|
||||||||||||||||||||||||
МИНИСТЕРСТВО ЭНЕРГЕТИКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
УТВЕРЖДЕНО
Приказом
Министерства энергетики
Российской Федерации
от 24 июня 2003 г. № 250
ИНСТРУКЦИЯ
ПО ПРОДЛЕНИЮ СРОКА СЛУЖБЫ
ПАРОПРОВОДОВ ИЗ ЦЕНТРОБЕЖНОЛИТЫХ ТРУБ
НА ТЕПЛОВЫХ ЭЛЕКТРОСТАНЦИЯХ
СО 153-34.17.455-2003


Вводится
в действие
с 24.06.2003 г.
Настоящая Инструкция распространяется на паропроводы горячего промперегрева тепловых электростанций, изготовленные с применением центробежнолитых труб из стали 15Х1М1Ф.
1 ОБЩИЕ ПОЛОЖЕНИЯ
1.1 Настоящая Инструкция регламентирует порядок проведения технического диагностирования паропроводов из центробежнолитых труб, включая методы, объемы и периодичность контроля, а также нормы и критерии оценки качества основного металла и сварных соединений.
1.2 Контроль проводится с целью выявления и отбраковки дефектных центробежнолитых труб и их сварных соединений.
1.3 Значения паркового ресурса основных элементов паропроводов из центробежнолитых труб, а также методы, объем и периодичность контроля металла при эксплуатации в пределах паркового ресурса изложены в разделах 2 и 3 настоящей Инструкции.
1.4 Возможность продления срока эксплуатации паропроводов из центробежнолитых труб сверх паркового ресурса основывается на положительных результатах обследования (в том числе неразрушающего контроля, лабораторных исследований) и расчетных оценок остаточного ресурса.
Конкретно возможность, срок и условия дальнейшей эксплуатации паропроводов из центробежнолитых труб сверх паркового ресурса устанавливаются в соответствии с разделом 4 настоящей Инструкции.
2 ПАРКОВЫЙ РЕСУРС
Парковый ресурс паропроводов, изготовленных из центробежнолитых труб, приведен в таблице 1.
Таблица 1
|
Номинальные параметры пара |
Парковый ресурс основных элементов паропроводов, тыс. ч |
Парковый ресурс паропроводов в целом, тыс. ч |
||||
|
Dн, мм |
Sн, мм |
T °С |
P МПа |
Прямые трубы |
Сварные соединения |
|
|
920 |
32 |
545 |
3,9 |
100 |
100 |
100 |
|
630 |
25 |
545 |
3,9 |
100 |
100 |
100 |
|
630 |
28 |
545 |
3,9 |
100 |
100 |
100 |
|
630 |
25 |
545 |
2,5 |
150 |
150 |
150 |
Примечание - Парковый ресурс паропроводов из центробежнолитых труб, эксплуатируемых при параметрах, отличных от указанных в таблице 1, и парковый ресурс стыковых сварных соединений разнотолщинных элементов (например, соединений с литыми, коваными и штампованными деталями) устанавливается дополнительно.
3 МЕТОДЫ, ОБЪЕМЫ И СРОКИ КОНТРОЛЯ МЕТАЛЛА ЦЕНТРОБЕЖНОЛИТЫХ ТРУБ ПАРОПРОВОДОВ
Контроль металла центробежнолитых труб проводится в соответствии с требованиями, изложенными в таблице 2.
Таблица 2
|
Метод контроля |
Объем контроля |
Сроки проведения контроля |
Примечание |
|
|
Прямые трубы из стали 15Х1М1Ф |
Измерение остаточной деформации |
100 % |
При наработке 50000, 100000, 150000 и 200000 ч |
При достижении остаточной деформации, равной половине допустимого значения, измерения ее проводятся каждые 25000 ч |
|
Металлографический анализ с оценкой свойств металла и микроповреждаемости на вырезке |
Не менее 2 труб |
При наработке 100000 и 200000 ч |
Металлографический анализ проводится на отобранных пробках или на вырезке |
|
|
Сварные стыковые соединения |
УЗТ |
100 % |
При наработке 100000 ч |
Толщина стенки контролируется один раз в зоне сварного соединения (место расточки под подкладное кольцо) |
|
ТВ |
100 % |
При наработке 100000, 150000 и 200000 ч |
Измеряется твердость металла шва и примыкающего основного металла. Контролю подлежат заводские стыки, а также стыки с ремонтными подварками |
|
|
Металлографический анализ с помощью реплик ЗТВ сварного соединения |
10 % |
При наработке 100000, 150000 и 200000 ч |
Контролю подвергаются стыки: с разупрочненным металлом шва (твердость шва ниже твердости основного металла); с подваркой; разнотолщинных элементов (труба - штампосварное колено и др.) |
|
|
Исследование структуры и свойств металла на вырезке |
Одно сварное соединение с основным металлом на паропровод |
При наработке 100000 и 200000 ч |
Вместо вырезки сварного соединения (катушки) допускается вырезка пробки диаметром не менее 120 мм с последующей вваркой глухого штуцера |
Примечания
1 Объем и периодичность контроля после выработки паркового ресурса металла паропроводов изложены в разделе 4 настоящей Инструкции.
