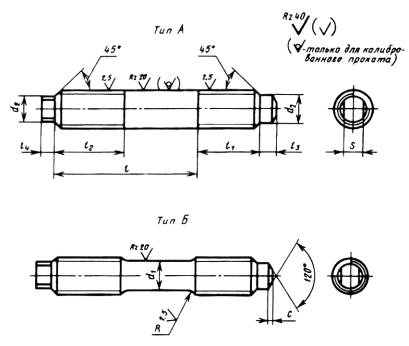
1.1. Шпильки должны изготовлять двух типов:
А - с одинаковыми номинальными диаметрами резьбы и гладкой части;
Б - с номинальными диаметрами резьбы больше номинального диаметра гладкой части.
Для использования при температуре свыше 200 °С должны изготовлять шпильки только типа Б.
1.2. Конструкция и размеры шпилек должны соответствовать указанным на чертеже и в табл. 1.
мм
|
Номина-льный диаметр резьбы d |
Диаметр гладкой части d1 h12 |
Диаметр хвостовика d2 |
Длина ввинчиваемого резьбового конца l1 |
Длина резьбового конца |
Длина хвостовика |
Длина хвостовика l4 |
Размер |
Радиус проточки R |
Фаска |
Предел длины шпилек (без ввинчиваемого конца |
||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||||
|
12 |
9,5 |
8 |
17 |
+0,52 |
30 |
±1,5 |
7 |
+0,20 |
8 |
7 |
-0,20 |
4 |
1,0 |
30-80 |
|
14 |
11,0 |
10 |
20 |
9 |
8 |
1,6 |
35-90 |
|||||||
|
16 |
13,0 |
12 |
22 |
10 |
+0,24 |
10 |
2,0 |
40-100 |
||||||
|
20 |
16,0 |
15 |
28 |
+0,62 |
36 |
13 |
12 |
-0,24 |
3,0 |
45-110 |
||||
|
22 |
18,0 |
17 |
30 |
40 |
14 |
50-120 |
||||||||
|
24 |
19,0 |
33 |
45 |
6 |
60-130 |
|||||||||
|
27 |
22,0 |
20 |
35 |
15 |
17 |
4,0 |
70-140 |
|||||||
|
30 |
24,0 |
22 |
40 |
55 |
16 |
19 |
-0,28 |
80-160 |
||||||
|
33 |
27,0 |
25 |
45 |
+0,74 |
22 |
90-180 |
||||||||
|
36 |
29,0 |
27 |
50 |
60 |
±2,0 |
20 |
+0,28 |
10 |
24 |
8 |
6,0 |
100-200 |
||
|
39 |
32,0 |
30 |
52 |
65 |
12 |
27 |
120-220 |
|||||||
|
42 |
35,0 |
32 |
58 |
70 |
22 |
14 |
30 |
130-230 |
||||||
|
45 |
38,0 |
35 |
61 |
75 |
24 |
32 |
-0,34 |
10 |
7,0 |
140-240 |
||||
|
48 |
40,0 |
37 |
64 |
80 |
26 |
15 |
150-250 |
|||||||
|
52 |
44,0 |
41 |
70 |
85 |
28 |
18 |
36 |
12 |
8,0 |
160-260 |
||||
Примеры условных обозначений шпильки типа А, с диаметром резьбы d=20 мм, длиной шпильки l=50 мм, из стали марки 40ХФА, без покрытия:
Шпилька АМ20´50.40ХФА ГОСТ 11447-80
То же, типа Б:
Шпилька БМ20´50.40ХФА ГОСТ 11447-80
То же, типа А, с покрытием 02, толщиной 9 мкм:
Шпилька АМ20´50.40ХФА, 029 ГОСТ 11447-80
То же, типа Б:
Шпилька БМ20´50.40ХФА, 029 ГОСТ 11447-80
1.3. Масса шпилек типа А должна соответствовать указанной в табл. 2, типа Б - в табл. 3.
