|
||||||||||||||||||||||||
|
ФЕДЕРАЛЬНОЕ
АГЕНТСТВО |
||
|
|
НАЦИОНАЛЬНЫЙ |
ГОСТ
Р
|

Единая система защиты от коррозии и старения
ПОКРЫТИЯ ЛАКОКРАСОЧНЫЕ
Определение проникающей способности водоразбавляемых лакокрасочных материалов при электроосаждении
|
|
Москва Стандартинформ 2006 |
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены
Федеральным законом от 27 декабря
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом «Научно-исследовательский институт лакокрасочных покрытий с опытным машиностроительным заводом «Виктория» (ОАО НИИ ЛКП с ОМЗ «Виктория»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК290 «Покрытия лакокрасочные»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом
Федерального агентства по техническому регулированию и метрологии от 2 августа
4 Настоящий стандарт разработан с учетом основных нормативных положений международного стандарта ИСО 12944-6:1998 «Краски и лаки» Антикоррозионная защита стальных конструкций с помощью защитных лакокрасочных систем. Часть 6. Лабораторные методы испытаний» (ISO 12944-6:1998 «Paints and varnishes - Corrosion protection of steel structures by protective paint systems - Part 6: Laboratory performance test methods», NEQ)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Содержание
|
4 Средства измерения, аппаратура и материалы 5 Определение проникающей способности в ванне (метод А) 6 Определение проникающей способности в цилиндре (метод Б)
|
Введение
Электроосаждение водоразбавляемых лакокрасочных материалов является специальным методом получения однослойных покрытий на металлической поверхности под воздействием электрического тока. Нанесение покрытий осуществляется при погружении окрашиваемого изделия в ванну, в которой содержится водный раствор лакокрасочного материала. Изделие является анодом (катодом), а специально опущенные в ванну стальные пластины - соответственно противоположным электродом. Механизм образования покрытия связан со способностью полиэлектролитов изменять свою растворимость в воде в зависимости от рН приэлектродного пространства, в котором при наложении электрического поля происходит электролиз воды и накопление ионов водорода (на аноде) или ионов гидроксила (на катоде), взаимодействующих с водорастворимым связующим лакокрасочного материала. Частицы лакокрасочного материала, осаждаясь на поверхности металла, образуют водонерастворимую электроизоляционную пленку. В первую очередь окрашиваются участки изделия, находящиеся в зоне максимальной плотности тока; по мере возрастания изолирующего действия осажденного слоя происходит перераспределение силовых линий электрического поля и смещение области осаждения покрытия по поверхности окрашиваемого изделия. В результате образуется плотное покрытие толщиной 15 - 25 мкм, равномерное на изделиях сложной конфигурации.
Свойство лакокрасочного материала проникать в труднодоступные места окрашиваемых изделий, удаленные от противоположного электрода, и образовывать равномерные по толщине покрытия на изделиях сложной конфигурации называется проникающей способностью и является одной из основных характеристик лакокрасочных материалов для электроосаждения.
До настоящего времени этот показатель оценивался различными способами на разных приборах, не имеющих единой единицы измерения.
Целью настоящего стандарта является разработка единой методики определения проникающей способности лакокрасочных материалов для окрашивания анодным и катодным электрооосаждением.
Внедрение настоящего стандарта позволит быстро и надежно оценивать лакокрасочные материалы по проникающей способности и контролировать получение качественных покрытий на изделиях сложной конфигурации при окрашивании методом электроосаждения.
|
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ |
|
Единая система защиты от коррозии и старения ПОКРЫТИЯ ЛАКОКРАСОЧНЫЕ Определение проникающей способности водоразбавляемых лакокрасочных материалов при электроосаждении Unified system of corrosion and ageing protection. Paint coatings. Penetrability determination of water-thinned paints at electrodeposition |
Дата введения - 2009-01-01
1 Область применения
Настоящий стандарт распространяется на водоразбавляемые лакокрасочные материалы и устанавливает два метода (А и Б) определения их проникающей способности:
метод А - испытание в ванне. Метод применяют для оценки проникающей способности лакокрасочных материалов по горизонтальному распределению при нанесении их на сложнопрофильные изделия;
метод Б - испытание в цилиндре. Метод применяют для оценки проникающей способности лакокрасочных материалов по вертикальному распределению при нанесении их на сложнопрофильные изделия.
