|
||||||||||||||||||||||||
ВСЕСОЮЗНЫЙ
ПРОЕКТНЫЙ И НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ
ПРОМЫШЛЕННОГО ТРАНСПОРТА
(ПРОМТРАНСНИИПРОЕКТ)
ГОССТРОЯ
СССР
ПОСОБИЕ
ПО
ПРОЕКТИРОВАНИЮ
КОНВЕЙЕРНОГО ТРАНСПОРТА
ЛЕНТОЧНЫЕ КОНВЕЙЕРЫ
(к СНиП 2.05.07-85)
Москва Стройиздат 1988
Рекомендовано к изданию решением научно-технического совета Промтрансниипроекта.
Распространяется на проектирование стационарных ленточных конвейеров (конвейерных линий) общего назначения с резиновыми лентами шириной от 300 до 2000 мм, применяемых для транспортирования насыпных грузов плотностью до 3,15 т/м3, а также штучных грузов. Параметры указанных конвейеров регламентированы ГОСТ 22644-77* - ГОСТ 22647-77*.
Содержит расчеты технических параметров ленточных конвейеров и конвейерных линий (определение производительности конвейерного транспорта, выбор трассы конвейера, приближенный и уточненный методы тягового расчета, выбор основного технологического оборудования), рекомендации по другим разделам проекта конвейерного транспорта.
Для инженерно-технических работников научно-исследовательских и строительных организаций.
Разработано Промтрансниипроект (канд. техн. наук В.Л. Орешкин, Н.Н. Кузнецов, В.П. Здешнев, Т.Н. Жарова, А.В. Тюленев, В.И. Лившиц); ВНИИПТМаш (канд. техн. наук В.К. Дьячков, В.А. Барков); Механобр (О.В. Зеленский, В.П. Вольфсон); Атомтеплоэлектропроект (Н.И. Муратов, И.И. Вессерман, Л.Б. Воронова, Н.Н. Рубачев, Л.А. Стельмах); Южгипроруда (Ю.Е. Чечельницкий, В.П. Пичугин, В.А. Акинтьев); ГПКИ Союзпроммеханизация (О.Б. Желдаков, С.И. Модин).
ОБОЗНАЧЕНИЯ ОСНОВНЫХ ВЕЛИЧИН
L - длина конвейера, м;
l - длина участка конвейера, м;
lг - длина горизонтальной проекции участка конвейера, м;
H - высота подъема (спуска) груза конвейером (конвейерной линией), м;
H0 - высота подъема груза разгрузочной тележкой, м;
B - ширина ленты, м;
Dп - диаметр приводного барабана, м;
d - диаметр ролика, м;
R1 (R2) - радиус выпуклого (вогнутого) участка конвейера, м;
α - угол охвата лентой приводного барабана, °;
β - угол наклона конвейера (участка конвейера) к горизонтальной плоскости, °;
φ0 - угол естественного откоса груза в покое, °;
φ - угол естественного откоса груза в движении, °;
Sнб - натяжение ветви ленты, набегающей на приводной барабан, даН;
Sсб - натяжение ветви ленты, сбегающей с приводного барабана, даН;
Si - натяжение в какой-либо точке ленты, даН;
P - окружное тяговое усилие на приводном барабане, даН;
W - сопротивление движению ленты на каком-либо участке, даН;
T - годовой фонд времени работы конвейера (конвейерной линии), ч;
Г - годовой грузооборот (объем перевозок), т/год;
Qп - потребная производительность конвейера (конвейерной линии), т/ч;
Q - расчетная производительность конвейера (конвейерной линии), т/ч;
Vп - потребная объемная производительность конвейера (конвейерной линии), м3/ч;
V - расчетная объемная производительность конвейера (конвейерной линии), м3/ч;
v - скорость ленты, м/с;
γ - насыпная плотность груза, т/м3;
Mт - тормозной момент на валу приводного барабана, даН/м;
Mкр - крутящий момент на валу приводного барабана, даН/м;
qг - линейная нагрузка от массы груза на ленте, даН/м;
qл - то же, от массы ленты, даН/м;
q'р, qр - то же, от массы вращающихся частей роликоопор, соответственно на верхней и нижней ветвях, даН/м;
z - число прокладок в ленте;
w - коэффициент сопротивления движению ленты по роликоопорам;
к - коэффициент запаса;
кг - коэффициент готовности конвейера;
μ - коэффициент трения ленты о поверхность барабана;
η - коэффициент полезного действия;
l'р - расстояние между верхними роликоопорами, м;
lр - то же, между нижними роликоопорами, м;
g - ускорение свободного падения, 9,81 м/с2.
1. ИСХОДНЫЕ ДАННЫЕ ДЛЯ ПРОЕКТИРОВАНИЯ
Проектирование конвейерного транспорта осуществляется на основе следующих исходных данных:
номенклатура грузов;
потребная производительность или годовой грузооборот (объем перевозок);
характеристика* транспортируемого груза: насыпная плотность (масса единичного груза для тарно-штучных грузов), гранулометрический состав, угол естественного откоса в покое и движении, влажность, абразивность, взрыво- и пожароопасность, химическая активность, склонность к налипанию на ленту и пылеобразованию, слеживаемость и другие сведения о грузе, которые могут оказать влияние на выбор параметров конвейера и его работоспособность;
* Справочные данные о насыпных грузах с указанием их насыпной плотности, угле естественного откоса и допустимом угле наклона ленточного конвейера приведены в прил. 1. Сведения о наибольшем угле наклона конвейеров для перемещения некоторых тарно-штучных грузов приведены в прил. 2.
генеральный план с нанесенными на нем инженерными сооружениями с указанием высотных отметок;
климатический район зоны строительства;
режим работы производств предприятия, технологически связанных с проектируемым конвейерным транспортом, а также рекомендуемый режим работы конвейерного транспорта (число рабочих дней в году, смен в сутки, часов в смену);
коэффициент неравномерности загрузки конвейерной линии;
производственные условия работы конвейера в зависимости от положений норм технологического проектирования для определенной отрасли промышленности и местных условий (имеется в виду работа этих конвейеров в отапливаемых или неотапливаемых помещениях, на открытом воздухе, с использованием навесов или местных укрытий конвейерных лент);
источники энергоснабжения и их параметры.
2. ОПРЕДЕЛЕНИЕ ОСНОВНЫХ ПАРАМЕТРОВ ЛЕНТОЧНЫХ КОНВЕЙЕРОВ
Расчет производительности ленточного конвейера
2.1. Расчетная производительность ленточного конвейера (конвейерной линии) определяется по формулам:
![]() (2)
(2)
где кн - коэффициент неравномерности загрузки конвейерной линии; кв - коэффициент использования конвейерной линии по времени, равный отношению фактического времени работы конвейера к плановому в смену; обычно принимают кв = 0,7 - 0,95 (по указанию заказчика в зависимости от организации и технологии производства); кnг - коэффициент готовности конвейерной линии; n - число конвейеров в линии. Для стационарного конвейера кг = 0,96.
2.2. Величина коэффициента неравномерности загрузки конвейерной линии зависит от характера организации грузопотока.
При равномерном грузопотоке кн = 1 - 1,2.
При неравномерном грузопотоке величина коэффициента неравномерности определяется по графику подачи груза на конвейер. Различают два вида кн - минутный и часовой. Ориентировочно принимают кн.мин = 1,5 - 2, кн.ч = 1,2 - 1,5.
По минутному (максимальному) грузопотоку определяют ширину ленты, по часовому - прочность ленты, мощность двигателя.
2.3. Расчетная производительность может определяться исходя из заданного годового грузооборота (объем перевозок) по формулам:
![]() (3)
(3)
![]() (4)
(4)
Выбор скорости движения ленты
2.4. Значения скорости движения ленты выбираются в зависимости от свойств транспортируемого груза и особенностей конструкции конвейера: ширины и типа ленты, типа разгрузочного устройства, угла наклона конвейера.
2.5. Скорость ленты конвейера согласно ГОСТ 22644-77* должна выбираться из следующего рада: 0,25; 0,315; 0,4; 0,5; 0,63; 0,8; 1; 1,25; 1,6; 2; 2,5; 3,15; 4; 5; 6,3 м/с. Допускается применять скорости менее 0,25 м/с. Отклонение скоростей от указанных допускается в пределах ±10 %.
2.6. Рекомендуемые скорости лент конвейеров для транспортирования различных насыпных грузов по горизонтали или на подъем при отсутствии на конвейере устройств промежуточной разгрузки приведены в табл. 1.
Таблица 1
|
Скорость ленты v, м/с, при ширине ленты B, мм |
||||||||
|
300 - 500 |
650 |
800 |
1000 |
1200 |
1400 |
1600 |
2000 |
|
|
Пылевидные и порошковидные сухие, пылящие |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
|
Хрупкие кусковые, крошение которых снижает их качество |
1,25 |
1,6 |
1,6 |
1,6 |
2 |
2 |
2,5 |
2,5 |
|
Мелкокусковые (размер куска до 80 мм) |
1,6 |
2 |
2,5 |
3,15 |
4 |
4 |
5 |
6,3 |
|
Среднекусковые (размер куска до 160 мм) |
1,6 |
1,6 |
2 |
2,5 |
2,5 |
3,15 |
4 |
5 |
|
Среднекусковые (размер куска 161 - 350 мм) |
- |
- |
1,6 |
1,6 |
2 |
2,5 |
3,15 |
4 |
|
Крупно кусковые тяжелые (размер куска св. 350 мм) |
- |
- |
- |
- |
2 |
2 |
2,5 |
3,15 |
|
Зерновые (зерно) |
1,6 |
2,5 |
3,15 |
4 |
4 |
4 |
5 |
6,3 |
|
Овощи, фрукты, корнеплоды |
0,8 |
0,8 |
1 |
1 |
1 |
1 |
1 |
1 |
2.7. При наличии на конвейере барабанных разгружателей с механическим передвижением скорость ленты должна приниматься не более 2 м/с.
2.8. При наличии на конвейере плужковых разгружателей скорость ленты должна приниматься не более 1 - 1,6 м/с.
2.9. Рекомендуемые скорости лент конвейеров для транспортирования различных штучных грузов приведены в табл. 2.
2.10. При транспортировании насыпных грузов на спуск скорость ленты не должна превышать 1,6 м/с.
Таблица 2
|
Скорость ленты, м/с |
|
|
Мешки тканевые с мукой, зерном, мешки бумажные с цементом, мелом |
0,5 - 1 |
|
Почтовые посылки в мягкой упаковке, пачки газет |
0,8 - 1 |
|
Рулоны бумаги массой до 200 кг, ящики, бочки, чемоданы массой до 50 кг |
0,3 - 0,5 |
Определение ширины ленты
2.11. При транспортировании насыпных грузов ширина конвейерной ленты определяется по формулам:
![]() (6)
(6)
где C - коэффициент площади сечения груза на ленте, зависящий от угла наклона конвейера к горизонту, угла естественного откоса груза в покое и угла наклона боковых роликов (табл. 3).
Полученное значение ширины ленты округляется в большую сторону до ближайшего из ряда по ГОСТ 22644-77*.
Таблица 3
|
φ0, ° |
Угол наклона конвейера β, ° |
|||||||
|
0 - 10 |
11 - 15 |
16 - 18 |
19 - 22 |
|||||
|
Угол наклона боковых роликов роликоопор, ° |
||||||||
|
20 |
30 |
20 |
30 |
20 |
30 |
20 |
30 |
|
|
30 |
257 |
296 |
245 |
282 |
232 |
267 |
225 |
259 |
|
35 |
277 |
319 |
262 |
302 |
250 |
288 |
240 |
276 |
|
40 |
294 |
338 |
279 |
320 |
264 |
304 |
250 |
288 |
|
45 |
313 |
358 |
295 |
340 |
280 |
322 |
265 |
305 |
|
Примечание. Коэффициент C для плоских лент принимается в два раза меньше, чем для лент с роликоопорами, имеющими угол наклона боковых роликов 20°. |
||||||||
2.12. Согласно ГОСТ 22644-77* производительность горизонтальных конвейеров, не имеющих промежуточных разгрузочных устройств, при скорости ленты 1 м/с не должна иметь значения менее указанных в табл. 4.
2.13. Полученное значение ширины ленты должно быть не менее рассчитанного по формуле
где кб - коэффициент, принимаемый равным 2 для рядового груза и 3,3 для сортированного груза; а' - максимальная крупность кусков транспортируемого материала.
2.14. При транспортировании штучных грузов ширина конвейерной ленты определяется по формуле
где аш - наибольший поперечный размер груза по способу его укладки на ленту, м; Δш - расстояние от кромки груза до кромки ленты, м.
Обычно принимают Δш = 0,05 - 0,1 м.
