|
||||||||||||||||||||||||
CCCР
МИНИCТЕРСТВО ТРАНСПОРТНОГО СТРОИТЕЛЬСТВА всесоюзный ОрдЕНА октябрьской революции НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ТРАНСПОРТНОГО СТРОИТЕЛЬСТВА
ПЛИТЫ ЖЕЛЕЗОБЕТОННЫЕ ГИБКИЕ СБОРНЫЕ ПГ-10; ПГ-12; ПГ-15
Технические
условия
ТУ 1856-87
Москва 1987 г.
СОДЕРЖАНИЕ
|
|
УТВЕРЖДАЮ: |
|
|
Главный инженер Главмостостроя И.Ф. Цариковский |
|
|
"14"________июля_____________1987 г. |
ПЛИТЫ ЖЕЛЕЗОБЕТОННЫЕ ГИБКИЕ СБОРНЫЕ ПГ-10; ПГ-12; ПГ-15;
ТУ I856-87
Технические условия
(опытная партия 10 тыс. м3)
Срок внедрения октябрь 1987 г.
|
СОГЛАСОВАНО: |
|
|
ГЛАВНЫЙ ИНЖЕНЕР ТРЕСТА. МОСТОЖЕЛЕЗОБЕТОНКОНСТРУКЦИЯ |
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ТРАНСПОРТНОГО СТРОИТЕЛЬСТВА МИНТРАНССТРОЯ (ЦНИИС) |
|
М.Г. Елистратов |
ГОЛОВНАЯ ОРГАНИЗАЦИЯ ПО СТАНДАРТИЗАЦИИ |
|
" 1 "__июля________1987 г. |
ЗАМ.ДИРЕКТОРА ЦНИИСа |
|
ГЛАВНЫЙ ИНЖЕНЕР ПОДПОРОЖСКОГО 3-ДА МЖБК; ТРЕСТА МЖБК |
Р.Д. Хасхачих |
|
" 03 " 1986 г. |
|
|
Л.Н. КОНОВАЛОВ |
ГОСУДАРСТВЕННЫЙ ИНСТИТУТ ПО ИЗЫСКАНИЯМ И ПРОЕКТИРОВАНИЮ АВТОМОБИЛЬНЫХ ДОРОГ (СОЮЗДОРПРОЕКТ) |
|
"24"______апреля________1987 г. |
ГЛАВНЫЙ ИНЖЕНЕР СОЮЗДОРПРОЕКТА |
|
ЗАМ. НАЧАЛЬНИКА СКБ ГЛАВМОСТОСТРОЯ |
В.Р. СИЛКОВ |
|
В.С. ЧАХЛОВ |
" 2 "________июня____ 1986 г. |
|
"15"_____ ноября________ 1986 г. |
ГОСУДАРСТВЕННЫЙ ИНСТИТУТ ПО ИЗЫСКАНИЯМ И ПРОЕКТИРОВАНИЮ МОСТОВ (ЛЕНГИПРОTPAHCMOCT) |
|
ГЛАВНЬЙ ИНЖЕНЕР. ЛЕНГИПРОТРАНСМОСТА |
|
|
а.к. васин |
|
|
" 29 "_________мая_______ 1986 г. |
Настоящие технические условия распространяются на гибкие железобетонные плиты толщиной 150 - 100 мм, изготавливаемые по рабочим чертежам "Плита гибкая железобетонная", шифр 258Р-КЖ1и-ПГ Ленгипротрансмост 1966 г. или № 26595-М., Союздорпроект; 1986 г.
Плиты предназначены для защиты от размыва откосов и подошв подтопляемых насыпей и регуляционных сооружений, а также откосов и дна рек и каналов.
Применение плит регламентировано "Методическими рекомендациями по проектированию и строительству гибких железобетонных покрытий, откосов транспортных сооружений", разработанных цниис в 1964 г.
Конструкция плит разработана с использованием авторского свидетельства № 251463.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ.
1.1. Гибкие железобетонные плиты должны соответствовать требованиям настоящих технических условий, и рабочим чертежам Ленгипротрансмоста № 258Р-КЖ1и-ПГ, листы 1 и 2 или Союздорпроекта № 26595-М
1.2. Допускаемые отклонения от проектных размеров приведены в таблице № 1.