2 В разделе 3 настоящей Инструкции приняты следующие сокращения:
УЗТ - ультразвуковая толщинометрия; ТВ - измерение твердости; ЗТВ - зона термического влияния; УЗК - ультразвуковой контроль; МПД - магнитопорошковая дефектоскопия; ЦД - цветная дефектоскопия.
4 ПОРЯДОК ПРОДЛЕНИЯ СРОКА СЛУЖБЫ ПАРОПРОВОДА ПОСЛЕ ВЫРАБОТКИ ПАРКОВОГО РЕСУРСА
4.1 Парковый ресурс паропровода, изготовленного из центробежнолитых труб, не является предельным сроком эксплуатации.
Продление срока службы паропроводов сверх паркового ресурса осуществляется на основании:
- поверочного расчета на прочность от действия внутреннего давления с оценкой запаса прочности центробежнолитых труб;
- поверочных расчетов на прочность с учетом всего комплекса нагружающих факторов в соответствии с действующей нормативной документацией, с оценкой остаточного ресурса для основного металла и сварных соединений;
- анализа режимов эксплуатации и результатов контроля за весь срок службы, включая ревизию опорно-подвесной системы.
4.2 К эксплуатации сверх паркового ресурса паропровод из центробежнолитых труб допускается при условии, что его металл, включая сварные соединения, по результатам обследования удовлетворяет критериям качества, изложенным в разделе 6 данной Инструкции. Допустимый срок продления эксплуатации паропровода устанавливается на основании результатов расчета остаточного ресурса с учетом фактических данных о структурном состоянии основного металла и сварных соединений, а также характеристик длительной прочности.
4.3 Решение о возможности и сроке продления эксплуатации паропровода после отработки им паркового ресурса принимается на основании заключения экспертной организации, аккредитованной в установленном порядке.
5 ОСНОВНЫЕ МЕТОДИЧЕСКИЕ ПОЛОЖЕНИЯ ПО ПРОВЕДЕНИЮ КОНТРОЛЯ МЕТАЛЛА ЦЕНТРОБЕЖНОЛИТЫХ ТРУБ И СВАРНЫХ СОЕДИНЕНИЙ
Для оценки состояния основного металла и сварных соединений центробежнолитых труб и пригодности паропровода к дальнейшей эксплуатации контролируется и исследуется металл в соответствии с требованиями данного раздела.
5.1 Основной металл центробежнолитых труб
5.1.1 После выработки паркового ресурса или накопления остаточной деформации более 0,5 % техническое состояние паропровода и возможность его дальнейшей эксплуатации оцениваются на основании результатов контроля и диагностики состояния металла.
5.1.2 Вырезка катушки или отбор пробки основного металла совмещаются с вырезкой сварного стыка или отбором пробки сварного соединения.
На вырезанных образцах металла определяются механические свойства и проводится металлографический анализ.
5.1.3 Металлографический анализ должен включать оценку состояния макро- и микроструктуры металла труб.
5.1.4 Макроструктурный анализ проводится на темплетах по всему поперечному сечению стенок труб для фиксирования ликвационной полосчатости и визуального выявления макронесплошностей технологического происхождения. Результаты анализа сравниваются с данными, приведенными в технических условиях.
5.1.5 Микроструктурный анализ проводится на шлифах поперечного сечения стенок труб как в зонах с основной структурой, так и в ликвационной зоне, примыкающей главным образом к внутренней поверхности трубы, для выявления степени развития ликвационных структур и фиксирования микродефектов технологического происхождения (приложение 1). Результаты анализа сравниваются с данными по шкале ликвационных микроструктур металла центробежнолитых труб из стали 15Х1М1Ф, приведенной в приложении 2.
5.1.6 Микроповрежденность металла, которая развивается в процессе эксплуатации, исследуется на шлифах поперечного сечения стенок труб как в зонах с основной структурой, так и в ликвационной зоне, примыкающей, главным образом, к внутренней поверхности трубы. Полученные данные оцениваются по шкале микроповреждаемости металла центробежнолитых труб из стали 15Х1М1Ф приложения 3 без учета исходных технологических дефектов.
Объемная доля пор ΔV (%), т.е. доля площади, занимаемой порами на шлифе, рассчитывается по формуле
![]() , (1)
, (1)
где Vi - объем пор;
V - объем металла;
Si - доля площади шлифа, занятая порами;
S - площадь поверхности шлифа;
SF - исследуемая площадь шлифа;
i … N - количество пор;
Рi = di/Di - коэффициент сферичности отдельной поры;
Di и di - максимальный и минимальный размер поры соответственно.