Полученное значение ширины ленты округляется в большую сторону до ближайшего из ряда по ГОСТ 22644-77*.
|
Производительность, м3/ч, при ширине ленты B, мм |
|||||||||||
|
300 |
400 |
500 |
650 |
800 |
1000 |
1200 |
1400 |
1600 |
1800 |
2000 |
|
|
Желобчатая |
- |
40 |
63 |
100 |
160 |
250 |
400 |
500 |
630 |
800 |
1000 |
|
Плоская |
12,5 |
16 |
25 |
40 |
63 |
100 |
160 |
200 |
250 |
315 |
400 |
Выбор трассы и определение геометрических параметров конвейерной линии
2.15. Трасса конвейерной линии должна иметь минимально необходимую длину и включать наименьшее число конвейеров при минимуме суммы затрат на капитальное строительство и эксплуатацию.
2.16. Максимально допустимые углы наклона конвейеров при перемещении груза на подъем принимают по данным прил. 1 и 2. При перемещении груза на спуск значения максимальных углов наклона по прил. 1 и 2 следует уменьшать на 6 - 8°. При этом во всех случаях они должны приниматься не более 10 - 12°.
2.17. Минимально допустимые радиусы выпуклых участков конвейеров с резинотканевыми лентами принимают в зависимости от ширины ленты и угла наклона боковых роликов по табл. 5.
Таблица 5
|
R1min м, при ширине ленты B, мм |
||||||||||
|
300 |
400 |
500 |
650 |
800 |
1000 |
1200 |
1400 |
1600 |
2000 |
|
|
20 |
3,5 |
5 |
6 |
8 |
10 |
12 |
14 |
17 |
19 |
24 |
|
30 |
5 |
6 |
7,5 |
10 |
12 |
15 |
18 |
21 |
24 |
30 |
2.18. Минимально допустимые радиусы выпуклых участков конвейеров с резинотросовыми лентами определяют по формуле
где к1 - коэффициент, зависящий от отношений натяжения ленты S в верхней точке кривой при установившемся движении к допускаемому натяжению ленты Sд (табл. 6).
Таблица 6
|
Коэффициент к1 при отношении S/Sд |
||||
|
0,1 - 0,5 |
0,51 - 0,6 |
0,61 - 0,7 |
0,71 - 0,8 |
|
|
20 |
90 |
110 |
160 |
225 |
|
30 |
125 |
160 |
200 |
320 |
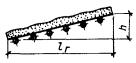
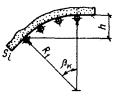
2.19. Минимально допустимые радиусы вогнутых участков конвейеров (рис. 1) определяют по формуле
где S - натяжение ленты в верхней точке кривой при загруженном полностью горизонтальном участке и незагруженных криволинейном и наклонном участках при установившемся движении; к2 - коэффициент, учитывающий тип натяжного устройства (табл. 7); к3 - коэффициент, учитывающий угол наклона конвейера (табл. 8).
Рис. 1. Расчетная схема участка конвейера при определении радиуса R2
Таблица 7
|
Коэффициент к2 для натяжного устройства |
||
|
грузового |
винтового, пружинного, лебедочного |
|
|
Резинотканевая |
1,2 |
1,4 |
|
Резинотросовая |
1,3 |
1,5 |
Таблица 8
|
β, ° |
0 - 8 |
9 - 12 |
13 - 15 |
16 - 18 |
19 - 21 |
22 - 24 |
|
к3 |
1 |
1,04 |
1,07 |
1,1 |
1,15 |
1,17 |
Определение расчетной длины ленты
2.20. Расчетная длина ленты конвейера определяется по формуле:
Lр = ΣLi + Σli + (π/360)(ΣαiDi + 2ΣβiRi), (11)
где Li - длина i-го прямого участка ленты; li - длина i-го стыка; αi - угол охвата i-го барабана; Di - диаметр i-го барабана; βi - угол дуги i-й окружности, по дуге которой проходит лента; Ri - радиус i-й окружности.
2.21. Длина вулканизированного стыка резинотканевой ленты согласно ГОСТ 20-85 определяется по формуле
i = lст(i - 1/3) + B/3 + 2lз, (12)
где lст - длина средней ступеньки, табл. 9; i - число прокладок; lз - ширина заделки стыка, табл. 10.
Таблица 9
|
55 |
100 |
200 |
300 |
400 |
|
|
Длина средних ступенек, lст, мм |
100 |
150 |
250 |
300 |
350 |
Таблица 10
|
Ширина ленты, B, мм |
До 650 |
Св. 650 до 800 |
Св. 800 до 1400 |
Св. 1400 |
|
Ширина заделки стыка, lз, мм |
30 |
50 |
75 |
120 |
При холодном способе вулканизации lз не учитывается.
2.22. Длину вулканизированного стыка резинотросовой ленты можно принимать по табл. 11
Таблица 11
|
РТЛ-1600 |
РТЛ-2500 |
РТЛ-3150 |
РТЛ-4000 |
РТЛ-5000 |
|
|
l, м |
1,5 |
2 |
3,3 |
3,5 |
4 |
3. ТЯГОВЫЙ РАСЧЕТ ЛЕНТОЧНЫХ КОНВЕЙЕРОВ
Приближенный метод тягового расчета
3.1. Приближенный метод тягового расчета сводится к определению окружного усилия на приводном барабане, а также сбегающего и набегающего усилий в конвейерной ленте на приводном барабане.
3.2. Величина окружного усилия на приводном барабане при загруженной ленте конвейера определяется по формуле
P = кдLгw(qг + q'р + q"р + 2qл) + qгH0 ± qгH, (13)
где кд - коэффициент дополнительных сопротивлений, определяется по графику рис. 2.
В формулу (13) у члена ± qгH знак плюс принимается при движении груженой ветви ленты на подъем, знак минус - при движении груженой ветви ленты на спуск.
Рис. 2. График изменения коэффициента дополнительных сопротивлений кд
3.3. Величина окружного усилия на приводном барабане при незагруженной ленте конвейера (холостой ход) определяется по формуле (13) при qг = 0.
3.4. Для конвейеров длиной 100 м и более в формуле (13) коэффициент кд необходимо умножить на дополнительный коэффициент к'д, который принимается в зависимости от длины конвейера L и числа изгибов ленты n, включающих изгибы на неприводных барабанах и выпуклых участках верхней и нижней ветвей.
Значения коэффициента к'д приведены в табл. 12.
Таблица 12
|
L, м |
100 |
150 |
200 |
300 |
400 |
500 |
600 |
800 и более |
|
n = 3 - 5 |
1,04 |
1,13 |
1,15 |
1,31 |
1,35 |
1,42 |
1,47 |
1,53 |
|
n = 6 - 10 |
1,21 |
1,31 |
1,42 |
1,54 |
1,61 |
1,66 |
1,69 |
1,81 |
3.5. Линейная нагрузка (даН/м) от массы груза на ленте определяется по формуле
3.6. Линейная нагрузка (даН/м) от массы ленты определяется по формуле
где Gл - масса 1 м ленты, кг.
Масса 1 м резиновых конвейерных лент приведена в прил. 3.
3.7. Линейная нагрузка (даН/м) от массы вращающихся частей роликоопор верхней ветви определяется по формуле
где G'р - масса вращающихся частей одной роликоопоры верхней ветви.
Принимается по каталогу завода-изготовителя и прил. 4.
3.8. Линейная нагрузка (даН/м) от массы вращающихся частей роликоопор нижней ветви определяется по формуле
где G"р - масса вращающихся частей одной роликоопоры нижней ветви. Принимается по каталогу завода-изготовителя и прил. 4.
3.9. Средние величины линейных нагрузок (даН/м) от массы ленты и вращающихся частей роликоопор для приближенных расчетов приведены в табл. 13.
Таблица 13
|
qл.ср |
q'р |
q"р |
|
|
400 |
3,6 |
7,8 |
2,2 |
|
500 |
4,6 |
8,2 |
2,7 |
|
650 |
5,9 |
9,6 |
4 |
|
800 |
8 |
19,2 |
7 |
|
1000 |
14 |
22,2 |
8,5 |
|
1200 |
16,8 |
26,6 |
12,2 |
|
1400 |
19,6 |
32 |
17 |
|
1600 |
26,7 |
33,5 |
18 |
|
2000 |
33,4 |
62,5 |
28,5 |
3.10. Величины коэффициентов сопротивления движению ленты по роликоопорам w приведены в табл. 14.
Таблица 14
|
Условия эксплуатации (по прил. 5) |
||||||
|
легкие |
средние |
тяжелые |
очень тяжелые |
|||
|
летом |
зимой |
летом |
зимой |
|||
|
До 100 включительно |
0,02 |
0,025 |
0,035 |
0,045 |
0,04 |
0,055 |
|
Св. 100 |
0,018 |
0,022 |
0,032 |
0,042 |
0,036 |
0,05 |
3.11. Расчетное натяжение ветви ленты (даН), набегающей на приводной барабан, определяется по формуле
где e = 2,72 - основание натуральных логарифмов; μ - принимается по табл. 15.
Таблица 15
|
Состояние соприкасающихся поверхностей ленты и барабана |
Атмосферные условия |
Условия эксплуатации1 |
Коэффициент трения ленты о поверхность барабана |
|
|
Стальная или чугунная, без футеровки |
Чистые |
Сухо |
л |
0,35 |
|
Пыльные |
Сухо |
с |
0,3 |
|
|
Загрязненные: |
|
|
|
|
|
углем, песком2 |
Влажно |
т, от |
0,2 |
|
|
глиной3 |
Влажно, морозно |
т, от |
0,1 |
|
|
|
|
|
|
|
|
Футерованная резиной |
Чистые |
Сухо |
л |
0,5 |
|
Пыльные |
" |
с4 |
0,4 |
|
|
Загрязненные: |
|
|
|
|
|
углем, песком2 |
Влажно |
с4, от, т |
0,25 |
|
|
глиной3 |
Влажно, морозно |
т, от |
0,15 |
|
|
Футерованная прорезиненной лентой без обкладки |
Чистые |
Сухо |
л |
0,45 |
|
Пыльные |
" |
с |
0,35 |
|
|
Загрязненные; |
|
|
|
|
|
углем, песком2 |
Влажно |
с4, т, от |
0,25 |
|
|
глиной3 |
Влажно, морозно |
т, от |
0,1 |
|
|
1 л - легкие, с - средние, т - тяжелые, от - очень тяжелые. 2 Нелипкие грузы. 3 Липкие грузы, снижающие коэффициент трения, снег, обледенение. 4 При влажности окружающего воздуха до 65 % и транспортируемом грузе, обладающем большой влажностью, при гидроуборке помещения. |
||||
Для двухбарабанного привода
где α' и α" - углы охвата лентой первого и второго приводных барабанов.
3.12. Расчетные величины тягового фактора
коэффициентов
приведены в прил. 6.
3.13. Расчетное натяжение ветви ленты, сбегающей с приводного барабана, определяется по формуле
и проверяется по допустимой величине минимального натяжения ленты из условий ее допустимого прогиба между роликоопорами
Уточненный метод тягового расчета
3.14. Уточненный метод тягового расчета сводится к определению тяговых усилий в характерных точках конвейерной ленты: начальных и конечных точках горизонтальных, наклонных и криволинейных участков ленточного конвейера, а также в набегающей и сбегающей ветвях ленты с последующим определением окружного усилия на приводном барабане.
3.15. Расчеты уточненным методом необходимо выполнять для различных режимов работы конвейера. Расчетными режимами работы конвейера являются: режим I - пусковой с грузом, при котором производительность Q равна заданному расчетному значению; режим II - установившийся с грузом, при котором Q равно заданному расчетному значению; режим III - пусковой без груза, при котором Q = 0, режим IV - установившийся без груза, при котором Q = 0.
Расчет и выбор привода, натяжной тележки (рамы), ленты и других частей конвейера производится по результатам расчета режима II; грузовое устройство выбирается по результатам расчета режима I.
Расчеты режимов III и IV производят при наличии двигателей с фазным ротором, результаты этих расчетов используются при составлении заданий на проектирование привода.
3.16. Исходные данные для уточненного тягового расчета ленточного конвейера:
транспортируемый груз и его характеристика;
расчетная производительность конвейера; скорость ленты;
линейные нагрузки от ленты, груза и вращающихся частей роликоопор;
расчетная геометрическая схема конвейера с нанесенными характерными точками.
3.17. На рис. 3 представлены примерные расчетные геометрические схемы ленточных конвейеров.
Характерные точки конвейера нумеруются, начиная с точки сбегания ленты с приводного барабана, натяжение в которой обозначается S1 или Sсб и до точки набегания ленты на приводной барабан, натяжение обозначается Sn или Sнб.