Для оценки проникающей способности лакокрасочного материала испытания проводят по методу А или по методу Б.
При разногласиях в оценке результатов, полученных вышеназванными методами, определение проникающей способности по методу А является арбитражным.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р ИСО 5725-6-2002 Точность (правильность и прецизионность) методов и результатов измерений. Часть 6. Использование значений точности на практике
ГОСТ Р ИСО/МЭК 17025-2006 Общие требования к компетентности испытательных и калибровочных лабораторий
ГОСТ 9.072-77 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Термины и определения
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1770-74 Посуда мерная лабораторная стеклянная. Цилиндры, мензурки, колбы, пробирки. Общие технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 9639-71 Листы из непластифицированного поливинилхлорида (винипласт листовой). Технические условия
ГОСТ 9980.2-86 (ИСО 842-84, ИСО 1512-74, ИСО 1513-80) Материалы лакокрасочные. Отбор проб для испытаний
ГОСТ 28246-2006 Материалы лакокрасочные. Термины и определения
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 9.072-77, ГОСТ 28246-2006, а также следующие термины с соответствующими определениями:
3.1 водоразбавляемый лакокрасочный материал: Лакокрасочный материал, вязкость которого регулируется применением воды.
3.2 проникающая способность: Способность водоразбавляемого лакокрасочного материала образовывать под воздействием постоянного электрического тока равномерное лакокрасочное покрытие в труднодоступных местах окрашиваемого изделия.
3.3 напряжение разрушения (переосаждения) лакокрасочного покрытия: Напряжение, при котором начинает образовываться некачественное покрытие рыхлой структуры.
4 Средства измерения, аппаратура и материалы
Ванна из материала, стойкого к испытуемому водоразбавляемому лакокрасочному материалу (например из винипласта по ГОСТ 9639-71), размером 420×120×100 мм.
Линейка металлическая измерительная по ГОСТ 427-75
с пределом измерения
Полоса (линейка) металлическая из стали марки 12Х18Н12Т по ГОСТ
5632-72 длиной (320±1) мм, шириной (12,5±1) мм, толщиной от 0,8 до
Пластины из стали марки 12Х18Н12Т по ГОСТ
5632-72 размером 230×80 мм и толщиной от 0,8 до
Пластина металлическая круглая из стали марки 12Х18Н12Т по ГОСТ
5632-72 диаметром
Цилиндры мерные по ГОСТ 1770-74 исполнений 1 или 3,2-го класса точности вместимостью 250 см3.
Профиль из стали марки 12Х18Н12Т по ГОСТ 5632-72 квадратного сечения размером 10×10 мм и длиной (300±1) мм, заваренный с одной стороны.
Профиль из стали марки 12Х18Н12Т по ГОСТ 5632-72 квадратного сечения размером 10×10 мм и длиной (300±1) мм, открытый с двух сторон.
Источник постоянного электрического тока для установки окрашивания методом электроосаждения со следующими характеристиками: напряжение - от 0 до 400 В; ток - от 0 до 10 А; степень пульсации тока - не более 5 %.
Мешалка механическая верхнеприводная со скоростью вращения от 1,67 до 33,3 с-1.
5 Определение проникающей способности в ванне (метод А)
Отбор проб лакокрасочного материала - ГОСТ 9980.2-86.
5.2 Подготовка к проведению испытания
Собирают испытательную установку согласно рисунку 1.