С учетом расчетной формулы (1) для увеличения ´500 ΔV (%) рассчитывается по формуле
![]() , (2)
, (2)
где n - количество просмотренных полей.
Объемная доля пор определяется на участках с максимальным их сосредоточением.
5.1.7 Образцы для механических испытаний необходимо вырезать из зон металла, примыкающих к внутренней поверхности труб.
5.1.8 По результатам металлографического анализа и значениям механических свойств экспертная организация решает вопрос о необходимости дополнительной вырезки для определения жаропрочности.
5.1.9 При выявлении в металле центробежнолитых труб микроповрежденности, оцениваемой баллами 6 и 7 шкалы микроповреждаемости металла центробежнолитых труб из стали 15Х1М1Ф (см. приложение 3), и (или) превышении критических значений остаточной деформации допускается временная дальнейшая эксплуатация труб на ограниченный срок по согласованию с экспертной организацией.
5.1.10 Остаточная деформация труб измеряется микрометром (точность шкалы 0,05 мм) по реперам, устанавливаемым на трубах длиной 500 мм и более. Реперы располагают по двум взаимно перпендикулярным диаметрам в средней части каждой прямой трубы. При невозможности установки реперов в этих направлениях допускается установка только одной пары реперов.
Реперы к телу контролируемой трубы должны привариваться с помощью ручной дуговой или аргонодуговой сварки. Установка реперов на трубы и нанесение на исполнительную схему-формуляр мест их расположения производится во время монтажа при непосредственном участии представителя лаборатории металлов и владельца паропровода.
Реперы на схеме должны иметь нумерацию, остающуюся постоянной в течение всего периода эксплуатации паропровода.
Места их расположения должны быть отмечены указателями, выступающими над поверхностью паропровода.
Остаточная деформация ползучести измеряется при температуре стенки труб не выше 50 °С. Результаты измерений заносятся в формуляр.
Остаточная деформация ползучести ΔE (%) от начала эксплуатации до момента измерения определяется по формуле
![]() , (3)
, (3)
где Di - диаметр, измеренный по реперам при i-ом измерении в двух взаимно перпендикулярных направлениях (Dг - горизонтальное, Dв - вертикальное);
Dисх - исходный диаметр трубы, измеренный по реперам в исходном состоянии;
Dтр - наружный диаметр трубы, измеренный вблизи реперов в двух взаимно перпендикулярных направлениях в исходном состоянии.
В формулу (3) подставляются значения измерений как в горизонтальном, так и в вертикальном направлениях. Наибольшее значение принимается за расчетное. Меньшее из полученных значений также заносится в формуляр. Сводные результаты измерений остаточной деформации по всем трубам, на которых проводились измерения за истекший год, заносятся в отдельный формуляр.
5.1.11 Состояние опорно-подвесной системы проверяется в соответствии с требованиями действующей нормативной документации.
5.2 Сварные соединения
5.2.1 Оценка состояния и возможности продления срока службы сварных соединений устанавливаются на основании результатов их контроля, а также исследований структуры и свойств металла сварных соединений на образцах из вырезки стыка или пробки из паропровода.
5.2.2 Стыковое сварное соединение вырезается из паропровода с помощью газовой резки: ацетилено-кислородной или смеси любого горючего газа с кислородом. Длина вырезаемого сварного трубного элемента с кольцевым швом посередине должна составлять не менее 250 мм. Вырезанный сварной трубный элемент следует отторцевать на токарном станке до длины не менее 200 мм со швом посередине. Сварной трубный элемент на поперечные шву погоны-темплеты разрезается только механическим способом на фрезерном или строгальном станке.
Пробка из действующего паропровода вырезается только механическим способом: фрезерованием, высверливанием... Она должна быть диаметром не менее 120 мм с последующей приваркой глухого штуцера в сварное соединение паропровода.
Технология приварки глухого штуцера Dу ³ 100 мм в стыковое сварное соединение паропровода горячего промперегрева из центробежнолитых труб в зоне отверстия, полученного в результате вырезки контрольной пробки приведена в приложении 4.
5.2.3 Образцы из погонов-темплетов для проведения испытаний и исследований изготавливаются только механическим способом: точением, строганием, фрезерованием, шлифованием, полированием.
5.2.4 При исследовании сварного соединения, вырезанного из действующего паропровода, определяются:
- твердость основного металла, зоны термического влияния (ЗТВ) и металла шва соединения в 3 - 4 продольных сечениях на шлифе поперечного сечения стыка;
- кратковременные механические свойства при комнатной и рабочей температурах по результатам исследований гладких образцов на растяжение и образцов с надрезом Менаже на ударный изгиб, надрез наносится по зоне сплавления;
- статическая трещиностойкость при комнатной и рабочей температурах по результатам испытания образцов с надрезом;
- химический состав металла шва и при необходимости дополнительно основного металла и карбидный анализ металла этих зон;
- качество зон сварного соединения по результатам металлографического анализа трех макрошлифов поперечного сечения;
- микроструктура и микроповрежденность зон сварного соединения по результатам металлографического исследования 2 - 3 микрошлифов поперечного сечения;
- жаропрочные свойства (при необходимости).