3.18. Формулы для расчета сопротивлений движению ленты на отдельных характерных участках ленточного конвейера приведены в табл. 16.
Рис. 3. Характерные расчетные схемы конвейеров
а - с головным приводом и разгрузочной тележкой S1 = Sсб, S19 = Sнб; б - с двухбарабанным приводом, S1 = Sсб, S9 = Sнб, α = α' + α"
Таблица 16
|
Схема участка |
Сопротивление участка W, даН |
|
|
Горизонтальный верхней ветви |
|
W = (qг + qл + q'р)lw |
|
Горизонтальный нижней ветви |
|
W = (qл + q"р)lw |
|
Наклонный верхней ветви |
|
W = (qг + qл + q'р)lгw ± (qг + qл)h |
|
Наклонный нижней ветви |
|
W = (qл + q"р)lгw ± qлh |
|
Криволинейный выпуклый верхней ветви |
|
W = [Si + (qг + qл + 2q'р)R1]βкw ± (qг + qл)h |
|
Криволинейный вогнутый верхней ветви |
|
W = (qг + qл + q'р)lгw ± (qг + qл)h |
|
Криволинейный выпуклый нижней ветви |
|
W = [Si + (qл + q"р)R1]βкw ± qлh |
|
Криволинейный вогнутый нижней ветви |
|
W = (qл + q"р)lгw ± qлh |
|
Головные, концевые натяжные барабаны α = 180 - 210° |
|
W = 0,04Si |
|
Оборотный барабан α = 70 - 110° |
|
W = 0,03Si |
|
Отклоняющий барабан α < 30° |
|
W = 0,02Si |
|
Спуск, подъем ленты |
|
W = ±qлl |
|
Разгрузочная тележка |
|
W = 0,1Si |
|
Загрузочное устройство (устройства) |
|
W = 0,9qг |
|
|
W = 0,9qг + 50gh2гγlб, где: hг = 0,15 - 0,25 м, при B ≤ 800 мм; hг = 0,3 - 0,5 м, при B ≥ 1000 мм |
|
|
Борта укрытий |
|
W = к1lб, где: к1 = 3 - 5 для B ≤ 1000 мм, к1 = 6 - 10 для B > 1000 мм |
|
Плужковый сбрасыватель |
|
W = к'пqгB, где: к'п = 3 - для мелкокускового груза к'п = 3,5 - для среднекускового груза |
|
Примечание. В формулах верхний знак при движении ленты на подъем, нижний - под уклон. |
||






В таблице обозначено: Si - натяжение ленты в начале 1-го участка (даН), lб - длина бортов лотков вдоль ленты, м, βк - угол дуги криволинейного участка, рад.
Сопротивление участка с несколькими загрузочными устройствами определяется как сопротивление участка с одним загрузочным устройством, имеющим нагрузку qг равную сумме нагрузок от нескольких загрузочных устройств.
При расчете конвейеров-питателей, загружаемых из-под бункеров, необходимо учитывать дополнительное сопротивление от давления груза.
3.19. Расчет начинают с составления выражений, определяющих натяжение ленты в характерных точках, от S1 = Sсб до Sn = Sнб. Учитывая, что натяжение в каждой характерной точке трассы - Si - равно сумме натяжения в предыдущей точке - Si-1 - и сопротивления участков - W(i-1)-i, получим:
 (25)
(25)
После подстановки последняя формула системы уравнений (25) примет вид
где b1 и b2 - коэффициенты, получаемые после подстановок и сокращений.
3.20. Затем определяют тяговый фактор приводного барабана eμα:
для однобарабанного привода по формуле
для двухбарабанного привода по формуле
Величины eμα и μ см. в прил. 6.
Решая совместно (26) и (27) получаем
Полученное по формуле (29) значение Sсб подставляют последовательно в выражение (25), в результате чего получают натяжение ленты во всех рассматриваемых точках.
Аналогично определяют натяжения в характерных точках для всех четырех расчетных режимов, отличие заключается в принимаемых значениях коэффициента w (пусковой или установившийся режим) и в наличии или отсутствии на ленте груза.
3.21. Расчетное окружное усилие на приводном барабане определяется по формуле
где Sнб и Sсб - из расчета режима II; ηб - КПД приводного барабана, который определяется по формуле
где wб - коэффициент сопротивления приводного барабана (с учетом сопротивления очистных устройств и изгиба ленты); для пускового режима можно принять wб = 0,06, для установившегося режима wб = 0,04, Значения Ж приведены в прил. 6.
В табл. 17 даны величины ηб и η'б приводных барабанов для режимов I и II соответственно, при наиболее часто встречающихся значениях μ и α.
Таблица 17
|
α, ° |
ηб |
η'б |
|
|
0,25 |
210 |
0,91 |
0,86 |
|
400 |
0,95 |
0,92 |
|
|
0,3 |
210 |
0,93 |
0,89 |
|
400 |
0,95 |
0,93 |
|
|
0,35 |
210 |
0,93 |
0,9 |
|
400 |
0,95 |
0,93 |
Определение мощности привода
3.22. Мощность на валу приводного барабана (кВт) определяется по формуле
3.23. Расчетная мощность двигателя привода конвейера определяется по формуле
где к = 1,1 - 1,2 (меньшая величина берется при Nб > 50 кВт); ηп = КПД привода, принимается в пределах 0,8 - 0,92.
По полученной величине Nэ по каталогу подбирается двигатель ближайшей большей мощности.
Определение тормозного момента и необходимости установки тормоза
3.24. Тормозной момент (даН/м) на валу приводного барабана определяется по формуле
Mт = 0,5{qг тах(H + H0) - ки[P - qг(H + H0)]}Dпη, (34)
где ки - коэффициент изменения сопротивления движению ленты на трассе конвейера (принимается равным 0,5 - 0,6); η - общий КПД привода; qг тах - линейная нагрузка от массы груза на ленте при наибольшей загрузке конвейера. Определяется по Qmax и кн min.
3.25. Необходимость установки тормоза в приводном механизме конвейера с наклонными участками трассы определяется из выражения
где ΣW - сумма сопротивлений движению ленты по всему ее контуру. Численное значение ΣW принимается равным величине P.
4. ВЫБОР ОСНОВНОГО ОБОРУДОВАНИЯ ЛЕНТОЧНЫХ КОНВЕЙЕРОВ
Выбор типа ленты
4.1. Вид и тип ленты выбирается с учетом положений ГОСТ 20-85, а также по техническим условиям заводов-изготовителей лент.
При выборе ленты необходимо учитывать вид транспортируемого груза и условия эксплуатации.
4.2. При применении на конвейере резинотканевой ленты количество прокладок в ней определяется по формуле
![]() (36)
(36)
где Sнб - максимальное натяжение ветви ленты, набегающей на приводной барабан, даН; n0 - запас прочности. Значение n0 для лент общего назначения приведены в табл. 18; кр - номинальная прочность тяговой прокладки.
При количестве прокладок св. 6 необходимо применение ленты с более прочными прокладками.
Таблица 18
|
Число тяговых прокладок |
n0 при номинальной прочности кр, даН/см одной прокладки |
|||||
|
55 |
100 |
200 |
300 |
400 |
||
|
От 0 |
До 5 |
8 |
8 |
8 |
8 |
8 |
|
до 10 |
Св. 5 |
9 |
9 |
9 |
9 |
9 |
|
От 10 |
До 5 |
9 |
9 |
9 |
9 |
9 |
|
до 18 |
Св. 5 |
10 |
10 |
10 |
10 |
10 |
4.3. Удельное натяжение резинотросовой ленты (даН/см) определяется по формуле
где Sg - допустимое удельное натяжение резинотросовой ленты, даН/см; определяется по табл. 19
Таблица 19
|
РТЛ-1500 |
РТЛ-1600 |
РТЛ-2500 |
РТЛ-3150 |
РТЛ-4000 |
РТЛ-5000 |
|
|
Sg, даН/см |
180 |
190 |
300 |
380 |
480 |
600 |
Выбор типа роликоопор и принцип их расстановки
4.4. Для транспортирования насыпных грузов применяют ленточные конвейеры с желобчатыми роликоопорами с углами наклона боковых роликов 20 и 30°.
Тип роликоопор выбирается в зависимости от принятой ширины ленты, нагрузок на ролики, характеристики транспортируемых грузов, условий эксплуатации конвейера.
4.5. Нагрузка (даН), действующая на ролик, определяется по формуле
где кр - коэффициент загрузки ролика принимается равным 1 - для прямой роликоопоры: 0,7 - для среднего (горизонтального) ролика желобчатой роликоопоры; lр - расстояние между роликами.
4.6. Нагрузка, действующая на ролик не должна превышать меньшую из P'д и P"д.
P'д - допустимая нагрузка на ролик по долговечности подшипника, даН; Pд - то же, по жесткости оси, даН.
Значения P'д и Pд приведены в каталогах заводов-изготовителей. Конвейеры ленточные стационарные общего назначения с шириной ленты B = 40 - 650, Оборудование: Каталог 1-83. Ч. I / ГПКИ «Союзпроммеханизация». - М., 1983. Конвейеры ленточные стационарные общего назначения с шириной ленты B = 800 - 1200. Оборудование: Каталог 1-83. Ч. II / ГПКИ «Союзпроммеханизация». - М.: 1983. Конвейеры ленточные стационарные общего назначения с шириной ленты B = 1400 - 2000. Оборудование: Каталог 1-83. Ч. III / ГПКИ «Союзпроммеханизация». - М., 1983. Конвейеры ленточные катучие КЛК с резинотканевой лентой: Руководящие материалы по применению. IE51-980РМ / ГПКИ «Союзпроммеханизация». - М., 1986.
4.7. При транспортировании тарно-штучных грузов выбор типа ролика производится аналогично.
4.8. Типы и основные размеры роликов определены ГОСТ 22646-77*. Диаметры роликов для прямой и желобчатой роликоопор в зависимости от ширины, скорости движения ленты, а также насыпной плотности транспортируемого груза приведены в табл. 20.
Таблица 20
|
Диаметр ролика d, мм |
Ширина ленты B, мм |
Насыпная плотность груза, γ, т/м3, не более |
Наибольшая скорость движения ленты v, м/с |
|
83, 89 |
400, 500, 650 |
1,6 |
2 |
|
800 |
1,6 |
1,6 |
|
|
102, 108 |
400, 500, 650 |
2 |
2,5 |
|
800, 1000, 1200 |
1,6 |
2,5 |
|
|
127, 133 |
800, 1000, 1200 |
2 |
2,5 |
|
152, 159 |
800, 1000, 1200 |
3,15 |
4 |
|
1400, 1600, 2000 |
3,15 |
3,15 |
|
|
194, 219, 245 |
800, 1000, 1200, 1400 |
3,15 |
4 |
|
1600, 2000 |
3,15 |
6,3 |
4.9. Расстояния между верхними роликоопорами не должны превышать значений, приведенных в табл. 21.
4.10. При транспортировании сортированных грузов с размерами наибольших кусков от 350 до 500 мм указанные в табл. 21 размеры расстояний между роликоопорами уменьшаются на 10 %.
4.11. Расстояния между роликоопорами роликовых батарей на верхней ветви ленты на выпуклых кривых уменьшается в два раза по сравнению с размерами, указанными в табл. 21. На батарее должно быть установлено не менее трех роликоопор. Крайние роликоопоры батарей определяют начало и конец криволинейных, а также наклонных участков.
Таблица 21
|
Ширина ленты B, мм |
Расстояние между роликоопорами верхней ветви l'р, м, при насыпной плотности груза γ, т/м3 |
|||||
|
до 0,5 |
0,51 - 0,8 |
0,81 - 1,2 |
1,21 - 1,6 |
1,61 - 2 |
св. 2 |
|
|
400 |
1,6 |
1,5 |
1,5 |
1,5 |
1,2 |
1,2 |
|
500 |
1,6 |
1,5 |
1,4 |
1,2 |
1,2 |
1 |
|
650 |
1,5 |
1,4 |
1,4 |
1,2 |
1 |
1 |
|
800 |
1,5 |
1,4 |
1,4 |
1,4 |
1,2 |
1 |
|
1000 |
1,4 |
1,4 |
1,2 |
1 |
1 |
0,9 |
|
1200 |
1,4 |
1,2 |
1,2 |
1 |
1 |
0,9 |
|
1400 |
1,3 |
1,2 |
1,2 |
1 |
1 |
0,9 |
|
1600 |
1,3 |
1,2 |
1,2 |
1 |
1 |
0,9 |
|
2000 |
1,3 |
1,2 |
1,2 |
1 |
1 |
0,9 |
4.12. Расстояние между роликоопорами верхней ветви конвейера при транспортировании мелких штучных грузов массой до 20 кг определяется по табл. 22. Для штучных грузов массой более 30 кг расстояние между роликоопорами верхней ветви принимается равным не более половины размера груза в направлении движения ленты конвейера.