Таблица 2
|
Длина шпильки, l, мм |
Номинальный диаметр резьбы, d, мм |
||||||||||||||
|
12 |
14 |
16 |
20 |
22 |
24 |
27 |
30 |
33 |
36 |
39 |
42 |
45 |
48 |
52 |
|
|
Масса, кг |
|||||||||||||||
|
30 |
0,040 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
35 |
0,044 |
0,064 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
40 |
0,049 |
0,070 |
0,097 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
45 |
0,053 |
0,076 |
0,105 |
0,174 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
50 |
0,057 |
0,082 |
0,113 |
0,187 |
0,238 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
55 |
0,060 |
0,089 |
0,121 |
0,199 |
0,252 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
60 |
0,066 |
0,095 |
0,128 |
0,211 |
0,267 |
0,332 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
65 |
0,071 |
0,101 |
0,136 |
0,224 |
0,282 |
0,350 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
70 |
0,075 |
0,107 |
0,144 |
0,236 |
0,297 |
0,368 |
0,477 |
- |
- |
- |
- |
- |
- |
- |
- |
|
75 |
0,080 |
0,113 |
0,152 |
0,248 |
0,312 |
0,386 |
0,499 |
- |
- |
- |
- |
- |
- |
- |
- |
|
80 |
- |
0,125 |
0,168 |
0,273 |
0,342 |
0,421 |
0,544 |
0,685 |
- |
- |
- |
- |
- |
- |
- |
|
85 |
- |
0,125 |
0,168 |
0,273 |
0,342 |
0,421 |
0,544 |
0,685 |
- |
- |
- |
- |
- |
- |
- |
|
90 |
- |
0,131 |
0,176 |
0,285 |
0,357 |
0,439 |
0,567 |
0,713 |
0,900 |
- |
- |
- |
- |
- |
- |
|
95 |
- |
- |
0,184 |
0,298 |
0,372 |
0,457 |
0,589 |
0,741 |
0,934 |
- |
- |
- |
- |
- |
- |
|
100 |
- |
- |
0,192 |
0,310 |
0,387 |
0,475 |
0,612 |
0,786 |
0,967 |
1,167 |
- |
- |
- |
- |
- |
|
105 |
- |
- |
- |
0,322 |
0,402 |
0,492 |
0,634 |
0,796 |
1,001 |
1,207 |
- |
- |
- |
- |
- |
|
110 |
- |
- |
- |
0,335 |
0,417 |
0,510 |
0,657 |
0,824 |
1,034 |
1,247 |
- |
- |
- |
- |
- |
|
115 |
- |
- |
- |
- |
0,431 |
0,528 |
0,679 |
0,852 |
1,068 |
1,287 |
- |
- |
- |
- |
- |
|
120 |
- |
- |
- |
- |
0,446 |
0,546 |
0,702 |
0,879 |
1,101 |
1,327 |
1,662 |
- |
- |
- |
- |
|
130 |
- |
- |
- |
- |
- |
0,581 |
0,747 |
0,935 |
1,169 |
1,409 |
1,756 |
2,063 |
- |
- |
- |
|
140 |
- |
- |
- |
- |
- |
- |
0,792 |
0,990 |
1,236 |
1,487 |
1,850 |
2,172 |
2,574 |
- |
- |
|
150 |
- |
- |
- |
- |
- |
- |
- |
1,046 |
1,303 |
1,567 |
1,940 |
2,201 |
2,699 |
3,113 |
- |
|
160 |
- |
- |
- |
- |
- |
- |
- |
1,101 |
1,370 |
1,647 |
2,037 |
2,389 |
2,824 |
3,255 |
3,921 |
|
170 |
- |
- |
- |
- |
- |
- |
- |
- |
1,437 |
1,727 |
2,131 |
2,498 |
2,948 |
3,397 |
4,088 |
|
180 |
- |
- |
- |
- |
- |
- |
- |
- |
1,504 |
1,806 |
2,225 |
2,607 |
3,073 |
3,539 |
4,255 |
|
190 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1,886 |
2,318 |
2,716 |
3,198 |
3,681 |
4,421 |
|
200 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1,966 |
2,412 |
2,824 |
3,323 |
3,823 |
4,588 |
|
210 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2,506 |
2,939 |
3,448 |
3,965 |
4,755 |
|
220 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2,600 |
3,042 |
3,573 |
4,107 |
4,821 |
|
230 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
3,151 |
3,697 |
4,250 |
5,088 |
|
240 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
3,822 |
4,392 |
5,255 |
|
250 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
4,534 |
5,422 |
|
260 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
5,588 |
|
Длина шпильки l, мм |
Номинальный диаметр резьбы d, мм |
||||||||||||||
|
12 |
14 |
16 |
20 |
22 |
24 |
27 |
30 |
33 |