При исследовании фрагмента сварного соединения (пробки), вырезанного из действующего паропровода, определяются:
- твердость металла зон сварного соединения;
- химический состав металла шва;
- макро- и микроструктура с оценкой микроповрежденности металла зон сварного соединения.
При исследовании основного металла центробежнолитых труб определяются:
- кратковременные механические свойства при комнатной и рабочей температурах;
- критическая температура хрупкости;
- состояние макро- и микроструктуры по сечению стенок труб;
- микроповрежденность основной и ликвационной структуры порами с определением объемной доли пор;
- жаропрочные свойства (при необходимости).
6 КРИТЕРИИ ОЦЕНКИ СОСТОЯНИЯ МЕТАЛЛА
6.1 Основной металл центробежнолитых труб
6.1.1 Остаточная деформация для труб из стали 15Х1М1Ф не должна превышать 1,0 %.
6.1.2 Допускается в результате эксплуатации в условиях ползучести уменьшение уровня требований технических условий кратковременного предела прочности и предела текучести не более чем на 60 и 80 МПа соответственно.
Снижение по сравнению с уровнем требований технических условий характеристик ударной вязкости и кратковременной пластичности не допускается.
6.1.3 В макроструктуре труб не должно быть трещин, расслоений, флокенов. Допускаются отдельные шлаковые, песчаные, газовые раковины наибольшим линейным размером до 1 мм.
6.1.4 Трубы, в макроструктуре металла которых обнаружена ликвационная полосчатость в объеме более 50 %, не должны допускаться к эксплуатации.
6.1.5 При микроструктурном анализе браковке должны подвергаться трубы с ликвационными зонами V балла шкалы ликвационных микроструктур металла центробежнолитых труб из стали 15Х1М1Ф (см. приложение 2). Микроструктурный анализ металла труб с ликвационными зонами IV балла шкалы гладких образцов должен быть подтвержден удовлетворительными данными ударной вязкости и кратковременной пластичности на образцах, вырезанных из зоны ликвации.
6.1.6 Микроповрежденность структуры не должна превышать балла 5 шкалы микроповреждаемости металла центробежнолитых труб из стали 15Х1М1Ф (см. приложение 3).
6.1.7 При обнаружении во время эксплуатации труб с браковочной структурой необходимо провести дополнительные испытания и диагностировать состояние металла по специальной программе.
6.2 Сварные соединения
6.2.1 Качество и состояние наружной поверхности сварных соединений должны удовлетворять требованиям действующей нормативной документации.
6.2.2 Кратковременные механические свойства сварных соединений по результатам измерения твердости и испытания образцов на растяжение и ударный изгиб при температуре 20 °С, химический состав сварных швов должны соответствовать требованиям действующей нормативной документации.
6.2.3 Качество сварных соединений по результатам металлографического анализа, включающего макроанализ шлифов поперечного сечения, микроанализ шлифов или реплик (при этом браковочным признаком является наличие цепочек или скопление пор ползучести по границам зерен и (или) микротрещин) должно соответствовать требованиям действующей нормативной документации.
6.2.4 Качество сварных соединений по результатам проверки методами УЗК, МПД (или ЦД, или визуальным контролем травленой 5 - 10 %-ным водным раствором азотной кислоты поверхности) должно удовлетворять нормам качества и отвечать нормативным требованиям, изложенным в действующей нормативной документации.
6.2.5 Длительная прочность сварных соединений должна удовлетворять требованиям действующей нормативной документации с учетом наработки паропровода горячего промперегрева. Длительная пластичность (относительное сужение в месте разрушения образцов при испытании на длительную прочность) должна быть не менее 10 %.
7 ЗАКЛЮЧИТЕЛЬНЫЕ ПОЛОЖЕНИЯ
Термины и определения, используемые в настоящей Инструкции, приведены в приложении 5.