Таблица 22
|
Ширина ленты B, мм |
Наибольшая масса отдельных грузов, кг |
Расстояние между роликоопорами l'р, м |
|
400 |
12 |
1,4 |
|
500 |
15 |
1,2 |
|
650 |
20 |
1 |
4.13. Расстояние между роликоопорами нижней ветви конвейера определяется по формуле
l"р = (2 - 2,5)l'р ≤ 3,5 м. (39)
4.14. Рядовые роликоопоры, как правило, устанавливаются по высоте таким образом, чтобы образующая барабана (или плоскость стола) находилась в одной плоскости с линией обода барабана, указанной на соответствующих чертежах роликоопор.
Определение диаметра и типа барабана
4.15. Диаметр барабана определяется назначением барабана, натяжением ленты, ее шириной и видом тягового каркаса.
4.16. Нагрузка на барабан от натяжения ленты определяется по формуле
![]() (40)
(40)
4.17. Диаметры, мм, приводных (без учета футеровки) и неприводных барабанов для конвейеров с резинотканевыми лентами определяются по формуле
где кz - коэффициент типа прокладки (табл. 23); кб - коэффициент назначения барабана (табл. 24).
Таблица 23
|
55 |
100 |
200 |
300 |
400 |
|
|
кz |
125 - 140 |
141 - 160 |
171 - 180 |
181 - 190 |
191 - 200 |
|
Примечание. Меньшие значения кz принимаются для лент меньшей ширины. |
|||||
Таблица 24
|
Угол охвата барабана лентой α, ° |
Коэффициент кб при отношении натяжения ветви ленты, набегающей на барабан, к допустимому натяжению, % |
||||
|
менее 25 |
25 - 50 |
51 - 75 |
76 - 100 |
||
|
Приводной |
180 - 240 |
- |
0,63 |
0,8 |
1 |
|
Концевой натяжной |
180 - 200 |
0,50 |
0,63 |
0,8 |
1 |
|
Оборотный |
70 - 100 |
0,4 |
0,5 |
0,63 |
- |
|
Отклоняющий |
30 - 69 |
0,32 |
0,4 |
|
- |
Полученная по формуле (41) величина диаметра барабана должна быть округлена до ближайшего большего размера из нормального ряда размеров диаметров барабанов по ГОСТ 22644-77*.
4.18. Диаметры приводных барабанов для конвейеров с резинотросовыми лентами даны в табл. 25. Диаметры неприводных барабанов определяются по формуле
где кб - принимается по табл. 24.
Таблица 25
|
Диаметр приводного барабана Dп, м, при ширине ленты B, мм |
||
|
800 - 1400 |
1600 - 2000 |
|
|
РТЛ-1500 |
0,8 |
1 |
|
РТЛ-1600 |
0,8 |
1 |
|
РТЛ-2500 |
1 |
1,25 - 1,6 |
|
РТЛ-3150 |
1,25 |
1,25 - 1,6 |
|
РТЛ-4000 |
- |
1,6 |
|
РТЛ-5000 |
- |
1,6 - 2 |
|
РТЛ-6000 |
- |
2 - 2,5 |
4.19. Выбранный диаметр приводного барабана должен быть проверен по действующему давлению ленты, МПа, на поверхность барабана
Размерность величин B и Dп - мм.
Для резинотканевых лент Pл.д = 0,2 - 0,3 МПа.
Для резинотросовых лент Pл.д = 0,35 - 0,55 МПа.
4.20. Расчетный крутящий момент (даН/м) на валу приводного барабана определяется по формуле
Величина Mкр определяет выбор типоразмера приводного барабана и редуктора.
Определение параметров натяжного устройства
4.21. Полный ход натяжного устройства определяется по формуле
где Xм - монтажный ход; Xр - рабочий ход.
где кс - коэффициент, зависящий от типа стыка и натяжного устройства. Для стыка лент механическим способом и винтовых натяжных устройств кс = 0,3 - 0,5; для вулканизированных стыков лент и всех типов натяжных устройств кс = 1 - 2; ку - коэффициент, зависящий от угла наклона конвейера (при β ≤ 10° ку = 0,85; при β > 10° ку = 0,65); ε0 - упругое относительное удлинение принятого вида ленты (для резинотканевых ε0 = 0,015; для резинотросовых лент ε0 = 0,0025); кs - коэффициент использования выбранного типоразмера ленты по натяжению, кs = Sнб/Sд ≤ 1.
4.22. Усилия перемещения натяжной тележки (даН) или натяжной рамы (даН) с барабаном определяются по формулам:
Pнт = кп(S1 + S2) - 0,1mтg(sin β - кстcos β); (48)
Pнр = кп(S1 + S2) - 0,09mрg, (49)
где S1 и S2 - натяжение набегающей на натяжной барабан и сбегающей с него ветвей ленты при установившемся движении, даН; кп - коэффициент повышения натяжения при пуске конвейера (принимается равным 1,2 - 1,5); mт, mр - соответственно масса натяжной тележки с барабаном и участком ленты, и масса натяжной рамы с барабаном и участком ленты, кг; кст - коэффициент сопротивления движению натяжной тележки (принимается равным 0,05 для тележки с катками на подшипниках качения и 0,1 - для тележки с катками на подшипниках скольжения).
5. ГАЛЕРЕИ, ЗАГРУЗОЧНЫЕ, ПЕРЕСЫПНЫЕ И РАЗГРУЗОЧНЫЕ УЗЛЫ
5.1. Проектирование конвейерных галерей следует осуществлять в соответствии с требованиями СНиП 2.09.03-85 «Сооружения промышленных предприятий».
При проектировании следует применять габаритные схемы и типовые проекты галерей, разработанные с учетом типовых унифицированных конструкций и изделий.
5.2. Тип галерей (отапливаемые и неотапливаемые) необходимо выбирать в соответствии с требованиями технологии и отраслевых норм технологического проектирования.
5.3. Загрузочные и пересыпные узлы оборудуют в местах поступления груза на конвейер. Для увеличения долговечности и надежности работы ленты загрузочные и пересыпные узлы должны обеспечивать равномерную подачу груза на конвейер, соответствующую производительности конвейера.
5.4. Разгрузочные узлы оборудуются в местах передачи груза с конвейера на склад или в какой-либо технологический агрегат.
5.5. При проектировании загрузочных и пересыпных узлов рекомендуется принимать минимально возможные высоты падения груза на конвейерную ленту.
5.6. При расположении разгружаемого и загружаемого конвейеров по одной оси высота падения груза наименьшая.
При расположении разгружаемого и загружаемого конвейеров под углом в плане высота падения груза увеличивается. В таких случаях для уменьшения просыпи целесообразно применять желоба радиальной формы. При больших высотах падения крупнокускового абразивного груза в желобах целесообразно предусматривать «карманы», способствующие изменению траектории движения потока и уменьшению его скорости.
5.7. При проектировании пересыпных узлов необходимо учитывать траекторию движения груза после отрыва от разгрузочного барабана (прил. 7).
5.8. В отдельно стоящих помещениях загрузочных, пересыпных и разгрузочных узлов целесообразно предусматривать мастерские для ремонта оборудования и комнаты для обогрева обслуживающего персонала.
5.9. На загрузочных, пересыпных и разгрузочных узлах все оборудование, имеющее массу сменных частей более 50 кг, должно быть обеспечено подъемно-транспортными средствами.
5.10. Подъемно-транспортные средства над приводными станциями конвейеров должны обеспечивать обслуживание всех элементов станций-барабанов, редукторов, двигателей. Грузоподъемность подъемно-транспортных средств определяется массой наиболее тяжелых узлов.
Для обслуживания приводов рекомендуется применять кран-балки, тали. Подъемно-транспортные средства должны быть обеспечены ремонтными площадками.
5.11. Для выполнения ремонтных работ необходимо предусматривать ручной слесарный электрический инструмент напряжением до 42 В.
5.12. Для обдува оборудования перед отправкой в ремонт и расстыковки точек целесообразно предусматривать трубопроводную разводку сжатого воздуха на всех перекрытиях помещений загрузочных, пересыпных и разгрузочных узлов.
5.13. Для газопламенной сварки и резки металла целесообразно предусматривать трубопроводную разводку газообразного кислорода на давление 1,5 МПа на всех перекрытиях помещений загрузочных, пересыпных и разгрузочных узлов.
6. БОРЬБА С ПРОСЫПЬЮ И НАЛИПАНИЕМ МАТЕРИАЛА НА ЛЕНТУ
6.1. Методами борьбы с образованием просыпи в подконвейерном пространстве являются: профилактика образования просыпи, ограничение образования просыпи и уборка просыпи.
Профилактика образования просыпи достигается за счет:
подсушки налипающих и промораживания намерзающих грузов перед подачей их на конвейер;
равномерной загрузки конвейерной ленты симметрично относительно вертикальной оси поперечного сечения ленты;
смачивания либо нагрева ленты, а также путем применения лент с покрытием, обладающим гидрофобными свойствами и др.
Ограничение образования просыпи достигается за счет: очистки ленты в зоне разгрузочного барабана, очистки барабанов, переворачивания холостой ветви ленты.
Уборка просыпи может быть механической, гидравлической (гидросмыв), пневматической и пневмогидравлической.
6.2. Для механической уборки просыпи могут использоваться скребковые или ленточные конвейеры подборщики, устанавливаемые в головной или хвостовой части конвейеров.
6.3. При наличии шламовых зумпфов целесообразно применять гидравлическую уборку просыпи. Для этого под конвейером предусматриваются специальные лотки, к которым подводится вода под давлением 0,3 МПа. Под наклонным конвейером угол наклона лотков принимается равным углу наклона конвейера, под горизонтальным - равным 6 - 8°. Размеры лотков и объем подводимой воды принимаются в зависимости от ширины ленты.
7. ОТОПЛЕНИЕ ПОМЕЩЕНИЙ КОНВЕЙЕРНОГО ТРАНСПОРТА
7.1. Ограждающие конструкции помещений конвейерного транспорта по своим теплотехническим свойствам должны удовлетворять требованиям СНиП II-3-79** «Строительная теплотехника».
7.2. Отопительные устройства рассчитываются на поддержание в отапливаемых помещениях конвейерного транспорта следующих внутренних температур:
10 °С - в галереях и зданиях перегрузочных узлов при конвейерном транспорте твердого топлива (угля, торфа);
5 °С - в указанных помещениях при конвейерном транспорте других насыпных грузов.
7.3. В помещениях конвейерного транспорта могут быть применены воздушная, совмещенная с приточной вентиляцией, водяная или паровая схемы отопления. В помещениях конвейерного транспорта за исключением помещений с производствами, отнесенными по взрывопожарной безопасности к категории Б, допускается возможность применения рециркуляции воздуха. При воздушном отоплении помещений направление и скорость воздушных потоков следует принимать с учетом предотвращения распространения пыли в помещениях.
7.4. Нагревательные приборы в помещениях должны быть гладкими и располагаться таким образом, чтобы к ним обеспечивался легкий доступ для очистки. Крепление приборов отопления должно выполняться на самостоятельных опорах, индивидуально для каждого проекта. В наклонных галереях нагревательные приборы или раздачу перегретого воздуха системы воздушного отопления следует располагать преимущественно в нижних частях галерей. В помещениях топливоподачи (кроме размораживающих устройств) предельная температура на поверхности отопительных приборов должна быть не более:
130 °С - при конвейерном транспорте угля,
110 °С - при конвейерном транспорте торфа.
8. АСПИРАЦИЯ
8.1. В целях экономии электроэнергии воздуховоды аспирационных систем местных отсосов от технологического оборудования должны иметь клапаны с приводами. При остановке технологического оборудования клапан должен отключать аспирируемое оборудование.
8.2. При наличии двух и более параллельных ниток конвейеров аспирационные установки следует проектировать раздельно для каждой нитки с минимальной протяженностью воздухопроводов.
8.3. Как правило, не следует совмещать одновременную работу на одном узле системы аспирации с пенопылеподавлением.
8.4. Воздухопроводы аспирационных установок следует предусматривать, как правило, круглого сечения. В целях предупреждения отложения пыли в воздухопроводах они должны прокладываться вертикально или наклонно. В необходимых случаях следует применять пилообразную трассировку; при этом в нижних точках пилообразных воздухопроводов должны предусматриваться пылесборники, герметически закрываемые быстроразъемными соединениями. Протяженность горизонтальных участков воздухопроводов не должна превышать 10 м; эти участки должны быть оснащены устройствами для периодической очистки их от осевшей пыли (скребками с тросами, пылесборниками и др.).