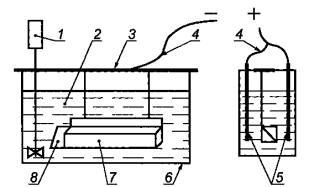
1 - механическая мешалка; 2 - рабочий раствор лакокрасочного материала; 3 - держатель; 4 - электрические изолированные провода; 5 - металлические пластины; 6 - ванна; 7 - профиль, заваренный с одной стороны; 8 – металлическая полоса (линейка)
Рисунок 1 - Схема установки для определения проникающей способности по методу А
Две металлические пластины, которые являются катодом при анодном электроосаждении (соответственно анодом при катодном электроосаждении), располагают на противоположных стенках ванны и соединяют между собой изолированным проводом. В ванну помещают 4500 см3 испытуемого лакокрасочного материала, нагретого до рабочей температуры согласно техническим документам на лакокрасочный материал.
Внутрь профиля с заваренным концом по диагонали помещают металлическую полосу (линейку), данная система является анодом при анодном электроосаждении (соответственно катодом при катодном электроосаждении). Систему (профиль с металлической полосой) с помощью держателя медленно погружают в ванну закрытым концом вниз для выхода пузырьков воздуха из профиля и располагают в центре ванны параллельно пластинам на одинаковом расстоянии от них, не касаясь дна ванны.
Перемешивание раствора проводят механической мешалкой, расположенной в торце ванны у открытого конца профиля.
Структурная электрическая схема установки окрашивания методом электроосаждения при испытании приведена на рисунке 2.
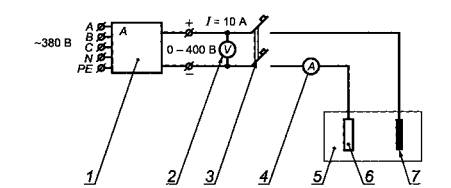
1 - источник постоянного тока, 2 - вольтметр, 3 - выключатель, 4 - амперметр, 5 - ванна электроосаждения, 6 - окрашиваемый профиль с полосой (линейкой), 7 - противоположный электрод
Рисунок 2 - Структурная электрическая схема установки окрашивания методом электроосаждения
5.3 Порядок проведения испытаний
Включают мешалку и перемешивают в течение 10 мин без пенообразования для
обеспечения однородного раствора. Затем проводят окрашивание при напряжении на
20 В ниже напряжения разрушения (переосаждения) в течение 2 мин (если не
указано другое время в технических документах на конкретный материал). После
чего отключают электропитание и вынимают систему из ванны. Из профиля вынимают
металлическую полосу, промывают ее водопроводной водой и по ней измеряют
максимальную длину окрашенного участка в сантиметрах, учитывая и след
пленкообразующего вещества (рисунок 3) за исключением части металлической
полосы, выступающей за край профиля (примерно равного
Примечание - Выступающая за край профиля часть линейки (примерно равная
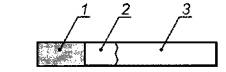
1 - окрашенный участок металлической полосы; 2 - след пленкообразующего вещества; 3 - неокрашенный участок металлической полосы
Рисунок 3 - Проникновение лакокрасочного материала по металлической полосе (линейке)
5.4 Обработка результатов испытаний
5.4.1 Проникающую способность А, см, вычисляют по формуле
|
|
(1) |
где а1 - окрашенный участок металлической полосы с одной стороны;
а2 - окрашенный участок металлической полосы с другой стороны.
5.4.2 За результат испытаний принимают среднеарифметическое значение двух параллельных измерений, расхождение между которыми не должно превышать 10 %. При превышении расхождения между двумя параллельными измерениями более 10 % необходимо повторить анализ до получения двух сходимых результатов.
5.4.3 Лакокрасочный материал считается выдержавшим испытание, если проникающая способность не меньше значения показателя, указанного в технических документах на лакокрасочный материал.
5.5 Показатели точности метода А
5.5.1 Повторяемость r
Значение, ниже которого с вероятностью 95 % будет находиться абсолютная разность между результатами двух отдельных испытаний, выполненных на идентичном материале одним оператором на одном и том же оборудовании в течение короткого промежутка времени по одному стандартизованному методу, составляет 10 %.
5.5.2 Воспроизводимость R
Значение, ниже которого с вероятностью 95 % будет находиться абсолютная разность между результатами двух отдельных испытаний, выполненных на идентичном материале операторами в разных лабораториях по одному стандартизованному методу, составляет 20 %.