Приложение 1
ДЕФЕКТЫ ТЕХНОЛОГИЧЕСКОГО ПРОИСХОЖДЕНИЯ МЕТАЛЛА ЦЕНТРОБЕЖНОЛИТЫХ ТРУБ СТАЛИ 15Х1М1Ф
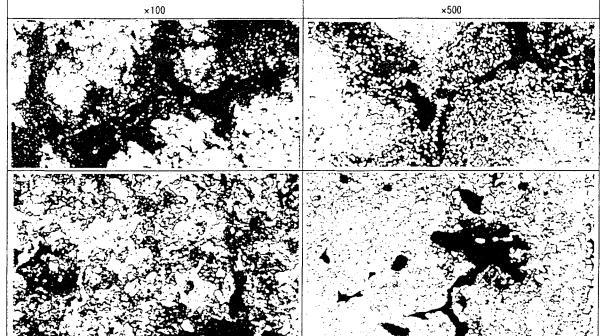
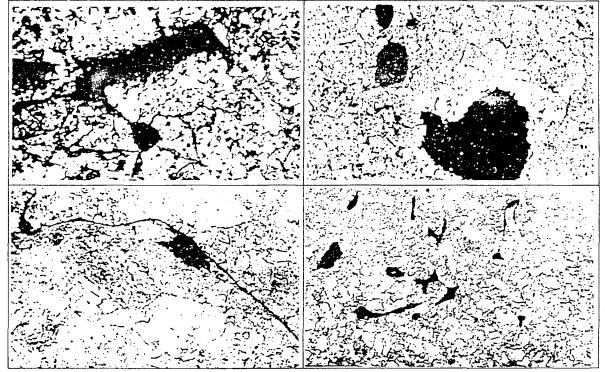
Приложение 2
ШКАЛА ЛИКВАЦИОННЫХ МИКРОСТРУКТУР МЕТАЛЛА ЦЕНТРОБЕЖНОЛИТЫХ ТРУБ ИЗ СТАЛИ 15Х1М1Ф
|
Структурное состояние |
Характеристика микроструктуры металла по сечению стенки трубы |
Морфологические особенности строения ликвационных зон |
Показатель балльности ликвационной неоднородности |
|
|
´ 100 |
´ 500 |
|||
|
|
|
Ликвационная полосчатость отсутствует |
Ферритно-бейнитная структура без признаков ликвационных выделений |
I |
|
|
|
Ликвационная полосчатость |
Слабо развитые ликвационные выделения (прослойки), занимающие часть границ дендритных зерен, без дефектов типа несплошностей |
II |
|
|
|
То же |
Развитые ликвационные прослойки, распределенные по границам дендритов, без дефектов типа несплошностей |
III |
|
|
|
-«- |
Развитые ликвационные прослойки с локализацией в них пор (³ 5 мкм) |
VI |
|
|
|
-«- |
Развитые ликвационные прослойки с локализацией в них микротрещин |
V |
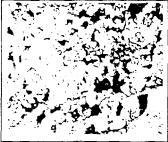



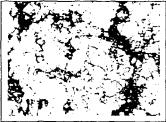



Приложение 3
ШКАЛА МИКРОПОВРЕЖДАЕМОСТИ МЕТАЛЛА ЦЕНТРОБЕЖНОЛИТЫХ ТРУБ ИЗ СТАЛИ 15X1М1Ф
|
Структурное состояние (´ 500) |
Характер повреждаемости |
Объемная доля пор в зонах с наибольшей вероятностью разрушения, % |
Показатель балльности микроповрежденности металла |
|
|
Поры отсутствуют |
ΔV = 0 |
1 |
|
|
Отдельные поры по границам зерен размером £ 1 мкм |
ΔV £ 0,01 |
2 |
|
|
Цепочки из пор по границам зерен размером ≈ 1 мкм. Отдельные поры до 2 мкм |
ΔV = 0,01 ÷ 0,02 |
3 |
|
|
Слившиеся цепочки из пор размером 1 - 1,5 мкм в пределах зерна. Отдельные поры размером до 2 мкм |
ΔV = 0,02 ÷ 0,03 |
4 |
|
|
Слипшиеся цепочки из пор в пределах нескольких зерен. Отдельные поры размером 2 - 3 мкм |
ΔV = 0,03 ÷ 0,10 |
5 |
|
|
Разветвленная система слившихся цепочек из пор и микротрещин по границам зерен и субзерен раскрытием до 2 мкм. Отдельные поры размером 2 - 3 мкм |
ΔV = 0,10 ÷ 0,20 |
6 |
|
|
Микротрещины в пределах нескольких зерен раскрытием до 3 мкм со скоплениями пор размером до 5 мкм |
ΔV ³ 0,2 |
7 |






Приложение 4
ТЕХНОЛОГИЯ ПРИВАРКИ ГЛУХОГО ШТУЦЕРА Dу ³ 100 мм В СТЫКОВОЕ СВАРНОЕ СОЕДИНЕНИЕ ПАРОПРОВОДА ГОРЯЧЕГО ПРОМПЕРЕГРЕВА ИЗ ЦЕНТРОБЕЖНОЛИТЫХ ТРУБ В ЗОНЕ ОТВЕРСТИЯ, ПОЛУЧЕННОГО В РЕЗУЛЬТАТЕ ВЫРЕЗКИ КОНТРОЛЬНОЙ ПРОБКИ
1 ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1 Последовательность проведения технологических операций следующая:
вырезка контрольной пробки из стыкового сварного соединения паропровода;
проведение контроля качества металла штуцера и участка сварного соединения паропровода в зоне отверстия от вырезанной пробки;
сборка и приварка штуцера угловым швом к стыку паропровода с выполнением промежуточной термической обработки;
обработка поверхности углового шва механическим способом, приварка донышка к штуцеру;
заключительная термообработка и контроль качества штуцерного сварного соединения, стыка паропровода и стыка донышка со штуцером.