Воздухопроводы аспирации, проходящие снаружи здания, должны теплоизолироваться от отрицательных температур.
8.5. Скорость движения запыленного воздуха в воздухопроводах аспирационных установок для исключения возможности оседания в них пыли принимается, м/с: 12 - 14 - на участках вертикальных и с углом наклона к горизонту св. 60°; 16 - 18 - на участках с углом наклона в пределах 45 - 60° к горизонту; 20 - 22 - на участках с углом наклона менее 45°, а также в горизонтальных; 8 - 12 - на участках после пылеулавливающих устройств; до 5 - в коллекторах.
8.6. Для очистки запыленного воздуха в аспирационных установках рекомендуется применять:
сухие циклоны (ЦН-11, ЦН-15, СИОТ),
мокрые пылеуловители - циклоны с водяной пленкой (ЦВП), коагуляционные (КМП и КЦМП), агрегаты пылеулавливающие (ТТ.765).
8.7. Уловленная пыль должна утилизироваться и использоваться на нужды собственного производства.
Выгрузка пыли из одиночных или малых установок осуществляется с помощью пылевыгрузочных устройств:
затвора-увлажнителя пылевого;
затвора пылевого двойного (системы НИИОГАЗ).
8.8. Вентиляторы аспирационных установок следует устанавливать после пылеулавливающего оборудования. Из вентиляторов и воздухопроводов, расположенных за мокрыми пылеуловителями, следует предусматривать отвод воды. Вентиляторы рекомендуется устанавливать выше мокрых пылеуловителей.
8.9. Выброс воздуха аспирационных установок в атмосферу производится высокоскоростными струями выше уровня аэродинамической тени, создаваемой зданиями. Не следует удалять аспирационный воздух через жалюзийные решетки.
9. ГИДРО- И ПАРООБЕСПЫЛИВАНИЕ, ПЕНОПЫЛЕПОДАВЛЕНИЕ
9.1. При проектировании гидро- и парообеспыливания необходимо соблюдать следующие условия:
увлажнение груза не должно превышать предела, при котором нарушается нормальное транспортирование или снижается качество груза;
должна обеспечиваться блокировка системы пено- и парообеспыливания с работой конвейера и наличием груза на ленте;
для обеспечения нормальной работы форсунок подводимая вода не должна содержать механических примесей.
9.2. При гидрообеспыливании применяют унифицированные форсунки: конусные (КФ-2,2-15; КФ-3,3-40); зонтичные (ЗФ-1,6-75); плоскоструйные (ПФ-1,6-40).
При парообеспыливании применяют насадки (Н-2,2).
При парогидрообеспыливании (пароводяной туман) применяют форсунки (Ф-2).
9.3. При паро- и гидрообеспыливании рекомендуется:
расстояние по высоте от форсунки до транспортируемого груза принимать не менее 300 мм;
факел распыленной воды, пара и пароводяного тумана направлять навстречу движению груза;
давление воды перед водяными форсунками принимать не менее 0,4 МПа, перед пароводяными форсунками - 0,06 - 0,1 МПа, давление пара перед пароводяными форсунками - не менее 0,2 МПа, перед насадками - 0,05 - 0,08 МПа.
9.4. Для повышения эффективности гидрообеспыливания следует применять поверхностно-активные вещества (ПАВ). В качестве ПАВ рекомендуется смачиватель ДБ, концентрацию которого в воде следует принимать в пределах 0,1 - 0,3 %.
9.5. При конвейерном транспортировании угля, торфа и других пылящих грузов в местах пересыпок рекомендуется предусматривать установки пенопылеподавления. Для обеспечения эффективности пенопылеподавления кратность пены должна быть в пределах 300 - 400 объемных единиц.
9.6. Для получения оптимальной кратности пены рекомендуется применять пеногенераторы конструкции Уральского отделения АТЭП с пенообразователями (ППК-30, ПО-6К; КЧНР, ПО-1Д). Оптимальное количество пенообразователя в водном растворе составляет 4 - 5 %.
9.7. Пеногенераторы устанавливаются по одному на каждое укрытие лотка после течки.
9.8. Снабжение системы пенопылеподавления сжатым воздухом может осуществляться централизованно либо от индивидуальных компрессоров или вентиляторов, устанавливаемых в помещениях перегрузочных устройств.
10. ПРИТОЧНАЯ ВЕНТИЛЯЦИЯ И УБОРКА ПОМЕЩЕНИЙ
10.1. Воздух, удаляемый аспирационными установками из отапливаемых помещений конвейерного транспорта, следует возмещать приточным очищенным воздухом, подогретым в холодное время года.
Неорганизованный приток наружного воздуха в помещение в холодный период года допускается в объеме не более однократного воздухообмена в час.
10.2. Приточный воздух рекомендуется подавать в верхнюю зону производственных помещений с малыми скоростями, чтобы исключить влияние приточной вентиляции на запыленность помещений. Забор наружного воздуха систем приточной вентиляции следует осуществлять в наименее загрязненной зоне.
10.3. Уборка пыли в отапливаемых помещениях конвейерного транспорта должна производиться, как правило, гидросмывом. В неотапливаемых помещениях или при невозможности использования гидросмыва, уборку пыли следует предусматривать пневматическим способом (пневмоуборка). Пневмоуборку пыли рекомендуется производить с помощью центральных пылесосных установок.
10.4. В отдельных случаях для уборки пыли с полов, стен, технологического оборудования, трубопроводов и т.п. рекомендуется использовать пневмогидравлические распылители (водяная метла).
11. МЕРОПРИЯТИЯ ПО ВЗРЫВОПОЖАРОБЕЗОПАСНОСТИ В СИСТЕМАХ ОТОПЛЕНИЯ И ВЕНТИЛЯЦИИ
11.1. При конвейерном транспортировании угля, торфа и сланца в закрытых помещениях взрывоопасной является пыль перечисленных видов топлива с выходом летучих веществ на горючую массу 20 % и выше, нижний предел взрываемости которых 65 г/м3 и менее. По данным Уральского отделения АТЭП концентрации пыли в воздухе, при которых возможно развитие взрыва, находится в интервалах:
120 - 170 г/м3 - для торфа;
180 - 200 г/м3 - для назаровских углей (наиболее опасные);
200 - 300 г/м3 - для сланца.
11.2. По степени взрывоопожарной опасности все производственные помещения конвейерной топливоподаче относятся к категории В (горючая пыль натурального топлива с нижним пределом взрываемости св. 65 г/м3), кроме дробильных корпусов для фрезерного торфа, которые относятся к категории Б (горючая пыль натурального топлива с возможным пределом взрываемости 65 г/м3 и менее).
11.3. Прокладка транзитных трубопроводов отопления и технологического пара, а также силовых кабелей внутри помещений топливоподач запрещается.
11.4. В качестве побудителей тяги аспирационных систем следует принимать дымососы, пылевые вентиляторы, эксгаустеры; при обеспыливании помещений с производствами категории В - в нормальном исполнении, с производствами категории Б - в искрозащищенном исполнении.
11.5. Двигатели аспирационных установок для помещений с производствами категории В следует принимать в закрытом обдуваемом исполнении, с производствами категории Б - во взрывозащищенном исполнении.
11.6. Все вентиляционное оборудование и воздуховоды во избежание накопления статического электричества должно быть надежно заземлено.
11.7. Объединение вытяжных воздуховодов помещений конвейерной топливо подачи с воздуховодами других помещений не допускается.
11.8. Воздуховоды приточных и вытяжных установок, проходящие через огнестойкую перегородку или противопожарную стену, должны быть оборудованы огнезадерживающими устройствами.
11.9. Для помещений конвейерной топливоподачи следует предусматривать возможность централизованного отключения (с пультов управления, специальных щитов или от кнопок) систем вентиляции помещения, в случае возникновения в нем пожара, за исключением систем, предназначенных для подачи воздуха в тамбуры-шлюзы, не отключаемых во время пожара.
11.10. Для помещений, оборудованных автоматическими системами извещения о возникновении пожара или тушения пожара, необходимо предусматривать блокирование этих систем с установками аспирации и приточной вентиляции, для автоматического отключения их при срабатывании систем извещения или тушения пожара.
11.11. Все проектные решения по отоплению, обеспыливанию и приточной вентиляции в части взрывопожаробезопасности должны быть выполнены в соответствии с действующими правилами взрывопожаробезопасности топливоподач электростанций, СНиП II-33-75* и директивными указаниями Минэнерго СССР, института Атомтеплоэлектропроект.
12. ПРОТИВОПОЖАРНЫЙ ВОДОПРОВОД
12.1. Противопожарный водопровод обеспечивает подачу воды на тушение пожара в отапливаемых зданиях перегрузочных устройств конвейерных линий топливоподачи. Источником питания противопожарного водопровода является одноименная сеть промплощадки электростанции.
12.2. На всех этажах зданий перегрузочных устройств устанавливаются краны, обеспечивающие полив каждой точки помещений двумя струями.
12.3. Проемы примыкания галерей топливоподачи к зданиям перегрузочных устройств защищаются дренчерными завесами, которые включаются в работу со щита управления топливоподачей и дублируются пусковыми кнопками в местах установки электродвигателей (на лестничных площадках).
12.4. Внутренняя сеть противопожарного водопровода проектируется из стальных водогазопроводных труб.
13. ПРОИЗВОДСТВЕННЫЙ ВОДОПРОВОД И КАНАЛИЗАЦИЯ
13.1. Для подачи воды на уборку пыли с полов, стен помещений, а также к аспирационным установкам проектируется внутренняя сеть производственного водопровода. Смыв пыли с пола осуществляется с помощью дырчатых труб и поливочных кранов. Смыв пыли со стен осуществляется поливочными кранами. В качестве поливочных кранов используются ручные пожарные стволы Æ 50 мм.
13.2. Источником питания производственного водопровода может быть осветленная вода оборотной системы гидроуборки.
13.3. Полы помещений, подлежащие гидроуборке, выполняются с уклоном в строну водоотводящих лотков в соответствии со СНиП II-В.8-71.
13.4. Сточная вода от гидроуборки пыли отводится в дренажные приямки, где предусматривается установка насосов, перекачивающих сточные воды на очистку для дальнейшего использования их в оборотной системе гидроуборки, либо в систему гидроводоудаления в зависимости от производительности.
13.5. Сточная вода от аспирационных установок отводится в отдельные дренажные приямки, откуда насосами подается на очистку.
14. ОСВЕЩЕНИЕ ПОМЕЩЕНИЙ КОНВЕЙЕРНОГО ТРАНСПОРТА
14.1. Электрооборудование, осветительная арматура, кабели и типы проводов должны соответствовать категории взрывопожаробезопасности помещений топливоподачи.
14.2. В помещении топливоподачи предусматривается как рабочее освещение, так и аварийное освещение для прохода обслуживающего персонала. Электрооборудование сетей освещения, как правило, должно располагаться в специально выделяемых электротехнических помещениях.
14.3. Для осветительных установок помещений конвейерного транспорта принимается напряжение 380/220 В с глухозаземленной нейтралью. Питание осветительных сетей помещений конвейерного транспорта осуществляется от трансформаторов собственных нужд 6/0,38 кВ, питающих одновременно и силовые токоприемники в этих помещениях.
14.4. Сборки освещения располагаются, как правило, в электротехнических помещениях топливоподачи и должны питаться самостоятельными линиями от разных секций, не связанных между собой или имеющих резервное питание от других источников. При этом одна из сборок может служить в качестве источника питания аварийного освещения. Трассы осветительных питающих линий, как правило, совмещаются с трассами силовых линий.
14.5. Размещение осветительной арматуры в конвейерных галереях и эстакадах зависит от количества параллельных ниток конвейеров. При наличии одной конвейерной нитки светильники располагаются в два ряда по боковым стенкам. При наличии двух конвейерных ниток осветительная арматура устанавливается в три ряда над проходами.
Аварийное освещение предусматривается только для проходов между конвейерами, с использованием минимального количества светильников.
14.6. Сеть штепсельных розеток выполняется по всей длине галереи (эстакады) с установкой розеток через 20 - 25 м. В галереях и эстакадах при конвейерном транспортировании торфа штепсельные розетки не устанавливаются, а ремонтное освещение осуществляется переносными аккумуляторными фонарями во взрывобезопасном исполнении.
14.7. Высота установки светильников в галереях (эстакадах), как правило, должна быть 2,5 - 3 м.
14.8. В помещениях перегрузочных устройств установка светильников осуществляется на стенах, колоннах, под площадками на высоте 2,5 - 4 м, в местах размещения технологического оборудования. При этом аварийное освещение предусматривается только для проходов между оборудованием.