36 |
39 |
42 |
45 |
48 |
52 |
|
|
Масса, кг, не более |
|||||||||||||||
|
30 |
0,037 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
35 |
0,039 |
0,059 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
- |
- |
- |
|
40 |
0,042 |
0,063 |
0,090 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
45 |
0,045 |
0,067 |
0,095 |
0,164 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
50 |
0,048 |
0,071 |
0,100 |
0,173 |
0,224 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
55 |
0,051 |
0,075 |
0,105 |
0,181 |
0,235 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
60 |
0,054 |
0,078 |
0,110 |
0,189 |
0,245 |
0,306 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
65 |
0,057 |
0,082 |
0,115 |
0,198 |
0,256 |
0,318 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
70 |
0,059 |
0,086 |
0,121 |
0,206 |
0,266 |
0,329 |
0,436 |
- |
- |
- |
- |
- |
- |
- |
- |
|
75 |
0,062 |
0,090 |
0,126 |
0,214 |
0,277 |
0,341 |
0,452 |
- |
- |
- |
- |
- |
- |
- |
- |
|
80 |
0,065 |
0,094 |
0,131 |
0,222 |
0,287 |
0,353 |
0,468 |
0,597 |
- |
- |
- |
- |
- |
- |
- |
|
85 |
- |
0,098 |
0,136 |
0,231 |
0,298 |
0,364 |
0,483 |
0,615 |
- |
- |
- |
- |
- |
- |
- |
|
90 |
- |
0,102 |
0,141 |
0,239 |
0,308 |
0,376 |
0,499 |
0,633 |
0,808 |
- |
- |
- |
- |
- |
- |
|
95 |
- |
- |
0,146 |
0,247 |
0,319 |
0,388 |
0,514 |
0,651 |
0,830 |
- |
- |
- |
- |
- |
- |
|
100 |
- |
- |
0,151 |
0,256 |
0,330 |
0,400 |
0,520 |
0,668 |
0,852 |
1,055 |
- |
- |
- |
- |
- |
|
105 |
- |
- |
- |
0,264 |
0,340 |
0,411 |
0,546 |
0,686 |
0,875 |
1,082 |
- |
- |
- |
- |
- |
|
110 |
- |
- |
- |
0,272 |
0,351 |
0,423 |
0,561 |
0,704 |
0,897 |
1,110 |
- |
- |
- |
- |
- |
|
115 |
- |
- |
- |
- |
0,361 |
0,435 |
0,577 |
0,722 |
0,920 |
1,138 |
- |
- |
- |
- |
- |
|
120 |
- |
- |
- |
- |
0,372 |
0,447 |
0,592 |
0,739 |
0,942 |
1,166 |
1,483 |
- |
- |
- |
- |
|
130 |
- |
- |
- |
- |
- |
0,470 |
0,624 |
0,775 |
0,987 |
1,221 |
1,548 |
1,841 |
- |
- |
- |
|
140 |
- |
- |
- |
- |
- |
- |
0,655 |
0,810 |
1,032 |
1,277 |
1,613 |
1,918 |
2,309 |
- |
- |
|
150 |
- |
- |
- |
- |
- |
- |
- |
0,846 |
1,077 |
1,332 |
1,678 |
1,994 |
2,400 |
2,776 |
- |
|
160 |
- |
- |
- |
- |
- |
- |
- |
0,881 |
1,122 |
1,388 |
1,744 |
2,070 |
2,491 |
2,878 |
3,504 |
|
170 |
- |
- |
- |
- |
- |
- |
- |
- |
1,167 |
1,443 |
1,809 |
2,147 |
2,582 |
2,979 |
3,624 |
|
180 |
- |
- |
- |
- |
- |
- |
- |
- |
1,212 |
1.499 |
1,874 |
2,223 |
2,673 |
3,080 |
3,745 |
|
190 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1,554 |
1,939 |
2,300 |
2,763 |
3,181 |
3,865 |
|
200 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1,610 |
2,004 |
2,376 |
2,854 |
3,282 |
3,986 |
|
210 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2,069 |
2,452 |
2,945 |
3,383 |
4,106 |
|
220 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2,134 |
2,529 |
3,036 |
3,484 |
4,347 |
|
230 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
2,605 |
3,127 |
3,535 |
4,347 |
|
240 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
3,218 |
3,687 |
4,468 |
|
250 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
3,788 |
4,588 |
|
260 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
4,709 |
1.2, 1.3. (Измененная редакция, Изм. № 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Шпильки должны изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Шпильки следует изготовлять из сортового проката или поковок.