Таблица 1
|
Наименование отклонений |
Допускаемые отклонения от проектных размеров мм |
|
Плиты: |
|
|
по толщине |
|
|
при величине 12 см и менее |
+5, -5 класс 8 |
|
-" -"- более 12 см |
+10, -10 класс 9 |
|
по длине и ширине до |
+10, -10 |
1.3. Бетонная поверхность плит, как правило, не отделывается.
Поверхность плит следует принимать:
для открытых поверхностей - категория А6, для закрытых, невидимых в условиях эксплуатации - категорию А7 по ГОСТ 13015.6-83.
Допускаемые размеры раковин, околов и наплывов приведены в таблице № 2.
Таблица № 2
|
Тип дефекта |
Предельные размеры, мм по категории |
|
|
А6 |
А7 |
|
|
Раковины: диаметр |
6 |
15 |
|
глубина |
3 |
5 |
|
Местные наплывы (высота) |
3 |
5 |
|
Впадины (глубина) |
3 |
5 |
|
Околы бетонов: глубина |
5 |
10 |
|
длина 1 м |
50 |
100 |
1.4. Плиты изготавливаются в условиях индустриального производства (Подпорожский завод МЖБК). При изготовлении элементов покрытия необходимо применять нестандартное, разработанное в ЦНИИСе оборудование.
Качество бетона должно отвечать требованиям ГОСТ 26633-85.
Бетон должен приготавливаться на заводах при условии предварительного проектирования состава с экспериментальной проверкой результатов подбора, автоматического или полуавтоматического дозирования составляющих бетона по массе и при наличии систематического контроля прочности и однородности бетона заводской лабораторией, а также при условии тщательного контроля за качеством изготовления конструкции.
1.5. Бетон признается соответствующим классу бетона осевому сжатию если прочность его во всех испытанных сериях будет не ниже заданной. Количество серий образцов принимается по указаниям ГОСТ 18105-86.
1.6. Класс бетона по прочности на сжатие - 27,5.
За класс бетона осевому сжатии следует принимать гарантированную прочность бетона на сжатие, определяемую испытанием образцов-кубов размером 15×15×15 см в 28-дневном возрасте в соответствии с ГОСТ 10180-78 с обеспеченностью 0,95.
1.7. Проектная марки бетона плит по морозостойкости должна быть принята по таблице № 3.
Таблица № 3.
|
Температурные условия эксплуатации |
Марка бетона по морозостойкости |
|
Умеренные |
|
|
от 0° (и выше) до - 10°С |
200 |
|
Суровые: |
300 |
|
Ниже - 10° до - 20°С |
|
|
Особо суровые: |
300 |
|
ниже - 20°С |
Для плит подводных креплений требование в отношении морозостойкости отпадает.
Марка бетона до морозостойкости должна быть указана заказчиком-потребителем продукции в заказах-спецификациях.
Для получения бетона требуемой морозостойкости следует, как правило, применять комплексные воздухововлекающие (типа СНВ) добавки в сочетании с пластифицирующими (пластификатор - концентрат сульфитно-спиртовой барды), руководствуясь указаниями ГОСТ 24211-80* и ВСН 6/118-74. Минморфлот.
1.8. Марка бетона по водонепроницаемости должна быть не ниже W6 по СНиП 2.05.03-84.
1.9. Для приготовления бетона должны применяться портландцементы (пластифицированные), соответствующие требованиям ГОСТ 22236-85 и СНиП III-43-75. Пуццолановый цемент и шлакопортландцемент применять не рекомендуется.
1.10. Заполнители для бетона должны отвечать требованиям ГОСТ 10268-80, ГОСТ 8267-82.
1.11. Отпускная прочность бетона должна быть не менее 70 % в летнее время и 80 % в зимнее время or требуемой проектом.
1.12. Армирование плит производится арматурной сталью следующих видов и классов:
Проволокой из низкоуглеродистой стали холоднотянутой для армирования железобетонных конструкций диаметром 5 мм по ГОСТ 6727-80; стержневой горячекатанной арматурой периодического профиля диаметром 14 мм по ГОСТ 5781-82.
1.13. Отклонение от проектной толщины защитного слоя не должно превышать величин, приведенных в таблице 4, по ГОСТ 13015.0-83.
Таблица № 4
|
Размер поперечного сечения конструкций, мм |
Допускаемые отклонения, мм от величины защитного слоя бетона при проектной толщине более 30 мм |
|
|
150-100 |
+5 |
-5 |
1.14. Применение в качестве арматуры новых, в том числе импортных, арматурных сталей допускается только при условии обязательной приемочной проверки, независимо от наличия сертификатов, включающей механические испытания, оценку пластичности металла, оценку свариваемости.