Приложение 1
ХАРАКТЕРИСТИКИ НАИБОЛЕЕ ЧАСТО ВСТРЕЧАЮЩИХСЯ ТРАНСПОРТИРУЕМЫХ СЫПУЧИХ ГРУЗОВ
|
Насыпная плотность груза, γ, т/м3 |
Угол естественного откоса груза в покое φ0, ° |
Наибольший допускаемый угол наклона конвейера, β, ° |
|
|
Агломерат железной руды |
1,6 - 2 |
45 |
18 |
|
Агломерат свинцовой руды |
2 - 3,5 |
40 - 50 |
18 |
|
Антрацит рядовой |
0,8 - 1 |
45 |
17 |
|
Аммофос |
0,9 - 1,1 |
33 - 42 |
|
|
Апатитовый концентрат |
1,3 - 1,7 |
30 - 40 |
16 |
|
Асбест, сорт I - V |
0,3 - 0,6 |
50 |
- |
|
Асбест, сорт VI - VII |
0,4 - 0,8 |
45 |
- |
|
Брикеты из бурого угля, плоские |
0,7 - 1 |
35 - 40 |
14 |
|
Боксит дробленый |
1,3 - 1,5 |
40 - 50 |
18 |
|
Гранит крупностью 0 - 80 мм |
1,5 |
45 |
18 |
|
Галька круглая, сухая |
1,5 - 1,8 |
30 |
10 |
|
Гипс порошкообразный, воздушно-сухой |
1,2 - 1,4 |
40 |
22 |
|
Глина кусковая, сухая |
1,6 - 13 |
40 |
16 |
|
Глина кусковая, влажная |
1,9 - 2,1 |
50 |
24 |
|
Глина пылевидная |
0,4 - 1,2 |
20 |
22 |
|
Глинозем порошкообразный, сухой |
0,9 - 1,3 |
35 |
- |
|
Гравий рядовой, сухой |
1,5 - 1,8 |
30 - 45 |
18 |
|
Гравий влажный, мытый |
1,8 - 1,9 |
40 - 50 |
20 |
|
Доломит необожженный 50 - 80 мм |
1,7 - 1,9 |
35 - 40 |
18 |
|
Земля грунтовая, влажная |
1,6 - 2 |
35 - 45 |
22 |
|
Земля грунтовая, сухая |
1,1 - 1,6 |
30 - 40 |
18 |
|
Земля формовочная, готовая |
1,6 |
40 - 45 |
24 |
|
Земля формовочная, выбита |
1,2 - 1,3 |
30 - 45 |
22 |
|
Зола сухая |
0,6 - 0,9 |
45 - 50 |
18 |
|
Зерно (рожь, пшеница) сухое |
0,7 - 0,8 |
22 |
16 |
|
Известняк мелкий и среднекусковой |
1,4 - 1,7 |
35 - 40 |
18 |
|
Известь порошкообразная воздушно-сухая |
0,5 - 0,9 |
50 |
23 |
|
Калий хлористый |
0,9 |
46 |
- |
|
Камень мелко- и среднекусковой, рядовой |
1,3-1,5 |
37 - 40 |
18 |
|
Кокс рядовой |
0,4 - 0,5 |
30 |
15 |
|
Коксик с мелочью |
0,6 - 0,9 |
50 |
18 |
|
Колчедан серный, рядовой |
2 |
45 |
17 |
|
Колчедан флотационный |
1,8 |
38 - 40 |
17 |
|
Картофель (клубни) |
0,6 - 0,8 |
28 |
12 |
|
Кукуруза в зернах |
0,7 - 0,8 |
35 |
15 |
|
Концентрат железных руд, влажный |
3,2 - 5 |
25 - 50 |
22 |
|
Мел кусковый |
1,4 - 1,6 |
40 |
15 |
|
Мука ржаная, отруби |
0,5 - 0,6 |
55 |
15 |
|
Мука фосфоритная для удобрений |
1,1 - 1,8 |
37 - 45 |
12 |
|
Окатыши железорудные |
1,8 - 2,2 |
35 - 40 |
12 |
|
Опилки древесные воздушно-сухие |
0,2 - 0,3 |
40 |
27 |
|
Огарок колчеданный |
1,4 - 1,8 |
35 |
18 |
|
Окалина |
2 - 2,2 |
30 - 35 |
|
|
Песок карьерный, рядовой, воздушно-сухой |
1,4 - 1,6 |
35 - 40 |
20 |
|
Песок чистый, формовочный, сухой |
1,3 - 1,5 |
30 - 35 |
15 |
|
Песчано-гравийная смесь, воздушно-сухая |
1,6 - 1,8 |
40 - 45 |
22 |
|
Порода грунтовая (вскрыша) |
1,6 - 1,7 |
45 - 50 |
20 |
|
Пыль колошниковая |
1,1 - 2 |
- |
- |
|
Руда крупностью 0 - 25 мм и 0 - 125 мм, рядовая |
2-2,4 |
30 - 50 |
18 |
|
Сера гранулированная |
1,4 |
45 |
18 |
|
Сера двууглекислая, порошкообразная |
1 |
44 |
18 |
|
Соль поваренная, зернистая |
1 - 1,2 |
50 |
20 |
|
Соль калийная |
1,1 |
46 |
18 |
|
Соль каменная, кусковая |
0,8 - 1,8 |
30 - 50 |
18 |
|
Суперфосфат из апатита, гранулированный |
1 |
45 |
20 |
|
Стружки древесные, свежие |
0,2 - 0,5 |
50 |
27 |
|
Торф фрезерный, воздушно-сухой |
0,3 - 0,5 |
32 - 45 |
18 |
|
Уголь бурый, сухой |
0,5 - 0,6 |
35 - 50 |
16 |
|
Уголь бурый, влажный |
0,6 - 0,8 |
40 - 50 |
18 |
|
Уголь каменный рядовой |
0,6 - 0,8 |
30 - 45 |
18 |
|
Угольная пыль с мелочью |
0,5 - 0,7 |
15 - 20 |
10 |
|
Удобрения минеральные |
1 - 2 |
35 - 40 |
15 |
|
Цемент воздушно-сухой |
1 - 1,5 |
30 - 40 |
20 |
|
Шлак каменноугольный |
0,6 - 0,9 |
35 - 40 |
20 |
|
Штыб сухой |
0,9 |
30 - 45 |
20 |
|
Щебень сухой |
1,5 - 1,8 |
35 - 45 |
18 |
Приложение 2
СПРАВОЧНЫЕ ДАННЫЕ О НАИБОЛЬШЕМ УГЛЕ НАКЛОНА ЛЕНТОЧНОГО КОНВЕЙЕРА ДЛЯ ПЕРЕМЕЩЕНИЯ ТАРНО-ШТУЧНЫХ ГРУЗОВ
|
Наибольший допускаемый угол наклона конвейера, β ° |
|
|
Коробки картонные |
15 |
|
Мешки льняные и джутовые |
20 |
|
Мешки бумажные |
17 |
|
Ящики деревянные |
16 |
|
Ящики металлические |
12 |
Приложение 3
МАССА РАСЧЕТНОГО ОДНОГО МЕТРА КОНВЕЙЕРНЫХ ЛЕНТ, КГ
Таблица 1
|
Толщина наружных обкладок, мм |
Число тканевых прокладок |
||||
|
3 |
4 |
5 |
6 |
||
|
БКНЛ-65: |
|
|
|
|
|
|
400 |
|
2,9 |
3,3 |
3,6 |
4 |
|
500 |
|
3,7 |
4,1 |
4,6 |
5 |
|
650 |
|
4,7 |
5,3 |
5,9 |
6,5 |
|
800 |
|
5,8 |
6,6 |
7,3 |
8 |
|
1000 |
3/1 |
7,3 |
8,2 |
9,1 |
10 |
|
1200 |
|
8,8 |
9,8 |
10,9 |
12 |
|
1400 |
|
10,2 |
11,5 |
12,7 |
14 |
|
1600 |
|
11,7 |
13,1 |
14,6 |
16 |
|
2000 |
|
14,6 |
16,4 |
18,2 |
20 |
|
БКНЛ-65-2: |
|
|
|
|
|
|
400 |
|
3,88 |
4,24 |
4,6 |
4,96 |
|
500 |
|
4,85 |
5,3 |
5,75 |
6,2 |
|
650 |
|
6,31 |
6,89 |
7,48 |
8,06 |
|
800 |
|
7,76 |
8,48 |
9,2 |
9,92 |
|
1000 |
4/2 |
9,7 |
10,6 |
11,5 |
12,4 |
|
1200 |
|
11,64 |
12,72 |
13,8 |
14,88 |
|
1400 |
|
13,58 |
14,84 |
16,1 |
17,36 |
|
1600 |
|
15,52 |
16,96 |
18,4 |
19,84 |
|
2000 |
|
19,4 |
21,2 |
23 |
24,8 |
|
ТА-100: |
|
|
|
|
|
|
400 |
|
4,64 |
5,12 |
5,6 |
6,08 |
|
500 |
|
5,8 |
6,4 |
7 |
7,6 |
|
650 |
|
7,54 |
8,32 |
9,1 |
9,88 |
|
800 |
|
9,28 |
10,24 |
11,2 |
12,16 |
|
1000 |
5/2 |
11,6 |
12,8 |
14 |
15,2 |
|
1200 |
|
13,92 |
15,36 |
16,8 |
18,24 |
|
1400 |
|
16,24 |
17,92 |
19,6 |
21,28 |
|
1600 |
|
18,56 |
20,48 |
22,4 |
24,32 |
|
2000 |
|
23,2 |
25,6 |
28 |
30,4 |
|
ТК-100: |
|
|
|
|
|
|
400 |
|
5,12 |
5,6 |
6,08 |
6,56 |
|
|
|
6,08 |
6,56 |
7,04 |
7,52 |
|
500 |
|
6,4 |
7 |
7,6 |
8,2 |
|
|
|
7,6 |
8,2 |
8,8 |
9,4 |
|
650 |
|
8,32 |
9,1 |
9,88 |
10,66 |
|
|
|
9,88 |
10,66 |
11,44 |
12,22 |
|
800 |
|
10,24 |
11,2 |
12,16 |
13,12 |
|
|
|
12,16 |
13,12 |
14,08 |
15,04 |
|
1000 |
6/2 |
12,8 |
14 |
15,2 |
16,4 |
|
|
8/2 |
15,2 |
16,4 |
17,6 |
18,8 |
|
1200 |
|
15,36 |
16,8 |
18,24 |
19,68 |
|
|
|
18,24 |
19,68 |
21,12 |
22,56 |
|
1400 |
|
17,92 |
19,6 |
21,28 |
22,96 |
|
|
|
21,28 |
22,96 |
24,64 |
26,32 |
|
1600 |
|
20,48 |
22,4 |
24,32 |
26,24 |
|
|
|
24,32 |
26,24 |
28,16 |
30,08 |
|
2000 |
|
25,6 |
28 |
30,4 |
32,8 |
|
|
|
30,4 |
32,8 |
35,2 |
37,6 |
|
ТК-200-2: |
|
|
|
|
|
|
800 |
|
11,68 |
12,8 |
13,76 |
15,04 |
|
|
|
10,72 |
11,84 |
12,96 |
14,08 |
|
|
|
12,64 |
13,76 |
14,88 |
16 |
|
1000 |
4,5/3,5 |
14,6 |
16 |
17,2 |
18,8 |
|
|
6/2 |
13,4 |
14,8 |
16,2 |
17,6 |
|
|
6/3,5 и 8/2 |
15,8 |
17,2 |
18,6 |
20 |
|
1200 |
|
17,52 |
19,2 |
20,64 |
22,56 |
|
|
|
16,08 |
17,76 |
19,44 |
21,12 |
|
|
|
18,96 |
20,64 |
22,32 |
24 |
|
1400 |
|
20,44 |
22,4 |
24,08 |
26,32 |
|
|
|
18,76 |
20,72 |
22,68 |