2.3. Марки сталей и параметры их применения должны соответствовать указанным в табл. 4.
|
Марка стали |
Обозначение стандарта |
Предельные параметры применения |
|
|
температура, °С |
условное давление, |
||
|
35Х |
ГОСТ 4543 |
От минус 50 |
»63(630) |
|
38ХА |
|||
|
40Х |
|||
|
35ХМ |
От минус 50 |
»80(800) |
|
|
30ХМА |
|||
|
40ХФА |
|||
|
25Х1МФ |
ГОСТ 20072 |
От минус 50 |
»100(1000) |
|
25Х2М1Ф |
|||
Примечание. Допускается по согласованию между потребителем и изготовителем применять стали других марок, разрешенных Госгортехнадзором СССР, если их механические свойства не ниже указанных в табл. 5.
2.4. Заготовки для изготовления шпилек должны быть подвергнуты термической обработке - закалке и отпуску. Режимы термической обработки приведены в приложении.
2.5. Механические свойства заготовок при температуре 20 °С в термически обработанном состоянии должны соответствовать указанным в табл. 5.
|
Марка стали |
Условный предел текучести |
Временное сопротивление |
Относительное удлинение |
Ударная вязкость |
Твердость НВ |
|
не менее |
|||||
|
35Х; 38ХА; 40Х |
³588 |
735 |
14 |
58,8 |
235-277 |
|
35ХМ; 30ХМА; 40ХФА |
637-784 |
785 |
13 |
248-293 |
|
|
25Х1МФ |
667-784 |
16 |
|||
|
25Х2М1Ф |
12 |
49,0 |
|||
(Измененная редакция, Изм. № 1).
2.6. Сдаточными характеристиками являются временное сопротивление, условный предел текучести, относительное удлинение и ударная вязкость.
2.7. Резьба - метрическая с крупным шагом по ГОСТ 24705 с полем допуска 6 g по ГОСТ 16093.
2.8. Сбег резьбы - нормальный по ГОСТ 10549, форма впадин резьбы должна быть закругленной по ГОСТ 9150.
2.7, 2.8. (Измененная редакция, Изм. № 1).
2.9. При выполнении резьбы накаткой допускается изготовлять резьбу с концевой фаской 30°.
2.10. При выполнении резьбы нарезкой диаметр гладкой части шпилек должен быть для типов:
А - по ГОСТ 19258;
Б - в соответствии с табл. 1.
При выполнении резьбы накаткой диаметр гладкой части шпилек - по ГОСТ 19256.
2.11. Резьба должна быть чистой и не должна иметь заусенцев и сорванных ниток. Вмятины на резьбе, препятствующие навинчиванию проходного калибра, не допускаются.
Нарезанная и гладкая поверхности шпилек не должны иметь трещин.
2.12. Допускаемое смещение оси резьбы относительно оси гладкой части стержня шпильки - по h 12 ГОСТ 25347.
2.13.
Неуказанные предельные отклонения размеров валов - по h 14, остальных - по ± ![]() ГОСТ 25347.
ГОСТ 25347.
2.12, 2,13. (Измененная редакция, Изм. № 1).