1.15. Допускаемые отклонения при заготовке арматуры должны соответствовать приведенным в СНиП III-43-75.
1.16. Арматурные изделия и закладные детали должны удовлетворять требованиям ГОСТ 10922-75.
1.17. Для оболочек пластической связи рекомендуется использовать полиэтилен высокой плотности (низкого давления) по ГОСТ 16338-85Е. Следует использовать комбинации на основе полиэтилена базовых марок 20708-016 или 20808-024 с термо-, фото- и антикоррозионными добавками в соответствии с рецептурой 11, 12, 20, первого сорта черного цвета.
Для конструкций, которые после монтажа будут эксплуатироваться в защищенных от прямых солнечных лучей условиях, в том числе под слоем воды толщиной не менее 0,5 м, допустимо также применение рецептур 03, 13, 17, 22, 23, 58.
При заказе следует указывать полиэтилен 207-а черный 901, сорт 1 ГОСТ 16338-85E, или 208-а черный 901, сорт 1 ГОСТ 16338-85E, где а - номер упомянутых рецептур.
1.18. При изготовлении гибких железобетонных плит следует соблюдать требования СНиП III-4-80, правил безопасности по эксплуатации оборудования, а также действующих на заводе МЖБК инструктивных указаний по технике безопасности и охране труда.
1.19. Все гибкие плиты, поставляемые потребителю, должны иметь маркировку в соответствии с ГОСТ 13015.2-81.
1.20. Плиты на технологических операциях при изготовлении, транспортировании и монтаже перемещаются при помощи специальных траверс. Их размер определен исходя из геометрических размеров и допустимых деформаций строительной конструкции, а также удобства работы с траверсой на грузоподъемных операциях, рис. 2.
2. правила приемки
2.1. Приемка работ производится в соответствии с ГОСТ 13015.1.81, СНиП III-43-75 и настоящими техническими условиями.
2.2. Плиты до отправления их из цеха предприятия на склад должны пройти операционный и приемочный контроль, выполняемый силами ОТК и лабораторией предприятия и должны быть приняты заводской инспекцией.
2.3. После приемки готовой продукции плиты маркируются в соответствии с указаниями настоящих технических условий.
2.4. Плиты принимаются партиями. На каждую партию составляется документ о качестве в соответствии с ГОСТ 13015.3-81.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Контроль качества гибких плит осуществляется в соответствии с требованиями СНиП III-43-75, ГОСТ 13015.1-81 и настоящих технических условий.
3.2. Контроль качества изготовления гибких плит должен осуществляться производственно-техническим персоналом завода, заводской лабораторией, заводской инспекцией, представителями заказчика, а в особых случаях представителями проектной организации.
Результаты контроля вносятся в специальный журнал.
Операционный и приемочный контроль производится для каждой партии плит в соответствии с ГОСТ 18105.0-80 и ГОСТ 18105.1-80.
3.3. Контроль прочности бетона производится для каждой партии плит в соответствии с ГОСТ 18105.0-80 и ГОСТ 18105.1-80. Контрольные испытания бетона на морозостойкость следует производить в соответствии с ГОСТ 10060-76.
3.4. Контроль арматурной стали осуществляется в соответствии с ГОСТ 5781-82.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Складирование гибких плит должно производиться штабелями, высотой до 2 м без применения деревянных прокладок.
Основание под штабелем должно быть ровным без ям и выступов. При этом следует обеспечить сохранность плит от повреждений, а также свободный подъём для погрузки на транспортные средства.
Складирование гибких плит должно производиться в соответствии с документом "Правила техники безопасности в производственной санитарии при производстве строительно-монтажных работ по постройке портовых гидротехнических сооружений".
Москва, Оргтрансстрой, 1967 г.
4.2. Транспортирование гибких плит производят на железнодорожных платформах и автотранспортом штабелями в соответствии с грузоподъемностью транспортных средств. Транспортирование производится после достижения бетоном отпускной прочности по п. 1.11 технических условий.
4.3. Изготовление, хранение и монтаж плит должны производиться соблюдением с правил техники безопасности согласно требованиям СНиП III-43-75 и СНиП III-4-80.
5. ГАРАНТИИ ПОСТАВЩИКА.