24,64 |
|
|
|
22,12 |
24,08 |
26,04 |
28 |
|
ТЛК-200: |
|
|
|
|
|
|
800 |
|
11,2 |
12,48 |
13,76 |
15,04 |
|
|
|
13,12 |
14,4 |
15,68 |
16,96 |
|
1000 |
6/2 |
14,0 |
15,6 |
17,2 |
18,8 |
|
|
8/2 |
16,4 |
18,0 |
19,6 |
21,2 |
|
1200 |
|
16,8 |
18,72 |
20,64 |
22,56 |
|
|
|
19,68 |
22,56 |
23,52 |
25,44 |
|
1400 |
|
19,6 |
21,84 |
24,08 |
26,32 |
|
|
|
22,96 |
25,2 |
27,44 |
29,68 |
|
ТА-300: |
|
|
|
|
|
|
800 |
|
10,96 |
12,16 |
13,36 |
14,56 |
|
|
|
12,88 |
14,08 |
15,28 |
16,48 |
|
1000 |
6/2 |
13,7 |
15,2 |
16,7 |
18,2 |
|
|
6/3,5 и 8/2 |
16,1 |
17,6 |
19,1 |
20,6 |
|
1200 |
|
16,44 |
18,24 |
20,04 |
21,84 |
|
|
|
19,32 |
21,12 |
22,92 |
24,72 |
|
1400 |
|
19,18 |
21,28 |
23,38 |
25,48 |
|
|
|
22,54 |
24,64 |
26,74 |
28,84 |
|
1600 |
|
21,92 |
24,32 |
26,72 |
29,12 |
|
|
|
25,76 |
28,16 |
30,56 |
32,96 |
|
2000 |
|
27,4 |
30,4 |
33,4 |
36,4 |
|
|
|
32,2 |
35,2 |
38,2 |
41,2 |
|
ТЛК-300: |
|
|
|
|
|
|
800 |
|
11,44 |
12,8 |
14,16 |
15,52 |
|
|
|
13,36 |
14,72 |
16,08 |
17,44 |
|
1000 |
6/2 |
14,3 |
16 |
17,7 |
19,4 |
|
|
8/2 |
16,7 |
18,4 |
20,1 |
21,8 |
|
1200 |
|
17,16 |
19,2 |
21,24 |
23,28 |
|
|
|
20,04 |
22,08 |
24,12 |
26,16 |
|
1400 |
|
20,02 |
22,4 |
24,78 |
27,16 |
|
|
|
23,38 |
25,76 |
28,14 |
30,52 |
|
1600 |
|
22,88 |
25,6 |
28,32 |
31,04 |
|
|
|
26,72 |
29,44 |
32,16 |
34,88 |
|
2000 |
|
28,6 |
32 |
35,4 |
38,8 |
|
|
|
33,4 |
36,8 |
40,2 |
43,6 |
|
ТК-400: |
|
|
|
|
|
|
1000 |
6/2 |
14 |
15,6 |
17,2 |
18,8 |
|
|
6/3,5 |
15,8 |
17,4 |
19 |
20,6 |
|
|
8/2 |
16,4 |
18 |
19,6 |
21,2 |
|
|
10/3 |
20 |
21,6 |
23,2 |
24,8 |
|
1200 |
|
16,8 |
18,72 |
20,64 |
22,56 |
|
|
|
18,96 |
20,88 |
22,8 |
24,72 |
|
|
|
19,68 |
21,6 |
23,52 |
25,44 |
|
|
|
24 |
25,92 |
27,84 |
29,76 |
|
1400 |
|
19,6 |
21,84 |
24,08 |
26,32 |
|
|
|
22,12 |
24,36 |
26,6 |
28,84 |
|
|
|
22,96 |
25,2 |
27,44 |
29,68 |
|
|
|
28 |
30,24 |
32,48 |
34,72 |
|
1600 |
|
22,4 |
24,96 |
27,52 |
30,08 |
|
|
|
25,28 |
27,84 |
30,4 |
32,96 |
|
|
|
26,24 |
28,8 |
31,36 |
33,92 |
|
|
|
32 |
34,56 |
37,12 |
39,68 |
|
2000 |
|
28 |
31,2 |
34,4 |
37,6 |
|
|
|
31,6 |
34,8 |
38 |
41,2 |
|
|
|
32,8 |
36 |
39,2 |
42,4 |
|
|
|
40 |
43,2 |
46,4 |
49,6 |
|
МК-400/120-3: |
|
|
|
|
|
|
1000 |
6/2 |
18,8 |
21 |
23,2 |
25,4 |
|
|
8/2 |
21,2 |
23,4 |
25,6 |
27,8 |
|
|
10/3 |
24,8 |
27 |
29,2 |
31,4 |
|
1200 |
|
22,56 |
25,2 |
27,84 |
30,48 |
|
|
|
25,44 |
28,08 |
30,72 |
33,36 |
|
|
|
29,76 |
32,4 |
35,04 |
37,68 |
|
1400 |
|
26,32 |
29,4 |
32,48 |
35,56 |
|
|
|
29,68 |
32,76 |
35,84 |
38,92 |
|
|
|
34,72 |
37,8 |
40,88 |
43,96 |
|
1600 |
|
30,08 |
33,6 |
37,12 |
40,64 |
|
|
|
33,92 |
37,44 |
40,96 |
44,48 |
|
|
|
39,68 |
43,2 |
46,72 |
50,24 |
|
2000 |
|
37,6 |
42 |
46,4 |
50,8 |
|
|
|
42,4 |
46,8 |
51,2 |
55,6 |
|
|
|
49,6 |
54 |
58,4 |
62,8 |
Таблица 2
|
РТЛ-1500 |
РТЛ-2500 |
РТЛ-3150 |
РТЛ-4000 |
РТЛ-5000 |
РТЛ-6000 |
|
|
Толщина наружних обкладок, верхней/нижней, мм |
||||||
|
8/8 |
10/10 |
16/8 |
||||
|
1000 |
33 |
43 |
49 |
55 |
58 |
- |
|
1200 |
39,6 |
51,6 |
58,8 |
66 |
69,6 |
- |
|
1600 |
52,8 |
68,8 |
78,4 |
88 |
92,8 |
- |
|
1800 |
59,4 |
77,4 |
88,2 |
99 |
104,4 |
129,6 |
|
2000 |
66 |
86 |
98 |
110 |
116 |
144 |
Таблица 3
|
Толщина наружних обкладок, верхней/нижней, мм |
Масса 1 м ленты, кг |
||||
|
РТЛ-1500 |
РТЛ-1600 |
РТЛ-2500 |
РТЛ-3150 |
||
|
800 |
5,5/5,5 |
22 |
23 |
- |
- |
|
1000 |
5,5/5,5 |
28 |
29 |
37 |
43 |
|
1200 |
5,5/5,5 |
34 |
35 |
44 |
52 |
|
1400 |
5,5/5,5 |
39 |
41 |
52 |
60 |
|
1600 |
5,5/53 |
45 |
46 |
59 |
69 |
|
2000 |
5,5/5,5 |
56 |
58 |
74 |
86 |
Приложение 4
МАССА ВРАЩАЮЩИХСЯ ЧАСТЕЙ РОЛИКООПОР
Масса вращающихся частей роликоопор конвейеров общего назначения с шириной ленты 400 - 2000 мм
Таблица 1
|
Ширина ленты B, мм |
Диаметр ролика d, мм |
Масса вращающихся частей роликоопор, кг |
|||||
|
рядовой |
футерованной |
амортизирующей |
рядовой |
футерованной |
|||
|
Верхней желобчатой |
Прямой |
||||||
|
400 |
|
10 |
|
|
6 |
|
|
|
500 |
102 |
11,5 |
13 |
|
7,5 |
9,1 |
|
|
650 |
|
12,5 |
14,4 |
|
10,5 |
12,5 |
|
|
800 |
127 |
17,9 |
21,3 |
24 |
19 |
22 |
|
|
159 |
38 |
42,4 |
33 |
25 |
28,8 |
||
|
1000 |
127 |
20,7 |
24,9 |
28 |
21,5 |
25,8 |
|
|
|
159 |
43 |
48 |
39 |
28 |
32,6 |
|
|
1200 |
127 |
24,3 |
29,4 |
32 |
26 |
30,9 |
|
|
|
159 |
50 |
55 |
46 |
31 |
36,6 |
|
|
1400 |
159 |
47,5 |
54,7 |
52,9 |
37,3 |
44,6 |
|
|
|
194 |
36,5 |
95,5 |
72,7 |
60 |
68,9 |
|
|
1600 |
159 |
50,6 |
58,7 |
58,4 |
41,4 |
50,8 |
|
|
|
194 |
92,8 |
103 |
79 |
65,8 |
75,9 |
|
|
Нижней желобчатой |
|||||||
|
1400 |
159 |
40,1 |
46,9 |
|
|
|
|
|
|
194 |
71,2 |
79,1 |
|
|
|
|
|
1600 |
159 |
46,5 |
54,7 |
|
|
|
|
|
|
194 |
79,3 |
89,3 |
|
|
|
|
Масса вращающихся частей роликоопор тяжелого типа
Таблица 2
|
Ширина ленты B, мм |
Диаметр ролика d, мм |
Масса вращающихся частей, роликоопор, кг |
|
|
рядовой желобчатой |
прямой |
||
|
1600 |
159 |
63 |
43,7 |
|
2000 |
194 159 |
106 |
51,4 |
|
Примечание. В числителе дан диаметр ролика для желобчатой, в знаменателе - для прямой роликоопоры. |
|||
Приложение 5
ОЦЕНКА УСЛОВИЙ ЭКСПЛУАТАЦИИ КОНВЕЙЕРНЫХ ЛЕНТ ОБЩЕГО НАЗНАЧЕНИЯ
|
Уровень факторов или их характеристика |
Оценка фактора, баллы |
|
|
Размер, кусков груза, мм |
0 - 80 (мелкокусковый) |
0 |
|
0 - 150 (среднекусковый) |
8 |
|
|
0 - 350 (среднекусковый) |
18 |
|
|
0 - 500 (крупнокусковый) |
25 |
|
|
Абразивность груза |
Неабразивный |
0 |
|
Малоабразивный |
5 |
|
|
Абразивный |
15 |
|
|
Высокоабразивный |
25 |
|
|
Насыпная плотность груза, т/м3 |
До 1 |
0 |
|
Св. 1 до 1,7 |
0,2 |
|
|
" 1,7 " 2,3 |
0,4 ´ оценку размеров кусков |
|
|
" 2,3 " 2,7 |
0,5 |
|
|
" 2,7 " |
0,7 |
|
|
Высота свободного падения груза на ленту, мм |
До 300 |
0,2 |
|
Св. 300 до 800 |
0,5 |
|
|
" 800 " 1500 |
0,7 ´ оценку размеров кусков |
|
|
" 1500 " 2000 |
1,0 |
|
|
Скорость и направление движения груза и ленты в месте загрузки |
Близки Значительно различаются |
0 0,4 ´ оценку абразивности |
|
Минимальная температура окружающего воздуха |
Св. 0 Ниже 0 |
0 10 |
|
Воздействие атмосферных осадков или грузов с высокой влажностью |
Нет Есть |
0 10 |
|
Условия технического обслуживания |
Хорошие Затрудненные |
0 20 |
|
Примечание. 0 - 20 баллов - условия эксплуатации легкие; 20 - 50 баллов - условия эксплуатации средние; 50 - 75 баллов - условия эксплуатации тяжелы; 75 - 100 баллов - условия эксплуатации очень тяжелые. |
||
Если сумма балов превышает 100, применение конвейерных лент не допускается.