2.14. Стержень шпильки должен быть прямым. Допускаемая кривизна стержня шпильки на 100 мм длины не должна превышать:
0,2 мм - при диаметре шпильки от 12 до 24 мм;
0,1 - при диаметре шпильки свыше 24 мм.
2.15. Допускается изготовлять шпильки с центровыми отверстиями по ГОСТ 14034.
2.16. Шпильки, используемые при температуре до 200 °С, по заказу потребителя должны изготовляться с покрытием. Вид покрытия - по ГОСТ 9.303. Толщина покрытия - по ГОСТ 9.306. Условное обозначение покрытия - по ГОСТ 1759.0.
(Измененная редакция, Изм. № 1, 2).
2.17. Защитные покрытия должны быть однородными. Пузыри и отслаивания не допускаются.
2.18. Требования к шероховатости поверхности под покрытие - по ГОСТ 9.301.
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки - по ГОСТ 17769.
3.2. Каждая шпилька должна быть подвергнута проверке на соответствие требованиям п.п. 1.1, 2.7-2.18, 5.1, 5.2.
3.3. Шпильки должны предъявлять к приемке партиями. Партия должна состоять из шпилек одного условного обозначения, изготовленных из одной партии заготовок.
3.4. Проверку шпилек на соответствие требованиям п. 2.5 следует проводить на основании результатов испытаний каждой партии заготовок.
3.5. Партия заготовок должна состоять из металла одной плавки и одной садки при термической обработке.
3.6. Испытания заготовок на твердость должны проводить в объеме 100 %. При длине заготовки более 500 мм твердость измеряют на обоих концах и по длине с интервалом не более 500 мм.
3.7. Один процент заготовок от партии, но не менее двух штук, с нижним и верхним значениями твердости в данной партии должны подвергать испытаниям на соответствие требованиям п. 2.5.
Допускается отбирать заготовки для механических испытаний с промежуточными значениями твердости. В этом случае твердость является сдаточной характеристикой.
3.8. Число испытываемых образцов от каждой контролируемой заготовки должно быть: 1 - на растяжение и 2 - на ударную вязкость.
3.9. Испытание на ударную вязкость заготовок для шпилек размером М12 и М14 допускается не проводить.
3.10. При получении неудовлетворительных результатов испытания механических свойств хотя бы одного образца следует проводить повторные испытания удвоенного числа образца из тех же заготовок или других этой же партии с той же твердостью только по виду испытаний, давших неудовлетворительный результат.
3.11. Партию считают годной, если при повторных испытаниях получены положительные результаты. При получении неудовлетворительных результатов испытаний партия заготовок может быть предъявлена к приемке вновь после испытания заготовок с последующим уровнем твердости.
3.12. Заготовки с твердостью, не обеспечивающей получение требуемых механических свойств, указанных в табл. 5, могут быть допущены к сдаче после повторной термической обработки с проведением соответствующих испытаний.
Число повторных термических обработок не должно быть более двух. Дополнительный отпуск не считают повторной термической обработкой.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Внешний осмотр (п.п. 2.11, 5.1, 5.2) следует проводить без применения увеличительных приборов.
4.2. Размеры шпилек (п.п. 1.1, 2.7 - 2.10, 2.12-2.15) следует проверять предельными калибрами, шаблонами, универсальными измерительными приборами.
4.3. Определение твердости (п. 2.5) - по ГОСТ 9012.
4.4. Испытание на растяжение (п. 2.5) - по ГОСТ 1497.
4.5. Испытание на ударную вязкость (п. 2.5) - по ГОСТ 9454-78, образец типа 1.
4.6. Метод отбора проб (п. 2.5) - по ГОСТ 7564.
4.7. Методы проверки качества и толщины покрытия (п.п. 2.16 - 2.18) - по ГОСТ 9.302. Толщину покрытия проверяют на стержне шпильки.
5. МАРКИРОВКА, УПАКРВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка шпилек в зависимости от марок стали должна соответствовать указанной в табл. 6.
|
Марка стали |
Маркировка |
|
35Х; 38ХА; 40Х |
|
|
35ХМ; 30ХМА; 40ХФА |
|
|
25Х1МФ; 25Х2М1Ф |
|
Примечания:
1. Допускается маркировка на торце хвостовика.