5.6 Контроль показателей качества результатов измерений
5.6.1 Контроль показателей качества результатов измерений в лаборатории предусматривает проведение контроля стабильности результатов измерений с учетом требований ГОСТ Р ИСО 5725-6-2002 (раздел 6).
5.6.2 Проверку приемлемости результатов измерений, полученных в условиях повторяемости и воспроизводимости, проводят по ГОСТ Р ИСО 5725-6-2002 (раздел 5).
5.7 Оформление результатов испытаний
Результаты испытаний заносят в протокол (отчет), который оформляют в соответствии с ГОСТ Р ИСО/МЭК 17025-2006. При этом протокол испытаний должен содержать:
- обозначение настоящего стандарта;
- метод определения;
- наименование, марку лакокрасочного материала, технический документ на него;
- параметры получения покрытия (температуру раствора, °С; значения напряжения, В; продолжительность нанесения лакокрасочного материала, мин);
- количественное значение показателя по каждой стороне;
- результат измерений проникающей способности;
- фамилию, имя, отчество испытателя;
- место и дату проведения испытаний.
6 Определение проникающей способности в цилиндре (метод Б)
6.1 Отбор проб - по 5.1.
6.2 Подготовка к проведению испытаний
Собирают испытательную установку согласно рисунку 4.
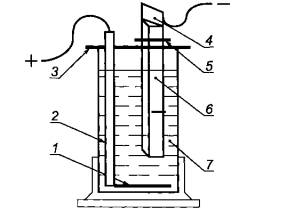
1 - круглая металлическая пластина; 2 - изолированный провод; 3 - держатель; 4 - металлическая полоса (линейка); 5 - ограничитель; 6 - профиль, открытый с двух сторон; 7 - стеклянный цилиндр на подставке
Рисунок 4 - Схема установки для определения проникающей способности по методу Б
В стеклянный мерный цилиндр помещают 250 см3 испытуемого
лакокрасочного материала, подготовленного в соответствии с техническими
документами на конкретный лакокрасочный материал На дно цилиндра опускают
круглую металлическую пластину диаметром
Внутрь профиля помещают металлическую полосу так, чтобы с одной стороны
линейка не выходила за край профиля, при этом данная система является анодом
при анодном электроосаждении (соответственно катодом при катодном
электроосаждении). Затем систему (профиль с металлической полосой) погружают в
стеклянный цилиндр так, чтобы расстояние между профилем и круглой металлической
пластиной составляло
Структурная электрическая схема установки окрашивания методом электроосаждения представлена на рисунке 2.
6.3 Порядок проведения испытаний
Проводят окрашивание при напряжении на 20 В ниже напряжения разрушения
(переосаждения) в течение 3 мин, после чего отключают электропитание, вынимают
систему из ванны. Из профиля вынимают металлическую полосу, промывают ее
водопроводной водой и по ней измеряют максимальную длину окрашенного участка
полосы в сантиметрах, учитывая след пленкообразующего вещества (рисунок
3) за исключением части металлической полосы, выступающей за край профиля.
Измерение проводят с точностью до
6.4 Обработка результатов испытаний - по 5.4.
При повторном проведении анализа раствор выливают в другую емкость для перемешивания и термостатирования.
6.5 Показатели точности метода Б
6.5.1 Повторяемость r
Значение, ниже которого с вероятностью 95 % будет находиться абсолютная разность между результатами двух отдельных испытаний, выполненных на идентичном материале одним оператором на одном и том же оборудовании в течение короткого промежутка времени по одному стандартизованному методу, составляет 10%.
6.5.2 Воспроизводимость R
Значение, ниже которого с вероятностью 95 % будет находиться абсолютная разность между результатами двух отдельных испытаний, выполненных на идентичном материале операторами в разных лабораториях по одному стандартизованному методу, составляет 20 %.
6.6 Контроль показателей качества результатов измерений - по 5.6.
6.7 Оформление результатов испытаний - по 5.7.
Ключевые слова: водоразбавляемый лакокрасочный материал, проникающая способность, напряжение разрушения покрытия, электроосаждение, испытания
|
|