Приложение 6
ЗНАЧЕНИЯ ТЯГОВОГО ФАКТОРА Ф = eμα КОЭФФИЦИЕНТ Г = 1/(eμα - 1) И Ж = eμα/(eμα - 1)
|
Величина |
Углы обхвата лентой барабана а, ° (рад.) |
|||||||||||
|
180 (3,14) |
190 (3,22) |
200 (3,5) |
210 (3,67) |
240 (4,19) |
300 (5,24) |
330 (5,76) |
360 (6,28) |
400 (6,98) |
420 (7,85) |
480 (8,38) |
||
|
0,15 |
Ф |
1,6 |
1,65 |
1,69 |
1,73 |
1,88 |
2,20 |
2,38 |
2,57 |
2,85 |
3,25 |
3,51 |
|
|
Г |
1,66 |
1,55 |
1,45 |
1,6 |
1,14 |
0,84 |
0,73 |
0,64 |
0,54 |
0,44 |
0,4 |
|
|
Ж |
2,66 |
2,55 |
2,48 |
2,37 |
2,14 |
1,84 |
1,73 |
1,64 |
1,54 |
1,44 |
1,4 |
|
0,2 |
Ф |
1,88 |
1,94 |
2,01 |
2,08 |
2,31 |
2,85 |
3,17 |
3,52 |
4,05 |
4,84 |
5,34 |
|
|
Г |
1,14 |
1,06 |
0,99 |
0,92 |
0,76 |
0,54 |
0,46 |
0,4 |
0,33 |
0,26 |
0,23 |
|
|
Ж |
2,14 |
2,06 |
1,99 |
1,92 |
1,76 |
1,54 |
1,46 |
1,4 |
1,33 |
1,26 |
1,23 |
|
0,25 |
Ф |
2,2 |
2,29 |
2,4 |
2,5 |
2,85 |
3,71 |
4,23 |
4,82 |
5,74 |
7,05 |
8,17 |
|
|
Г |
0,84 |
0,77 |
0,72 |
0,67 |
0,54 |
0,37 |
0,31 |
0,26 |
0,21 |
0,16 |
0,14 |
|
|
Ж |
1,84 |
1,77 |
1,72 |
1,67 |
1,54 |
1,37 |
1,31 |
1,26 |
1,21 |
1,16 |
1,14 |
|
0,3 |
Ф |
2,57 |
2,71 |
2,85 |
3,01 |
3,52 |
4,82 |
5,64 |
6,6 |
8,14 |
10,6 |
12,85 |
|
|
Г |
0,64 |
0,59 |
0,54 |
0,5 |
0,4 |
0,26 |
0,22 |
0,18 |
0,14 |
0,1 |
0,09 |
|
|
Ж |
0,64 |
0,59 |
0,54 |
0,5 |
0,4 |
0,26 |
0,22 |
0,18 |
0,14 |
0,1 |
0,09 |
|
0,35 |
Ф |
3,01 |
3,2 |
3,4 |
3,61 |
4,34 |
6,27 |
7,53 |
9,06 |
11,55 |
15,6 |
18,78 |
|
|
Г |
0,5 |
0,46 |
0,42 |
0,38 |
0,3 |
0,19 |
0,17 |
0,13 |
0,08 |
0,07 |
0,06 |
|
|
Ж |
1,5 |
1,46 |
0,42 |
1,38 |
1,31 |
1,19 |
1,17 |
1,13 |
0,08 |
0,07 |
0,06 |
|
0,4 |
Ф |
3,52 |
3,78 |
4,05 |
4,34 |
5,35 |
8,14 |
10,04 |
12,39 |
16,38 |
23 |
28,56 |
|
|
Г |
0,4 |
0,36 |
0,33 |
0,3 |
0,23 |
0,14 |
0,1 |
0,09 |
0,07 |
0,05 |
0,03 |
|
|
Ж |
1,4 |
1,36 |
1,33 |
1,3 |
1,23 |
1,14 |
1,1 |
1,09 |
1,07 |
1,05 |
1,03 |
Приложение 7
КРИВАЯ СБРАСЫВАНИЯ ГРУЗА С БАРАБАНА
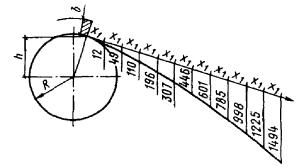
|
0,6 |
0,65 |
0,7 |
0,75 |
0,8 |
0,85 |
0,9 |
0,95 |
1 |
|
|
x1, мм h, мм |
30 |
32,5 |
35 |
37,5 |
40 |
42,5 |
45 |
47,5 |
50 |
|
37 |
43 |
50 |
57 |
65 |
74 |
83 |
92 |
102 |
|
|
Скорость ленты, м/с x1, мм h, мм |
1,1 |
1,2 |
1,25 |
1,3 |
1,4 |
1,5 |
1,6 |
1,7 |
1,75 |
|
55 |
60 |
62,5 |
65 |
70 |
75 |
80 |
85 |
87,5 |
|
|
123 |
147 |
159 |
172 |
200 |
229 |
261 |
295 |
312 |
|
|
Скорость ленты, м/с x1, мм h, мм |
1,8 |
1,9 |
2,0 |
2,1 |
2,2 |
2,3 |
2,4 |
2,5 |
- |
|
90 |
95 |
100 |
105 |
110 |
115 |
120 |
125 |
- |
|
|
330 |
368 |
408 |
440 |
493 |
539 |
587 |
637 |
- |
При скоростях ленты св. 2,5 м/с, h и x1 можно подсчитать по формулам:
h = v2/g;
x1 = 0,5bv,
где b - толщина слоя материала на ленте, мм.
Приложение 8
ПРИМЕР УТОЧНЕННОГО ТЯГОВОГО РАСЧЕТА ЛЕНТОЧНОГО КОНВЕЙЕРА
Уточненный тяговый расчет выполняется для режимов I и II работы ленточного конвейера. Расчетная геометрическая схема конвейера представлена на рис.
Исходные данные для расчета: транспортируемый материал - известняк; крупность кусков 0 - 165 мм; насыпная плотность γ = 1,5 т/м3; производительность ленточного конвейера Q = 400 т/ч; ширина ленты B = 800 мм; скорость ленты v = 1,6 м/с; распределенная нагрузка; qг = 70 даН/м; qл.ср = 14 даН/м; q'р = 17,9 даН/м; q"р = 6,4 даН/м; коэффициент полезного действия редуктора ηр = 0,94; β = βк = 18° = 0,314 рад.
Рис. Расчетная схема конвейера
1. Определяем постоянные расчетные нагрузки qраб, qхол, qгр, формулы для определения которых и результаты расчета сведены в табл. 1.
Таблица 1
|
Нагрузка, даН/м |
||
|
Режим I w = 0,052 |
Режим II w = 0,035 |
|
|
qраб = (qг + qл.ср + q'р)w |
5,29 |
3,56 |
|
qхол = (qл.ср + q"р)w |
1,06 |
0,71 |
|
qгр = qг + qл.ср |
84 |
|
Расчет режима I (пусковой с грузом):
Q = 400 т/ч; w = 0,052;
S1 = Sсб;
S2 = S1 + W1-2;
W1-2 = 0,02S1;
S2 = S1 + 0,02S1 = 1,02S1;
S3 = S2 + W2-3;
W2-3 = qхолl = 1,06×57,67 = 61,13;
S3 = 1,02S1 + 61,13;
S4 = S3 + W3-4;
W3-4 = [S3 + (qл.ср + q"р)R1]βкw - qл.срh = [1,02S1 + 61,13 + (14 + 6,4)10]0,314×0,052 - 14×0,048 = 0,016S1 - 2,48;
S4 = 1,02S1 + 61,13 + 0,016S1 - 2,48 = 1,036S1 + 58,7;
S5 = S4+ W4-5;
W4-5 = qхолl - qл.срh = 1,06×57,34 - 14×18,63 = -200;
S5 = 1,036S1 + 58,7 - 200 = 1,036S1 - 141;
S6 = S5 + W5-6;
W5-6 = qхолl - qл.срh = 1,06×30,9 - 14×4,89 = -35,7 даН;
S6 = 1,036S1 - 141 - 35,7 = 1,036S1 - 177;
S7 = S6 + W6-7;
W6-7 = qхолl = 1,06×49 = 51,9 даН;
S7 = 1,036S1 - 177+51,9 = 1,036S1 - 125;
S8 = S7 + W7-8;
W7-8 = 0,02S7 = 0,02(1,036S1 - 125) = 0,02S1 - 2,5;
S8 = 1,036S1 - 125 + 0,02S1 - 2,5 = 1,056S1 - 128;
S9 = S8 + W8-9;
W8-9 = 0,4S8 = 0,04(1,056S1 - 128) = 0,042S1 - 5,12;
S9 = 1,056S1 - 128 + 0,042S1 - 5,12 = 1,098S1 - 133;
S10 = S9 + W9-10 + 0,9qг;
W9-10 = qрабl + 0,9qг = 5,29×50 + 63 = 328 даН;
S10 = 1,098S1 - 133 + 328 = 1,98S1 + 195;
S11 = S10 - W10-11;
W10-11 = qрабl + qгрh = 5,29×30,9 + 84×4,89 = 574 даН;
S11 = 1,098S1 + 195+ 574 = 1,098S1 + 769;
S12 = S11 + W11-12;
W11-12 = qрабl + qгрh = 5,29×57,34 + 84×18,63 = 1868 даН;
S12 = 1,089S1 + 769 + 1868 = 1,098S1 +2637;
S13 = S12 + W12-13;
W12-13 = [S12 + (qг + qл.ср + 2q'р)R1]βкw + qгрh = [1,098S1 + 2637 + (70 + 14 + 2×17,9)10]0,314×0,052 + 84×0,48 = 0,017S1 + 102 даН;
S13 = 1,098S1 +2637 + 0,017S1 + 102 = 1,115S1 + 2739;
S14 = S13 + W13-14;
W13-14 = qрабl = 5,29×58,67 = 310 даН;
S14 = 1,115S1 + 2739 + 310 = 1,115S1 + 3049;
S14 = Sнб = S1eμα,
где для данного примера
μ = 0,35; α = 210° = 3,66 рад.
Решая совместно два уравнения для S14 определяем S1
1,115S1 + 3049 = S1eμα = 3,61S1;
2,495S1 = 3049;
S1 = 3049/2,495 = 1222 даН.
2. Подставляем S1 = 1222 даН в выражения для S1 - S14, вычисляем натяжения ленты в каждой точке. Результаты расчета сведены в табл. 2. В этой же таблице приведены натяжения ленты для установившегося режима.
Таблица 2
|
Расчетная формула (w = 0,052) |
Натяжение ленты (даН) для режимов |
|
|
пускового (режим I) (w = 0,052) |
установившегося (режим II) (w = 0,035) |
|
|
S1 = Sс6 |
S1 = 1222 |
S1 = 1022 |
|
S2 = 1,02S1 |
S2 = 1246 |
S2 = 1042 |
|
S3 = 1,02S1 + 61,13 |
S3 = 1308 |
S3 = 1083 |
|
S4 = 1,036S1 + 58,7 |
S4 = 1325 |
S4 = 1091 |
|
S5 = 1,036S1 - 141 |
S5 = 1122 |
S5 = 871 |
|
S6 = 1,036S1 - 177 |
S6 = 1089 |
S6 = 824 |
|
S7 = 1,036S1 - 125 |
S7 = 1141 |
S7 = 859 |
|
S8 = 1,056S1 - 128 |
S8 = 1162 |
S8 = 876 |
|
S9 = 1,098S1 - 133 |
S9 = 1209 |
S9 = 911 |
|
S10 = 1,098S1 + 195 |
S10 = 1537 |
S10 = 1082 |
|
S11 = 1,098S1 + 769 |
S11 = 2111 |
S11 = 1610 |
|
S12 = 1,098S1 + 2637 |
S12 = 3979 |
S12 = 3379 |
|
S13 = 1,115S1 + 2739 |
S13 = 4101 |
S13 = 3469 |
|
S14 = 1,115S1 + 3049 |
S14 = 4411 |
S14 = 3678 |
3. Расчет и выбор основного оборудования конвейера.
Окружное усилие на приводном барабане
P = (Sнб - Sсб)/ηб = (3678 - 1022)/0,93 = 2856 даН.
Нагрузка на приводной барабан:
S = Sнб + Sсб = 3678 + 1022 = 4700 даН.
Типоразмер приводного барабана 8080Ф-120, типоразмер конвейера 8080-120.
Расчетная мощность двигателя:
Nэ = Pvк/(100ηп) = 2856×1,6×1,15/(100×0,94) = 54,8 кВт.
Приводной механизм.
Двигатель 4А250М6 N = 55 кВт; n = 1000 об/мин.
Редуктор: Ц2У-400 Н; с передаточным числом i = 40;
Муфты: 16000-110-1,1; 2000-140-60-1,7-75-1,1.
Расчетное число прокладок ленты:
![]()
принимаем z = 5 шт.
С учетом характеристики транспортируемого груза и полученного z принимают типоразмер ленты - лента 2-800-5-ТК100-6-2-Б ГОСТ 20-85, qл = 12,2 кг/м.
Нагрузка qл отличается от qл.ср на 13 % (т.е. меньше 20 %), поэтому расчет считается окончательным.
Усилие, действующее на натяжной барабан
S' = S8 + S9 = 876 + 911 = 1787 даН:
Типоразмер натяжной тележки: 8063Т0-100
Усилие перемещения натяжной тележки:
Pнт = кп(S8 + S9) - mтg0,1(sin β - кстcos β) = 1,2(1162 + 1209) - 0,1×706×9,8(sin 18° - 0,05cos 18°) = 2840 - 184 = 2656 даН.
Масса грузов грузового устройства
Gгр = 10Pнт/g = 10×2656/9,8 = 2710 кг.
Число грузов грузового устройства
zгр = Gгр/90 = 2710/90 = 30,
где: 90 - масса одного груза, кг.
Принимают zгр = 30.
Для проверки принятого при составлении схемы трассы конвейера (см. рис. 4) вогнутого радиуса определяем натяжение ленты при установившемся режиме:
SR = S11 = S10 + (qл + q'р)lгw + qлh = 1082 + (12,2 + 17,9)30,9×0,035 + 12,2×4,89 = 1174 даН.
Радиус вогнутого участка:
R2 = 1,25SRк2к3/qл = 1,2×1174×1,2×1,1/12,2 = 152,45 м.
СОДЕРЖАНИЕ
|
|