5.1. Гибкие плиты должны быть приняты техническим контролем предприятия-поставщика (изготовителя) и заводской инспекцией.
5.2. Поставщик (изготовитель) гарантирует соответствие гибких плит требованиям проектной документации (шифр 258Р-КЖ1и-ПГ) и настоящих технических условий при соблюдении потребителем условий транспортирования и хранения, установленных настоящими техническими условиями, а также условиям их эксплуатации.
ПЕРЕЧЕНЬ
документов, на которые даны ссылки в данных технических условиях.
|
Номер стандарта |
Класс стандарта |
Наименование паспорта |
|
|
Строительные нормы и правила "Мосты и трубы". |
|
|
|
Указания по проектированию земляного полотна железных и автомобильных дорог. |
|
|
|
Техника безопасности в строительстве. |
|
|
СНиП III-43-75 |
|
Правила производства и приемки работ. |
|
ВСН 6/118-74 |
|
Минморфлот, Минтрансстрой. Указания по обеспечению долговечности бетона и железобетонных конструкций морских гидротехнических сооружений. |
|
ГОСТ 26633-85 |
Ж 13 |
Бетон тяжелый. Технические условия. |
|
Ж 12 |
Портландцемент и шлакопортландцемент. Технические условия. |
|
|
В 22 |
Сталь горячекатаная для армирования железобетонных конструкций. Технические условия. |
|
|
В 71 |
Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных, конструкций. Технические условия. |
|
|
ГОСТ 10922-75 |
Ж 33 |
Арматурные изделия и закладные детали сварные для железобетонных конструкций. Технические требования и методы: испытаний. |
|
ГОСТ 24211-80 |
Ж 10 |
Добавки для бетонов. Классификация. |
|
ГОСТ 8267-82 |
Ж 17 |
Щебень из природного камня для строительных работ. Технические условия. |
|
ГОСТ 10268-80 |
Ж 17 |
Бетон тяжёлый. Технические требования к заполнителям |
|
Ж 19 |
Цементы. Правила приемки |
|
|
ГОСТ 16338-85 Е |
Ж 27 |
Полиэтилен низкого давления. Технические условия. |
|
ГОСТ 10180-78 |
Ж 19 |
Бетоны. .Методы определения прочности на сжатие и растяжение. |
|
Ж 33 |
Конструкции и изделия бетонные и железобетонные сборные. Общие технические требования. |
|
|
Ж 39 |
Изделия железобетонные и бетонные. Общие технические требования. |
|
|
Ж 39 |
Конструкции и изделия бетонные и железобетонные сборные. Правила маркировки. |
|
|
Ж 33 |
Конструкции и изделия бетонные и железобетонные сборные. Документ о качестве. |
|
|
ГОСТ 18105.-86 |
|
Бетоны. Правила контроля прочности. |
|
ГОСТ 10060-76 |
Ж 19 |
Бетоны. Методы определения морозостойкости |
|
ГОСТ 14192-77 |
Д 79 |
Маркировка грузов. |
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
|
Номера листов страниц |
Всего листов (стр.) в документе |
№ документа |
Входящий № сопроводи-тельного документа, дата |
Подпись |
Дата |
|||
|
Измененных |
Замененных |
Новых |
Аннулиро-ванных |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
СХЕМА ПОДЪЕМА ПЛИТЫ
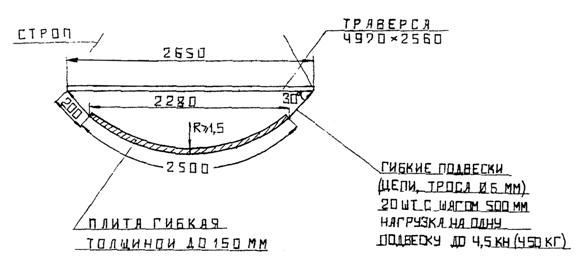
Рис. 2
Размеры, мм
Ответственные исполнители работы
|
ВНИИ транспортного строительства (ЦНИИС) Минтрансстроя |
Зав. Лабораторией к.т.н. Л.Н.
Юдин |
|
Государственный институт по изысканию и проектированию мостов (Ленгипротрансмост) |
ГИП отдела больших мостов В.В. Рысцов |
|
Ст. инженер М.А. Сорокина |
|
|
Гипростроймост |
Начальник отдела МЖБК В.Н. Шишов |
|
Главмостостроя |
Главный конструктор проекта В.С. Новолодский |
|
|