1.2 Допускается приваривать штуцер Dу ³ 100 мм к стыку паропровода при соблюдении следующих условий:
твердость металла шва стыкового сварного соединения паропровода не должна превышать 230 НВ и должна быть выше твердости основного металла примыкающих центробежнолитых труб, а в зоне приварки штуцера должны отсутствовать ремонтные подварки на стыковом сварном соединении паропровода;
качество стыкового сварного соединения паропровода, оцененное неразрушающими методами контроля (УЗК, МПД и металлографическим анализом с помощью реплик) должно удовлетворять требованиям действующей нормативной документации (отсутствие скоплений или цепочек пор ползучести и (или) микротрещин по границам зерен металла);
должны быть обеспечены:
свободное осевое перемещение центробежнолитых труб в зоне сварки и термической обработки от теплового расширения металла, при этом не допускается защемление трубных элементов;
невозможность попадания в зону сварки и термической обработки золы, нефтепродуктов, грязи, ржавчины, воды;
отсутствие сквозняка;
отсутствие внешних изгибающих нагрузок в зоне сварки и термической обработки (при необходимости должны быть установлены временные опоры).
2 ОСНОВНОЙ И СВАРОЧНЫЕ МАТЕРИАЛЫ. СВАРОЧНО-ТЕРМИЧЕСКОЕ ОБОРУДОВАНИЕ
2.1 Штуцер и донышко штуцера изготавливаются точеными из поковки или трубной заготовки, при этом штуцер должен быть утолщенным в районе его приварки к стыку паропровода (рисунок 4.1 данного приложения). Размеры выбранного штуцера и донышка должны удовлетворять требованиям действующих на эти детали ОСТ. Материалом штуцера и донышка служит сталь 15Х1М1Ф; химический состав и свойства металла этих деталей должны удовлетворять требованиям технических условий, что должно быть подтверждено результатами химического анализа и механических испытаний.
2.2 В качестве сварочных материалов при ручной дуговой сварке применяются покрытые электроды типа Э-09Х1МФ марок ТМЛ-3, ТМЛ-3у, ЦЛ-20 или ЦЛ-45 диаметром 3 и 4 мм. Качество электродов и их хранение контролируется в соответствии с требованиями действующей нормативной документации. Перед сваркой электроды подлежат прокалке при температуре 360 - 400 °С в течение 2 - 2,5 ч.
Рисунок 4.1 - Рекомендуемые конструкции утолщенного штуцера (1) и донышка (2) на примере штуцера Æ 159´18 мм
На рабочем месте электросварщика электроды должны находиться в специальном переносном ящике-пенале емкостью на одну-две пачки электродов с обеспечением защиты электродов от попадания на них воды, золы, нефтепродуктов и грязи.
2.3 В качестве источников питания сварочной дуги применяются сварочные выпрямители или преобразователи постоянного тока согласно рекомендациям действующей нормативной документации.
2.4 Для подогрева деталей при сварке и термической обработки сварных соединений применяется электротермическое оборудование с индукционными нагревателями и электронагревателями сопротивления, типы и характеристики которых представлены в действующей нормативной документации. Температуры подогрева деталей при сварке и термической обработке сварных соединений регистрируются с помощью самопишущих приборов от термоэлектрических преобразователей (термопар) ХА (хромель-алюмелевых), типы и характеристики которых должны соответствовать рекомендациям действующей нормативной документации.
3 ПОДГОТОВИТЕЛЬНЫЕ И СБОРОЧНЫЕ ОПЕРАЦИИ
3.1 Операции по вырезке контрольной пробки диаметром не менее 120 мм проводятся с наружной поверхности стыкового соединения паропровода механическим способом по одному из следующих вариантов:
фрезерованием с помощью специального устройства с перовым сверлом-фрезой;
сверлением сквозных отверстий (сверлом диаметром 5 - 8 мм) по контуру намеченной окружности пробки и последующей вырубкой оставшихся перемычек металла между отверстиями с помощью ударного инструмента, например, крейцмесселя с молотком.
Рекомендуется предварительно приварить к сварному шву вырезаемой пробки стальной стержень-проволоку диаметром 5 - 6 мм с целью своевременного удержания вырезанной пробки от попадания ее внутрь паропровода. Вырезаемая контрольная пробка должна располагаться симметрично относительно оси сварного шва.