2. Маркировка должна сохраняться при замене стали на равноценную.
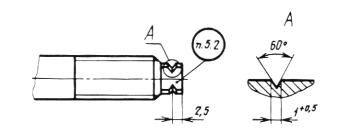
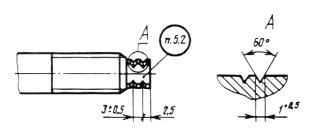
5.2. На шпильках, в местах, указанных в табл. 6, должна быть нанесена маркировка с указанием:
номера партии;
товарного знака предприятия-изготовителя.
5.3. Высота знаков маркировки должна быть:
2,5 мм - для шпилек d £ 27 мм;
4 мм - для шпилек d > 27 мм.
5.4. Знаки маркировки должны быть отчетливо видны невооруженным глазом.
5.5. Маркировку следует проводить ударным способом.
5.6. Партия шпилек должна сопровождаться паспортом, удостоверяющим соответствие шпилек требованиям настоящего стандарта.
Паспорт должен содержать следующие данные:
наименование предприятия-изготовителя;
условное обозначение шпилек;
число шпилек;
номер партии;
марку стали;
номер настоящего стандарта;
результаты испытаний (с указанием даты);
вид и толщину покрытия (для шпилек с покрытием);
штамп ОТК.
5.7. (Исключен, Изм. № 1).
5.8. Требования к упаковке, транспортированию, хранению и маркировке тары - по ГОСТ 18160.
5.9. При хранении в закрытом помещении шпильки должны находиться в таре.
5.10. Допускается по согласованию между потребителем и изготовителем шпильки с покрытием не подвергать консервации.
ПРИЛОЖЕНИЕ
Рекомендуемое
Режимы термической обработки заготовок
|
Марка стали |
Закалка |
Отпуск |
||
|
температура нагрева, °С |
охлаждающая среда |
температура нагрева, °С |
охлаждающая среда |
|
|
35Х |
850-870 |
Масло |
500-540 |
Вода и масло |
|
38ХА |
850-870 |
530-580 |
||
|
40Х |
850-870 |
530-580 |
||
|
30ХМА |
850-890 |
530-570 |
||
|
35ХМ |
850-870 |
560-600 |
||
|
40ХФА |
870-890 |
630-660 |
||
|
25Х1МФ |
930-950 |
620-660 |
||
|
25Х2М1Ф |
Двойная нормализация |
680-700 |
||
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством химического и нефтяного машиностроения СССР
РАЗРАБОТЧИКИ
Е.Я. Нейман; Л.Ф. Березин (руководитель темы)
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.12.80 № 6081
3. ВЗАМЕН ГОСТ 11447-65
4. ССЫЛОЧНЫЕ НОМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
2.18 |
|
ГОСТ 10549-80 |
2.8 |
|
|
4.7 |
|
ГОСТ 14034-74 |
2.15 |
|
|
2.16 |
|
ГОСТ 16093-81 |
2.7 |
|
|
2.16 |
|
3.1 |
||
|
4.4 |
|
5.8 |
||
|
ГОСТ 1759.0-87 |
2.16 |
|
ГОСТ 19256-73 |
2.10 |
|
ГОСТ 4543-71 |
2.3 |
|
ГОСТ 19258-73 |
2.10 |
|
4.6 |
|
2.3 |
||
|
4.3 |
|
ГОСТ 24705-81 |
2.7 |
|
|
ГОСТ 9150-81 |
2.8 |
|
ГОСТ 25347-82 |
2.12, 2.13 |
|
ГОСТ 9454-78 |
4.5 |
|
|
|
5. Ограничение срока действия снято Постановлением Госстандарта от 25.02.91 № 161
6. ПЕРЕИЗДАНИЕ (декабрь 1998 г.) с Изменениями № 1, 2, утвержденными в июле 1986 г., феврале 1991 г. (ИУС 10-86, 5-91)
|
|