3.2 Торцевая поверхность отверстия и прилегающая к нему кольцевая наружная поверхность шириной не менее 40 мм подлежат механической обработке (шлифованию) и последующему визуальному контролю качества: перед контролем шлифованные поверхности следует протравить в реактиве 5 - 10 %-го водного раствора азотной кислоты. Качество поверхности оценивается в соответствии с требованиями действующей нормативной документации.
3.3 Наружная и внутренняя поверхности торцов штуцера (и донышка) с шириной кольцевой зоны не менее 30 мм, а также поверхности скоса кромок под сварку должны быть зачищены механическим способом (шлифованием до металлического блеска от окалины и ржавчины) и обезжирены.
3.4 Штуцер следует устанавливать в зоне отверстия в стыке паропровода с помощью подкладного стального кольца (рисунок 4.2 данного приложения), которое может быть изготовлено точеным или вальцованным из полосы или трубной заготовки; материал подкладного кольца - сталь 15Х1М1Ф, 12Х1МФ или 20. Ширина подкладного кольца составляет 30 - 40 мм, толщина - от 4 до 5 мм. Штуцер должен располагаться перпендикулярно к продольной и поперечной осям центробежнолитых труб; кольцевой зазор в корневой части собранного под сварку штуцера должен составлять 5 - 8 мм.
Рисунок 4.2 - Рекомендуемая схема собранного под сварку штуцера (1) с центробежнолитой трубой наружным диаметром Dтр паропровода (2) на подкладном кольце (3)
4 СВАРОЧНО-ТЕРМИЧЕСКИЕ ОПЕРАЦИИ. КОНТРОЛЬ ШТУЦЕРНОГО СВАРНОГО СОЕДИНЕНИЯ
4.1 Штуцер до начала сварки следует скрепить со стыком паропровода двумя прихватками длиной по 40 - 50 мм и высотой 4 - 6 мм в противоположных местах по периметру свариваемого углового шва. Прихватки следует выполнять электродами диаметром 3 мм на режимах постоянного тока обратной полярности 90 - 110 А.
4.2 Угловой шов должен выполняться многослойным способом сварки (рисунок 4.3 данного приложения) кольцевыми валиками шириной 12 - 18 мм и высотой 6 - 8 мм с использованием электродов диаметром 3 и 4 мм на режимах постоянного тока обратной полярности 100 - 120 и 140 - 180 А соответственно. Заполнение разделки должно обеспечиваться по всему сечению с получением выпуклости (усиления) шва высотой около 15 - 20 мм.

Рисунок 4.3 - Рекомендуемая последовательность выполнения углового шва многослойным способом кольцевыми валиками (1 - 9) в месте приварки штуцера к центробежнолитой трубе паропровода горячего промперегрева
4.3 В процессе сварки (и прихватки) должен проводиться предварительный и сопутствующий подогрев деталей при температуре 300 - 350 °С. Зона равномерного нагрева включает тело штуцера и кольцевой участок центробежнолитых труб шириной не менее 300 мм по всему периметру с расположенным в центре привариваемым штуцером. Способ нагрева - индукционный или электронагревателями сопротивления. Размещение нагревательных устройств и режимы нагрева должны обеспечиваться в соответствии с рекомендациями действующей нормативной документации. Температура подогрева должна регистрироваться с помощью самопишущего прибора от 6 термоэлектрических преобразователей (термопар) ХА (рисунок 4.4 данного приложения).
4.4 По окончании сварки углового шва проводится предварительная термообработка штуцерного сварного соединения (ШСС) и стыка паропровода по режиму высокого отпуска 735 - 765 °С в течение 1 ч, при этом технологию термической обработки следует соблюдать с учетом требований действующей нормативной документации. Регистрация температур обеспечивается с помощью самопишущего прибора от 6 термоэлектрических преобразователей ХА, схема расположения которых соответствует рекомендациям, приведенным на рисунке 4.4 данного приложения.
4.5 После проведения промежуточной термообработки (см. п. 4.4 данного приложения) штуцерное сварное соединение подвергается обработке механическим способом, при этом:
выпуклость (усиление) углового шва с помощью шлифования обрабатывается до получения вогнутой поверхности с радиусом скругления не менее 50 мм и плавным переходом на галтель к поверхности штуцера и центробежнолитых труб паропровода;
подкладное кольцо удаляется с помощью шлифования или фрезерования до получения ровной гладкой поверхности корневой части шва заподлицо с внутренней поверхностью штуцера.
1 - штуцер Dу ³ 100 мм (Н - высота штуцера, мм); 2 - центробежнолитая труба паропровода; 3 - донышко штуцера, привариваемого после проведения промежуточной термообработки углового шва штуцера; 4 - угловой шов, соединяющий штуцер с паропроводной трубой; 5 - стыковой шов, соединяющий донышко со штуцером (сварка по п. 4.7 данного приложения); 6 - стыковой шов, соединяющий центробежнолитые трубы паропровода; Кт.и - контур теплоизоляции; Кн.у - контур нагревательных устройств при подогреве под сварку и послесварочной термообработке
Рисунок 4.4 - Рекомендуемая схема размещения термоэлектрических преобразователей T1 - Т6 для регистрации температур нагрева при сварке и термообработке
4.6 Штуцерное сварное соединение с угловым швом подлежит контролю качества неразрушающими методами, в том числе УЗК по всему периметру и примыкающих участков стыка паропровода на длину не менее чем по 100 мм, а также визуальному контролю наружной поверхности этих швов.
4.7 Стык донышка с торцевой частью штуцера собирается на остающемся подкладном кольце (материал кольца указан в п. 3.4 данного приложения); операции по сборке и сварке этого стыка выполняются по штатной технологии согласно требованиям действующей нормативной документации.
4.8 После окончания операций по приварке донышка проводится заключительная термообработка приваренного штуцера с донышком и стыком паропровода по режиму высокого отпуска при 735 - 765 °С в течение 2 ч. Рекомендации по термической обработке соответствуют указанным в п. 4.4 данного приложения способам нагрева, технологии термообработки и регистрации температур.
4.9 По окончании заключительной термообработки угловой и стыковой швы штуцера, а также примыкающие участки длиной не менее чем по 100 мм стыка паропровода подлежат контролю качества неразрушающими методами, в том числе:
УЗК в объеме 100 %;
МПД (или визуальным контролем протравленной реактивом 5 - 10 %-го водного раствора азотной кислоты) наружной поверхности швов на указанных выше местах и прилегающих участков основного металла шириной не менее 30 мм;
методом металлографического анализа с реплик в местах примыкания углового шва штуцера со стыком паропровода.
В случае выявления недопустимых дефектов, забракованные места сварных соединений должны ремонтироваться.
4.10 Конструкция глухого штуцера, приваренного к стыковому соединению паропровода, представлена на рисунке 4.5 данного приложения.

1 - штуцер Dy ³ 100 мм; 2 - центробежнолитая труба; 3 - донышко штуцера; 4 - угловой шов соединения штуцера с паропроводной трубой; 5 - стыковой шов соединения донышка со штуцером
Рисунок 4.5 - Рекомендуемая конструкция глухого штуцера Dy ³ 100 мм, вводимая в эксплуатацию на сварном стыке паропровода из центробежнолитых труб
5 КОНТРОЛЬ КАЧЕСТВА ОСНОВНОГО МЕТАЛЛА И СВАРНЫХ СОЕДИНЕНИЙ
5.1 Контроль качества основного металла и сварных соединений в процессе выполнения ШСС проводится согласно рекомендациям, указанным в пп. 2.1, 3.2, 4.6 и 4.9 данного приложения.
5.2 В процессе эксплуатации качество сварных соединений контролируется каждые 15 - 17 тыс. ч наработки; места и методы контроля согласно п. 4.9 данного приложения.
5.3 Качество сварных соединений методами УЗК, МПД, при металлографическом анализе с помощью реплик (браковочным признаком является наличие скоплений или цепочек пор ползучести и (или) микротрещин по границам зерен металла) и визуальным контролем оценивается в соответствии с требованиями действующей нормативной документации.
Приложение 5
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
|
Термин |
Определение |
|
Ресурс парковый |
Наработка однотипных по конструкции, маркам стали и условиям эксплуатации элементов теплоэнергетического оборудования, которая обеспечивает их безаварийную эксплуатацию при соблюдении требований настоящей Инструкции и «Правил технической эксплуатации электрических станций и сетей Российской Федерации» |
|
Ресурс остаточный |
Суммарная наработка объекта от момента контроля его технического состояния до перехода в предельное состояние |
|
Наработка |
Продолжительность работы объекта, измеряемая в часах |
|
Предельное состояние |
Состояние объекта, при котором его дальнейшая эксплуатация либо восстановление работоспособного состояния невозможны или нецелесообразны |
|
Техническое состояние объекта |
Состояние, которое характеризуется в определенный момент времени, при определенных условиях внешней среды значениями параметров, установленных технической документацией на объект |
|
Гиб |
Колено, изготовленное с применением деформации изгиба трубы |
|
Колено |
Фасонная часть, обеспечивающая изменение направления потока рабочей среды под угол от 15 до 180° |
|
Контроль технического состояния |
Проверка соответствия значений параметров объекта требованиям технической документации и определение на этой основе одного из данных видов технического состояния в данный момент времени. Примечание - Видами технического состояния являются, например, исправное, работоспособное, неисправное, неработоспособное и т.п. в зависимости от значений параметров в данный момент времени |
|
Дефект |
Каждое отдельное несоответствие продукции установленным требованиям |
|
Дефект одиночный |
Одиночными считаются дефекты, расстояние между ближайшими кромками которых превышает утроенное значение максимального |
СОДЕРЖАНИЕ
|
|